BHW35材質的厚壁鍋筒制造難點與工藝控制淺析
2016-04-22 03:31:54虞國鋒李霽光
中國特種設備安全 2016年3期
關鍵詞:技術要求
虞國鋒 李霽光
(南通萬達鍋爐有限公司 南通 226014)
?
BHW35材質的厚壁鍋筒制造難點與工藝控制淺析
虞國鋒 李霽光
(南通萬達鍋爐有限公司 南通 226014)
摘 要:BHW35材料強度高,具有良好的綜合力學性能和工藝性能,廣泛應用于鍋爐行業高壓、超高壓、亞臨界鍋爐厚壁鍋筒中。但該材料制造要求嚴格,過程控制不當,極易出現質量問題。本文就BHW35厚壁鍋筒制造難點進行分析,從下料、封頭成形、筒節卷制、焊前預熱、消氫處理、焊后熱處理等重點工序提出有效的工藝措施及過程控制要求,為大容量、高參數鍋爐中BHW35材質的厚壁鍋筒制造提供一些可借鑒的經驗。
關鍵詞:BHW35材料 厚壁鍋筒 工藝措施 技術要求
Discussion on Manufacturing Diffi culties and Process Control of the BHW35 Thick Walled Steam Drum
Yu Guofeng Li Jiguang
(Nantong Wanda Boiler Co., Ltd. Nantong 226014)
Abstract With high material strength and good comprehensive mechanical property and process performances, BHW35 is widely adopted in thick steam drum constituting part of high pressure super-high pressure and sub-critical pressure boiler. However, any improper control during processing of this material could be extremely likely to result in quality problems. This paper analyzes difficult points with respect to manufacturing of drum adopting this material, and proposes effective procedure measures and quality control requirements to key processes, such as material preparation, forming of head, rolling of cylindrical shell section, preheating before welding, hydrogen elimination and PWHT, so as to provide some experiences to be referred regarding manufacturing of thick drum using material of BHW35 in large capacity high-parameters boilers.
Keywords Material BHW35 Thick walled drum Procedure measures Technical requirement
