銑削用量對鋁合金已加工表面殘余應力的影響*
2016-04-13 06:18:20唐倩倩趙先鋒王東東黃勤
現代機械 2016年1期
唐倩倩,趙先鋒,王東東,黃勤
(貴州大學機械工程學院,貴州貴陽550025)
?
銑削用量對鋁合金已加工表面殘余應力的影響*
唐倩倩,趙先鋒,王東東,黃勤
(貴州大學機械工程學院,貴州貴陽550025)
摘要:基于單因素試驗法,在有限元分析軟件DEFORM-3D中模擬了硬質合金刀具銑削7075-T6高強度鋁合金的加工過程,獲得了不同的銑削用量對已加工表面殘余應力的影響規律。結果表明,隨著主軸轉速、每齒進給量和切削深度的增加,工件表面的殘余應力有不同程度地增大;而切削寬度的變化對表面殘余應力影響不太顯著。研究結果為分析7075鋁合金零件后續的加工變形和表面質量奠定了扎實的基礎。
關鍵詞:鋁合金銑削用量殘余應力DEFORM-3D
0引言
7075-T6鋁合金因強度高、耐熱性佳、比重小等特點,被廣泛使用于航空制造業中,用來制造飛機框架、桁條、機身等部位[1]。在切削加工過程中,工件殘余應力的出現是無法避免的。加工表面的殘余應力是衡量工件表面質量的主要指標之一,它對零件的尺寸精度、形狀精度以及可靠性均有一定的影響,也是零件變形和開裂的主要原因[2]。所以,正確地預測加工表面殘余應力,明確其與切削條件的相互關系對提高零件表面質量和使用壽命有重要意義。
