N08825復合管焊接殘余應力的X射線衍射測試
2016-04-13 03:02:08姚海盛
石油工程建設 2016年6期
關鍵詞:焊縫
姚海盛,汪 凡,張 勇
中國石油工程建設公司,北京 100120
N08825復合管焊接殘余應力的X射線衍射測試
姚海盛,汪 凡,張 勇
中國石油工程建設公司,北京 100120
焊縫及附近區域的焊接殘余拉應力對復合管的抗脆斷、疲勞和應力腐蝕破壞性能等均有較大的不利影響,易成為系統的最薄弱區域。采用X射線衍射法對N08825復合管焊接接頭環焊縫表面與焊縫表面軸向殘余應力進行測試,得出其分布規律并加以分析,可為后續調整應力分布,提高管道的抗腐蝕性能提供依據。實驗結果表明:N08825復合管表面焊縫中心線的環向殘余應力幾乎均為拉應力,應力波動較為平緩,在起弧、收弧點位置均存在較大殘余拉應力,這對管道的抗腐蝕性能及疲勞性能有不利的影響;復合管表面軸向殘余應力分布呈對稱狀態,在焊縫及其附近區域均為壓應力,隨著與焊縫距離的增大,管道表面殘余應力數值逐漸減小并趨近于零。
N08825復合管;焊縫殘余應力;X射線衍射;測試
眾所周知,焊接過程中的不均勻加熱和冷卻是焊接殘余應力和變形產生的根本原因。焊接殘余應力會降低結構強度、承載能力和抗疲勞性能,焊接變形會降低結構的裝配精度和尺寸穩定性。殘余應力與工作應力疊加,應力峰值將達到甚至超過材料的屈服強度,降低焊接結構的安全性與可靠性。因此,弄清殘余應力的分布規律是焊接中的重要問題,對焊接殘余應力進行測試,研究其分布規律尤為必要。
X射線衍射法屬于非破壞性的無損測量法,其原理是先測定應變[1],再按照彈性力學定律根據晶面間距的變化由應變計算應力值,因而可以測定很小范圍內的應變。該方法的理論推導嚴謹,試驗設備日臻完善,測量結果比較可靠,在使用適當的剝除方法(如腐蝕)后,也能測量殘余應力沿試件厚度方向的分布。X射線衍射法在材料及焊接領域得到了越來越廣泛的應用,獲得了廣泛的認可。本文采用X射線衍射法對N08825復合管焊接接頭殘余應力的分布進行測試,得出其分布規律并加以分析,為后續調整應力分布,提高管道的抗腐蝕性能提供依據和基礎。
1 X射線衍射應力測試的原理與方法
X射線衍射應力測定的基本原理是在應力作用下結構晶體晶格間距發生變化,通過X射線對晶體晶格的衍射,計算出晶面間距的變化,并與無應力狀態下比較,確定應力的數值[2]。
根據布拉格方程,在測得X射線發生衍射后,由入射角θ可算出晶面間距d,從而求得某一方向的應力σφ,其公式如下:

式中:E為彈性模量,GPa;μ為泊松比;ψ為所測應變方向與試樣表面法線的夾角,(°);θ0為無應力時的衍射半角,(°);K為應力常數;M為應力因子,M=?(2θ)/?(sin2ψ)。