根據我國節能減排、建設節約型社會的要求,發展大容量、高參數鍋爐是提高熱效率,降低能耗,節約一次能源,改善環境的必然趨勢。筆者公司主要生產循環流化床、垃圾爐、水煤漿鍋爐、余熱爐等環保節能產品為主A級鍋爐制造企業。最近,公司簽定了一臺額定蒸汽壓力11MPa高壓水煤漿鍋爐,該鍋爐鍋筒材料采用BHW35、厚度δ70mm。BHW35厚壁鍋筒制造難度較大,過程控制不當,極易出現裂紋。本文就BHW35材質的厚壁鍋筒制造難點進行分析、提出切實有效的工藝措施,為BHW35厚壁鍋筒提供一些可借鑒的經驗,以期收到拋磚引玉的效果。
1 BHW35鋼化學成分與力學性能
BHW35是德國研制鋼種,合金元素設計合理,組織穩定,具有良好的綜合力學性能和工藝性能[1]。該鋼種一般在正火加高溫回火狀態下使用,鋼中加入了微量的鈮細化晶粒,提高鋼的韌性和防止脆性破壞的能力[2]。最先由德國蒂森鋼鐵公司和亨利鋼廠研制開發,我國后來開發的13MnNiMo54鋼與BHW35相近。主要用于高壓、超高壓、亞臨界鍋爐厚壁鍋筒的制造。

表1 BHW35鋼化學成分表(%)[2]

表2 BHW35鋼的力學性能[2]
2 BHW35厚壁鍋筒制造主要工藝流程(見圖1)
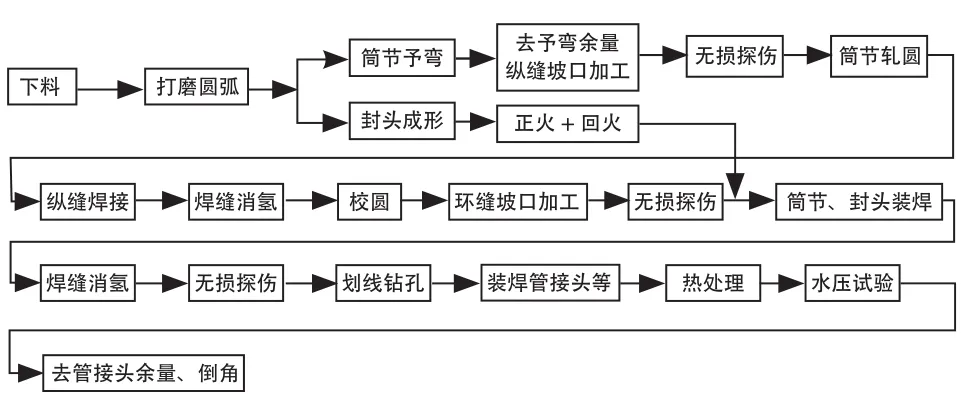
圖1 BHW35厚壁鍋筒制造工藝流程圖
3 制作難點
BHW35鋼強度高,鍋筒卷制時不嚴格進行過程控制,極有可能引起筒體卷制開裂;材料冷裂傾向,焊縫易產生延遲裂紋;焊后熱處理不當,焊縫的力學性能不合格等重大質量問題。
4 工藝措施及過程控制要求
4.1 下料
為減少溫差造成的應力,鋼板氣割下料前需進行預熱,推薦溫度為≥120℃。我國主要是舞陽鋼鐵廠生產,考慮到合金元素及雜質成分,預熱溫度建議適當提高,(生產實踐中一般150℃~200℃)。下料時可考慮用火焰加熱的方法進行預熱,預熱寬度為2倍的板厚且不小于100mm。氣割下料后必須將板的四周修磨成圓角,尤其鋼板的卷制方向。卷制時外側鋼板受拉應力,內側受壓應力,因此,鋼板的外側圓角要大一些(一般不小于R6mm),內側可小一些(一般R3mm左右)。避免氣割邊緣的缺口缺陷在筒節卷制時出現開裂。對于筒體縱縫,氣割去除預彎余量后,要對楔形坡口面仔細打磨,并進行100%MT,坡口表面不得有細微裂紋。
4.2 封頭壓制
鋼的組織中奧氏體塑性高,屈服強度低,容易塑性加工成形。所以鋼的鍛造加工、熱壓成形常常要求在奧氏體穩定存在的溫度區域范圍內。因而,封頭毛坯的加熱需在材料A3線上面。但溫度不能過高,溫度過高使奧氏體晶粒長得很粗大,致使塑性很差。甚至產生過熱或過燒現象[3]。生產實踐中,BHW35材質的封頭壓制的加熱規范:始壓溫度970℃~1000℃,終壓溫度≥850℃;保溫時間:1.4~1.6min/mm。同時將熱電偶貼合放置在工件上,有效控制加熱規范。封頭熱加工后,為了恢復材料的力學性能,需進行正火加回火處理。為了驗證封頭的力學性能,封頭熱壓成型及熱處理過程中需同爐增加一塊試板。
4.3 筒體卷制、坡口加工
BHW35鍋筒不采用冷卷工藝,可采用溫卷或熱卷工藝,熱卷加熱溫度:950~990℃。熱卷后為了滿足材料的機械性能,必須正火加高溫回火處理。生產實踐中,便于操作和成本考慮較多采用溫卷,溫卷溫度不超過鋼板出廠的回火溫度,一般600℃左右。
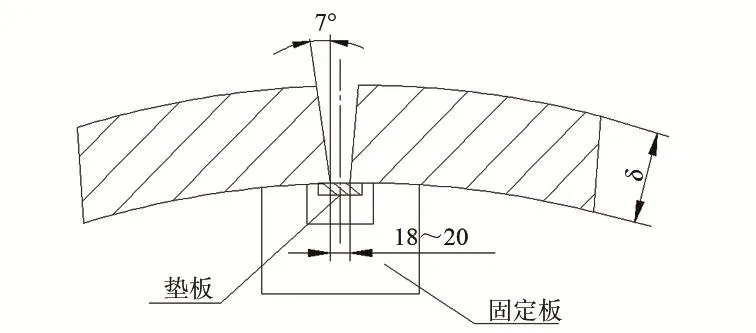
圖2 縱縫坡口型式
縱縫坡口采用V型坡口加墊板(見圖2),卷制后氣割加工坡口,氣割前必須預熱,預熱溫度150℃~200℃。氣割后打磨清理干凈,坡口表面100%MT探傷檢查。墊板碳弧氣刨清除,碳弧氣刨前預熱,清除后打磨清理干凈100%MT無損檢測合格后再焊接一層,以減少應力集中。筒節卷制后每節筒節上裝焊兩塊固定板防止筒節變形。
筒節的環縫一般采用UV型坡口形式(見圖3),筒節校圓后可采用大型車床等設備機加工而成。
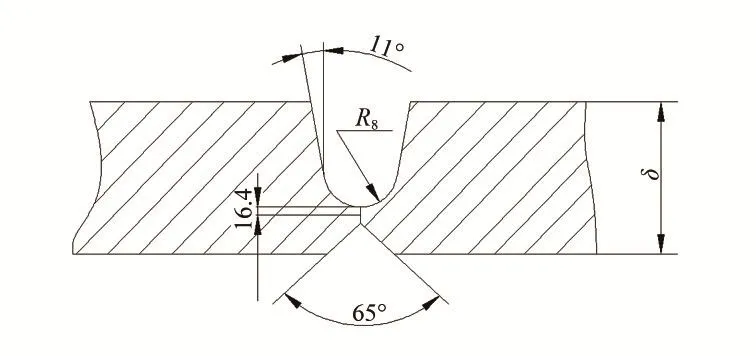
圖3 環縫坡口型式
