
銑刀刃口鈍圓半徑對銑削Ti6Al14V溫度研究
2016-05-05 04:44:47田興強聶華偉
企業技術開發·下旬刊 2016年4期
田興強++聶華偉

摘 要:采用正交實驗法,分析了主要切削參數:主軸旋轉,牙齒進給量、軸切深、人切深和鈍圓半徑對銑削Ti6Al14V材料時刀具溫度變化的規律。重點運用Advantage 3D仿真軟件以銑削Ti6Al14V刀具切削刃刃口鈍圓半徑為研究對象,分析得到鈍圓半徑切削溫度影響規律,為銑削Ti6Al14V時銑刀刃口鈍圓半徑的設計提供依據。
關鍵詞:鈦和金Ti6Al14V;刃口鈍圓半徑;切削溫度
中圖分類號:TG506.5 文獻標識碼:A 文章編號:1006-8937(2016)12-0092-02
本文通過銑削刀具切削刃刀片Ti6Al14V口鈍圓半徑為研究對象,通過3 d嘩嘰Advantage切削溫度最低法律、優化指標;適銑切削刃的刀具Ti6Al14V口鈍圓半徑優化;并通過、切削力的分析,研究不同的鈍圓半徑對銑削加工v14al6ti過程產生影響銑削時Ti6Al14V銑刀刃14口鈍圓半徑的設計提供依據。
1 銑刀分析模型的建立
三維軟件,并且solidwroks2010不同鈍圓半徑銑刀,銑刀前角是14 °,后角為24 °、切削刃寬1.7 mm。3 d fem 5.5分為Advantage軟件中刀具材料,硬質合金選配件和鈦作為Ti6Al14V,初期的設定溫度為20 ℃、刀具轉動角度為90 °,模擬立銑刀銑削過程相反的前列腺炎。
2 實驗方案的確定
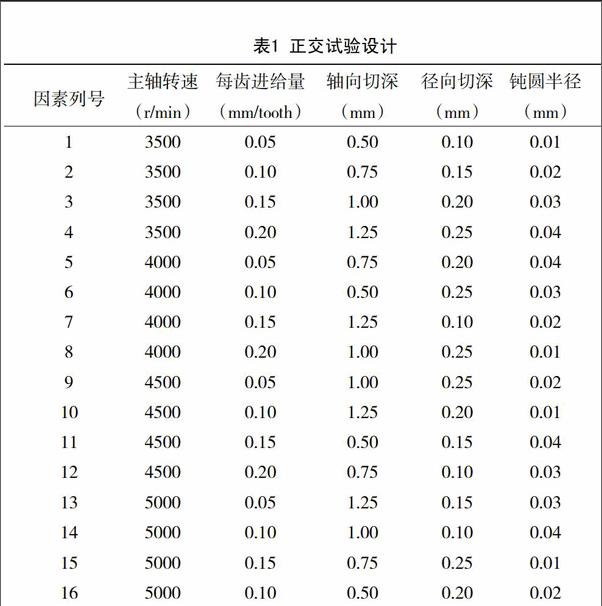
采用了正交實驗法科學合理地安排試驗,因此“平衡協調”原則的基礎上通過了實驗的次數,得出較優的實驗方案,運用方法差檢測法,實驗結果進行分析,得出銑削加工的合理性的加工參數。初學者的定制、加工效率、加工成本和加工產品質量有重要影響。主要切削參數:主軸旋轉,牙齒進給量、軸切深、人切深和鈍圓半徑。4座級選擇每個元素的參考資料和現有設備的條件,其中包括選舉——5因素4水平值表,見表1。
3 切削溫度仿真結果及分析
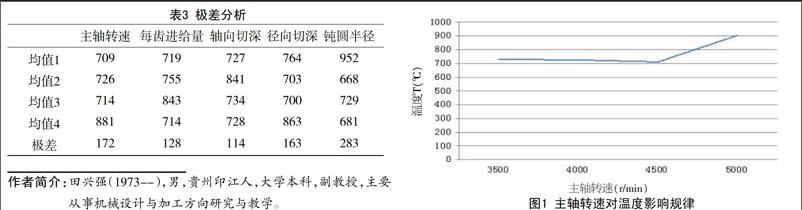
實驗結果,見表2,極差分析,見表3。
根據正交實驗表2中1~16組實驗結果,繪制各切削參數對切削溫度的影響規律圖,如圖1所示。
從圖1可以看出,主軸轉速由3 500 r/min增加到4 500 r/min,銑削溫度基本無變化,這是由于單位時間內金屬切削量也增加,切屑帶走的熱量增大,固有的溫度無明顯變化,隨著軸的
轉又多了,銑削溫度有緩慢增大的趨勢。每齒進給量對溫度影響規律,如圖2所示。
從圖2可以看出,隨著每齒進給量增加,金屬切削的單位時間內增加的數量成正比,溫度增加。另外增加進給量變形系數減小,單位切削量的切割效果下降、切削所帶走的剪切熱、摩擦生熱人數不斷增加,溫度不斷減少。如圖3所示。
從圖3可以看出,銑削溫度隨著軸向切深的增加,銑削溫度先進的跡象增加再減小后趨于平緩的趨勢。這是軸切深的增加,切削力呈明顯增大的趨勢,所以切深由0.5 mm增加到 0.75 mm時,銑削溫度增大明顯,但當軸向切深大于1.25 mm,銑削材料的去除率大幅度提高,切削帶走大量的切削熱,故此區域軸向切深對銑削溫度變化影響較小。如圖4所示。
從圖4可以看出,隨著徑向切深的增大,銑削溫度有逐漸升高的趨勢。徑向切深的增加使得刀齒實際的切削時間增加,熱量傳導工件及刀具的時間也增加,所以增加徑向切削深度,銑削溫度將上升。如圖5所示。
從圖5可以看出,隨著鈍圓半徑增大銑削溫度先減小后趨于平緩,當刃口鈍圓半徑為0.02 mm時,銑削溫度達到最小值。鈍圓半徑增加增大了、刀具-切屑、刀具-工件接觸面面積增大,刀具代代相傳的熱量增大,鈍圓半徑逐步增多,刀具傳出的熱量增大,鈍圓半徑增加等效負前角增加,所以溫度有下降趨勢。
4 結 語
牙齒進給量的回、軸切深、人切深和鈍圓半徑對銑削溫度的影響可以得到規律,可以以下的結論:
①主軸轉速的增加,銑削溫度增加。
②增加對銑削溫度量的進給牙齒每增加后呈下降趨勢。
③隨著軸向切深增加銑削溫度呈現先增大再減小后趨于平緩的趨勢,徑向切深的增加導致銑削溫度增加。
④銑削鈦和金Ti6Al14V,當刃口鈍圓半徑為0.02 mm時,銑削溫度達到最小值。
難加工材料加工時采用鈍化刀具,可以提高刀具的耐用度。鈍圓半徑對銑削溫度的影響最大,因此在銑削加工鈦和金Ti6Al14V時, 選擇合適的鈍圓半徑對降低銑削溫度具有重要意義。
參考文獻:
[1] 汪浩.硬質合金刀具刃口鈍化方法的研究[D].寧波:寧波大學,2011.
[2] 劉月萍.銑削Ti6Al4V刀具刃口鈍化研究[D].濟南:山東大學,2010.
[3] 賈秀杰,李劍峰,孫杰.刀具鈍化對切削力及表面粗糙度的影響[J].計算 機集成制造系統,20011,(17).