本實驗中采用sin2ψ法計算應力。sin2ψ法測量次數多,時間相對較長,由測得的應變與sin2ψ擬合得到的直線斜率求得表面應力σφ[3]。本實驗采用半高寬定峰法,該法把衍射線峰強度一半處的峰寬度中點所對應的2θ值看作該衍射角,即衍射線半高寬中點的2θ值。
2 殘余應力測試
2.1 應力測試設備
測試采用日本理學(Rigaku)X射線衍射應力測定儀。該儀器由測角儀、X射線發生裝置、樣品架臺、控制器、冷卻裝置、軟件和電源等幾部分組成。由布拉格方程可知,θ角越大則其測量誤差引起的Δd/d的誤差越小,所以,實際測量時應選擇θ角盡量大的衍射面,本實驗中鎳元素的推薦衍射角范圍為140°~160°。試樣與探測器以1∶2的角速度轉動。其織構測角儀用PSPC-10S照射試件,X射線管電壓30 kV,管流2~10 mA,靶材為Cr,采用步進掃描。根據上述參數選擇原則和鎳元素的性能特點,對X射線應力測試參數進行優化,并確定了最佳的測試晶面及衍射角度(155°),這樣不僅縮短了實驗時間,且減小了實驗誤差。
2.2 測試試件
N08825復合管試件規格和焊接方法見表1。殘余應力測試分別沿著焊接接頭環向表面中心線與管道軸向進行,應力測試取點位置分別見圖1、2。

表1 管道試件
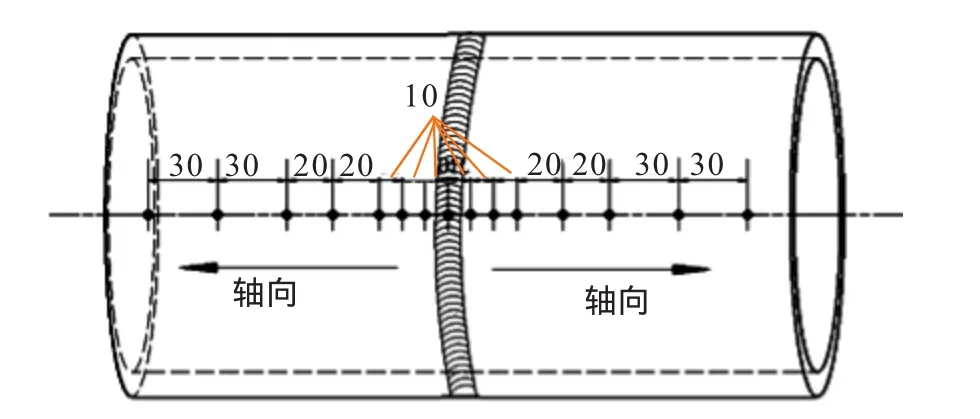
圖1 軸向測點分布

圖2 環向測點分布
3 測試結果
3.1 焊縫中心線周向殘余應力分布
按照上述方法測得1#~5#管道表面焊縫中心線周向的殘余應力分布曲線見圖3。從圖中可以看出,除少數位置外,管道接頭表面焊縫中心線的環向殘余應力幾乎均為拉應力,且殘余應力數值分布在0~240 MPa范圍內[4-5]。1#、3#、5#管道試件焊接殘余應力的分布規律基本相同,應力波動較為平緩,不同環向位置的應力梯度值較小,表明管道內覆層的材質對殘余應力的數值大小有一定影響,此外焊接工藝、坡口型式、材質等因素均會對管道焊縫周向殘余應力分布產生影響。2#、4#管道試件焊接殘余應力沿環向分布波動較大,應力分布無明顯規律性,但在起弧、收弧點位置均存在較大殘余拉應力,這對管道的抗應力腐蝕性能及抗疲勞性能有不利的影響。
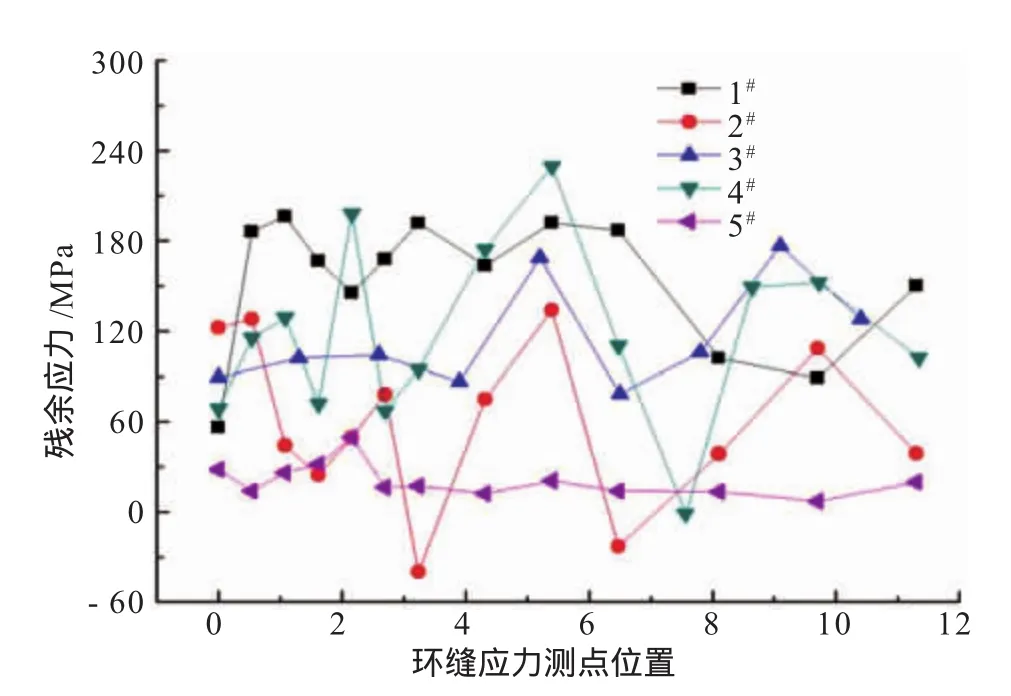
圖3 管道試件表面焊縫中心線周向殘余應力分布
3.2 管道表面焊縫軸向殘余應力分布