4.4 焊接、無損檢測要求
1)焊前預熱溫度150℃~200℃;
2)焊接時層間溫度不得過低,應控制在200~300℃,否則易產生裂紋。每層焊完后要清渣,防止產生未熔合、夾渣等缺陷;
3)焊劑嚴格烘干,鍋筒的縱縫、環縫、集中下降管、人孔圈焊縫焊后應立即進行消氫處理,消氫溫度:350~400℃,保溫時間2~3h。環縫消氫可采用環形罩式局部熱處理罩。縱縫消氫進爐整體處理,消氫過程不間斷,熱電偶放置在工件上,加強巡檢;
4)縱、環縫焊縫焊后應進行100%RT+100%UT+100%MT無損探傷,由于BHW35材料具有延遲裂紋的傾向,焊縫的無損檢測時機應在焊接完成24h后進行。
4.5 熱處理要求(見圖4)
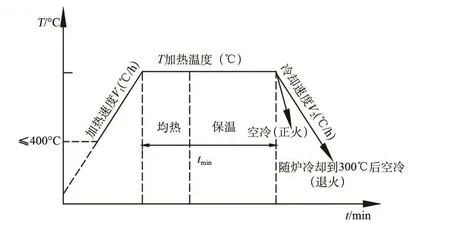
圖4 熱處理周期示意圖
1)封頭壓制后為了恢復材料的力學性能,需正火加回火處理;
2)筒節縱縫校圓時,為了避免校圓時應力過大,增加中間熱處理;
3)正火保溫溫度:930±10℃,均熱2.0min/ mm,保溫后空冷;回火保溫溫度:660±10℃,均熱3.0min/mm[2];
4)焊后熱處理:鍋筒焊后應進行整體熱處理,在熱處理前由檢驗員確認所有焊接工作已全部結束并經檢驗合格。焊后整體熱處理溫度:575±15℃,保溫后隨爐冷卻。
5)正火、焊后熱處理保溫時間:
t ≤50mm時,0.04t小時,但不得少于15min;
t >50mm時,(150+t)/ 100h;
6)加熱速度:
在加熱過程中,400℃以上溫度范圍內應控制加熱速度。
V1≤220×25/t,且最大不超過220℃/h
7)冷卻速度:
在冷卻過程中,300℃以上溫度范圍內應控制冷卻速度。
V2≤275×25/t,且最大不超過275℃/h
4.6 其他一些要求
1)大口徑管孔開孔可采用氣割,氣割起點應在孔內,氣割后打磨掉滲碳層及氣割起點尖角,打磨后應進行100% MT探傷檢查;
2)該材料脆性轉變溫度較高,水壓試驗時試驗用水溫度大于50℃。
5 結束語
BHW35厚壁鍋筒制造有較大難度,只要嚴格控制好卷制前的一些細節和卷制溫度,認真做好焊前預熱、焊后消氫處理、熱處理等工序,就能有效防止卷裂、焊接裂紋產生,達到材料的綜合力學性能,制造出質量優良的產品。
參考文獻
[1] 谷春艷,劉益. BHW35鋼的焊接工藝[J].焊接,2004,(05):39-40.
[2] 潘家禎.壓力容器材料實用手冊[M].北京:化學工業出版社,2000.
[3] 魏鋒,等.壓力容器用材料及熱處理[M].北京:化學工業出版社,2003.
收稿日期:(2015-08-12)
作者簡介:虞國鋒(1971~),男,本科,高級工程師,從事鍋爐及壓力容器工藝研究工作。
文章編號:1673-257X(2016)03-0027-03
DOI:10.3969/j.issn.1673-257X.2016.03.006
中圖分類號:X933.2
文獻標識碼:B
猜你喜歡
山東工業技術(2017年5期)2017-03-16 16:32:23
科學與財富(2017年2期)2017-03-15 11:51:06
中小企業管理與科技·上旬刊(2017年2期)2017-02-17 17:51:08
現代農業研究(2016年11期)2017-01-10 01:23:37
科技視界(2016年22期)2016-10-18 15:49:24
企業文化·中旬刊(2015年12期)2016-03-09 03:53:25
紡織導報(2015年6期)2015-12-31 19:35:39
科技資訊(2015年12期)2015-06-29 18:43:08
中國纖檢(2015年4期)2015-03-13 09:46:55
中國纖檢(2015年5期)2015-03-13 09:36:21