實際加工過程中正確測量切削溫度、應力分布、應變等極其困難,僅僅依靠實驗很難對切削加工機理進行深入的研究。王素玉[3]等人建立二維有限元模型,得到了切削速度對工件表面不同方向殘余應力的基本影響規律;王艷穎、黃志剛[4]基于正交切削模型,對航空鋁合金7050-7451進行加工模擬,研究了直齒圓柱銑刀前角對已加工表面殘余應力的影響。以上均采用的是二維切削有限元模型,而實際加工中幾乎全是三維切削,因此與二維切削有限元模型相比,三維有限元模型更接近真實切削過程,更具實際意義。
利用DEFORM-3D仿真軟件,對7075-T6高強度鋁合金的立銑削加工過程進行模擬研究,以獲得主軸轉速、每齒進給量、切削深度、切削寬度分別對殘余應力的影響規律。
1銑削模型的建立
1.1三維銑削模型的建立
對照DEFORM中的坐標系,在SolidWorks三維軟件中建立銑刀三維模型如圖1,刀具主要參數如表1;并建立工件模型,如圖2。
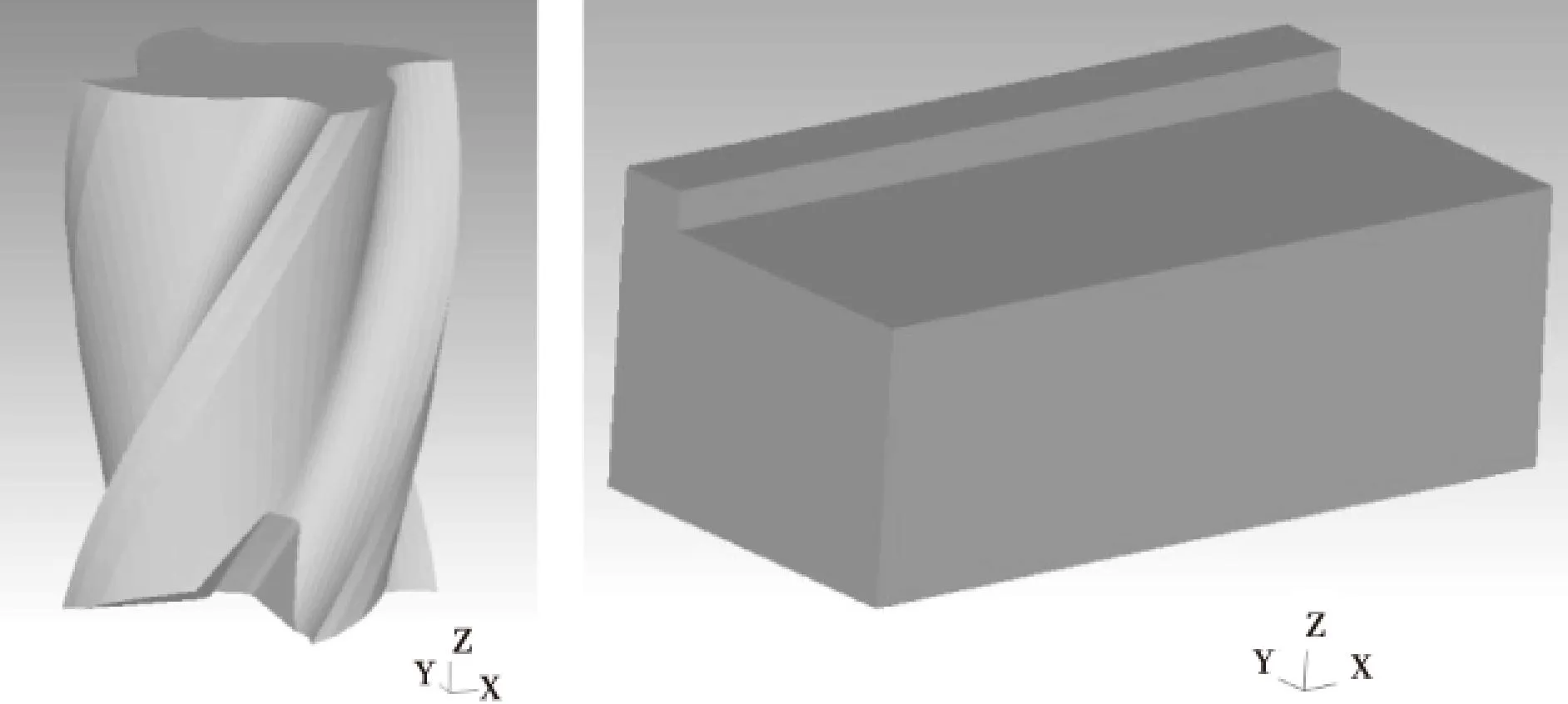
圖1 銑刀的三維模型 圖2 工件的三維模型

表1 銑刀主要的幾何參數
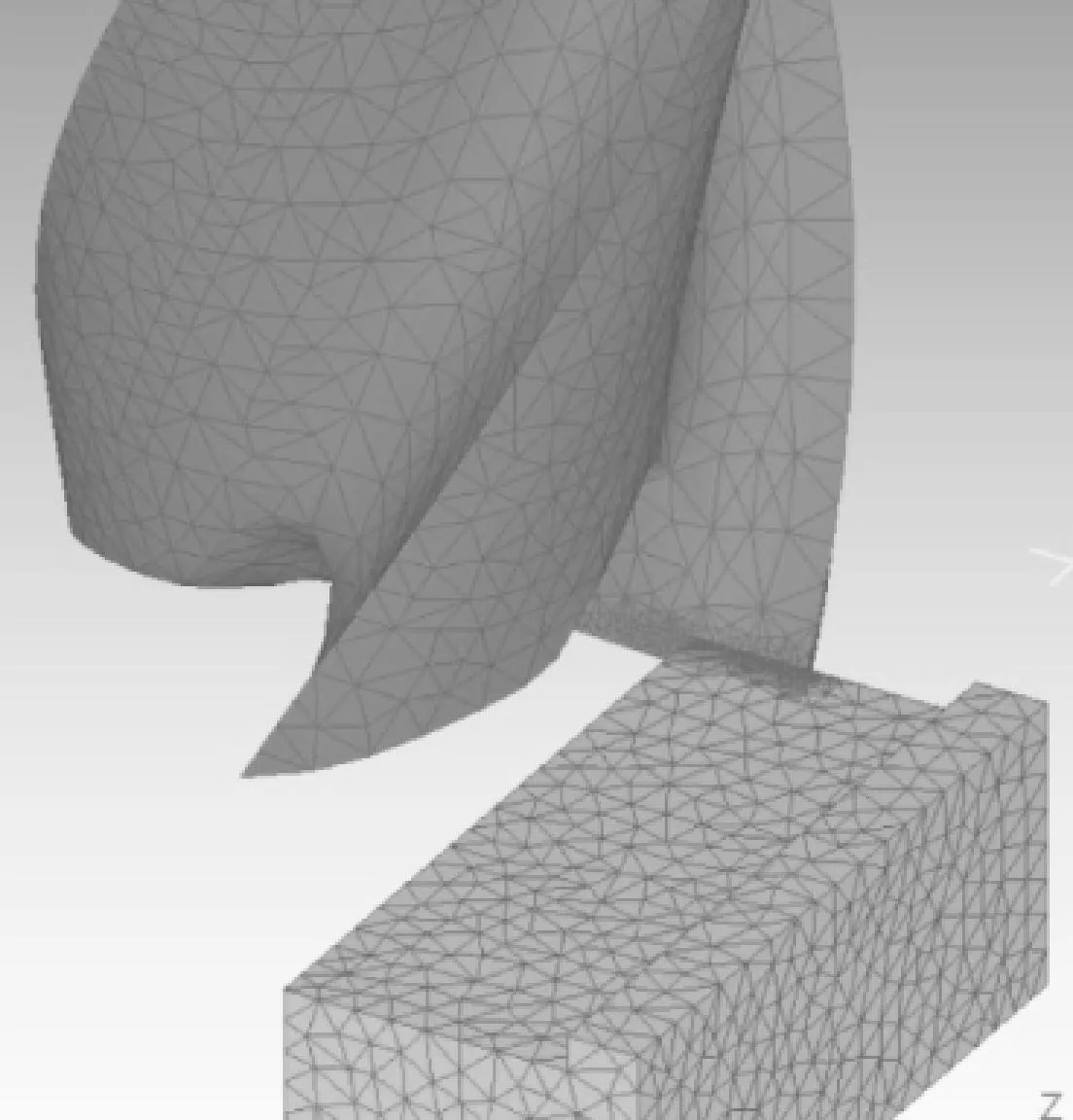
圖3 銑刀、工件的網格劃分情況
將刀具和工件的三維模型導入DEFORM-3D中,分別對兩者進行網格劃分。為了提高計算精度及運算速度,對刀具的刀尖部分的網格進行局部細化,并根據切寬和切深來細化工件表層的網格。圖3為當切寬為1.5 mm,切深為0.5 mm時,工件和銑刀的網格劃分情況。