1#~5#管道試件焊縫表面軸向的殘余應力分布曲線見圖4,其中橫坐標為測點的無量綱軸向位置,即測點距中心點O的軸向距離與管道半徑比值為1 000倍。從圖中可以看出,焊接接頭左右兩端的表面軸向殘余應力分布呈對稱狀態。在焊縫及其附近區域,1#~5#管道試件焊縫接頭表面軸向殘余應力均為壓應力,隨著與焊縫距離的增加,管道表面殘余應力數值逐漸減小并趨近于零。殘余應力在焊接管道中在一定范圍內是自相平衡的,但其分布特點會隨著焊接管道的坡口形狀、焊縫位置和約束狀態的不同而不同。在焊接接頭及熱影響區附近,殘余應力值變化較劇烈。焊縫及附近區域的焊接殘余拉應力對復合管的抗脆斷、疲勞和應力腐蝕破壞性能等均有較大的不利影響,對管道安全運行構成潛在的危險,易成為系統的最薄弱區域。因此,焊后需采取有效措施,改善焊縫及附近區域的殘余應力分布狀態,減小乃至消除不利的拉應力,使其朝著有利于提高抗應力腐蝕性能和疲勞性能的方向轉變,以此提高管道的服役壽命和安全性。
4 結論
(1)N08825復合管表面焊縫中心線的環向殘余應力幾乎均為拉應力,應力波動較為平緩,在起弧、收弧點位置均存在較大殘余拉應力,這對管道的抗應力腐蝕性能及抗疲勞性能有不利的影響。
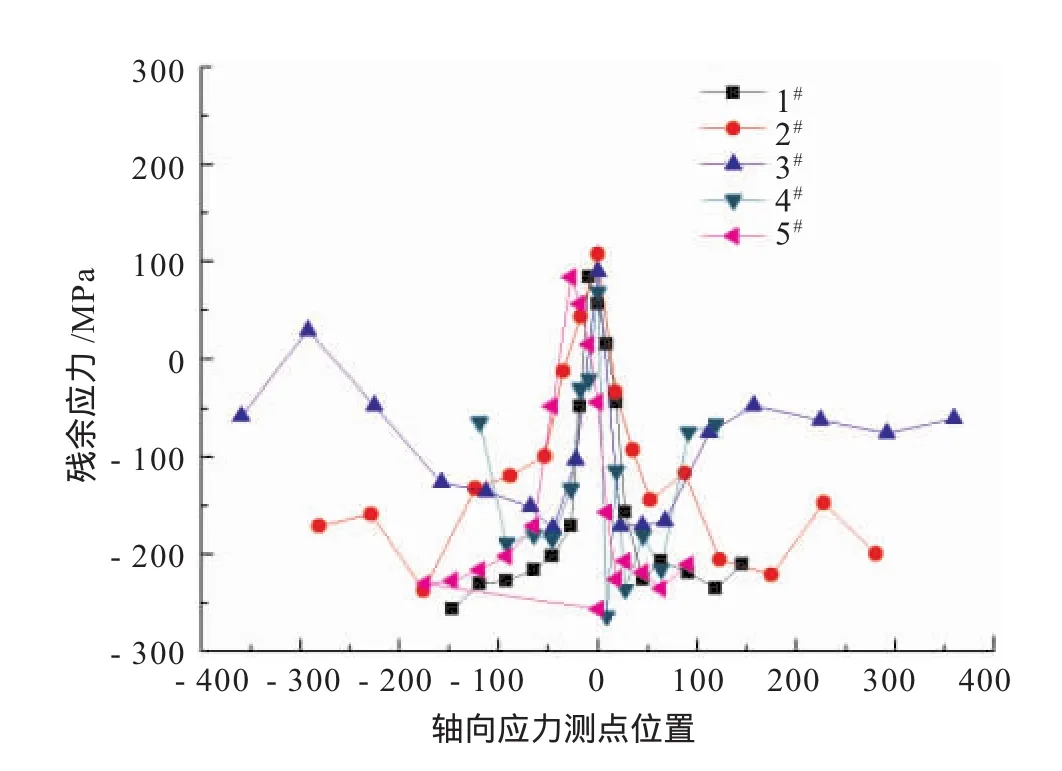
圖4 管道試件表面焊縫軸向殘余應力分布
(2)復合管表面軸向殘余應力分布呈對稱狀態,在焊縫及其附近區域,均為壓應力,隨著與焊縫距離的增大,管道表面殘余應力數值逐漸減小并趨近于零。
(3)實驗結果表明,采用X射線衍射法測量殘余應力分布,其數據可靠,精確度高,對復合管焊接工藝的優化具有指導意義,具有較好的工程應用價值。
[1]周上祺.X射線衍射分析原理、方法、應用[M].重慶:重慶大學出版社,1991.
[2]張定銓,何家文.材料中殘余應力的X射線衍射分析和作用[M].西安:西安交通大學出版社,1999.
[3]張持重,李冬梅,龐紹平,等.采用X射線法測算金屬材料內部殘余應力的研究[J].吉林化工學院學報,2001,18(4):73-75.
[4]管松軍,孫利國,魏小平.N08825復合管焊接接頭殘余應力調整技術研究[J].石油工程建設,2015,41(5):79-82.
[5]胡艷華,唐德渝,方總濤,等.海洋管道全尺寸疲勞試驗技術的研究現狀與發展趨勢[J].石油工程建設,2013,39(4):1-6.
X-rayMeasurement for Welding ResidualStress ofN08825 Composite Tube
YAO Haisheng,WANG Fan,ZHANG Yong
China Petroleum Engineering&Construction Corporation,Beijing 100120,China
Welding residual stresses in weld and its nearby zone have unfavorable influence on the resistance capacities of brittle fracture,fatigue and stress corrosion of composite tube,and make the zone easily become the weakest zone. X-ray diffraction method is employed to measure the circumferential surface welding residual stresses of N08825 composite tube welded joints.Then the axial and circumferential surface residual stresses distribution law can be obtained and analyzed.The results show that the residual stresses along weld central line are almost the tensile stresses with gentle stress fluctuation and some peaks at arc welding start and ending points.The axial surface stresses along the composite tube distribute symmetrically with the compressive stresses at weld and nearby zone.With the increasing distance from weld,the surface residualstress decreases gradually and close to zero at last.
N08825 composite tube;weld residualstress,X-ray diffraction;test
10.3969/j.issn.1001-2206.2016.06.005
姚海盛(1969-),男,廣西陸川人,高級工程師,1992年畢業于中國石油大學(華東)油氣儲運專業,2014年畢業于桂林理工大學MBA專業,主要從事石油天然氣產能建設工程項目管理工作。Email:yaohaisheng@cpecc.com.cn
2016-10-09
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