1.27075-T6鋁合金的材料參數
7075-T6鋁合金,密度ρ=2 810 kg/m3,彈性模量E=71 GPa,泊松比μ=0.33,其他參數如表2、3、4[5]。

表2 7075-T6鋁合金的熱導率

表3 7075-T6鋁合金的比熱容

表4 7075-T6鋁合金的線膨脹系數
1.3切屑的分離準則
在多數有限元軟件中切屑分離準則主要分為兩種:幾何分離準則和物理分離準則[6]。物理分離準則首先對應力、應變等物理量進行分析,然后判斷它們是否達到臨界值,當目標單元中的物理量超過了給定的切削材料相應物理量臨界值時,則單元節點產生分離。由于幾何分離準則不能進行殘余應力問題的分析,故本文采用分析軟件DEFORM-3D基于物理分離準則開發的切屑分離準則,設置刀具與切屑接觸點的壓應力或者拉應力值超過0.1 MPa時,單元節點分離[7]。
2銑削仿真過程及結果分析
本文采用的是單因素模擬試驗方法,即在確定主軸轉速、每齒進給量、切削深度和切削寬度中三個切削用量的前提下,分析余下單一切削用量變化對加工表面殘余應力的影響。
2.1仿真過程
在DEFORM軟件中,對于加工表面殘余應力的模擬分為四個階段:切削加工階段,卸載階段,約束轉換階段,冷卻階段[8]。
(1)切削加工階段
首先設置邊界條件以限制工件6個方向的自由度,并設置相應的銑削用量以滿足單因素試驗要求。在這個階段,銑刀按指定的切削參數,繞z軸旋轉,沿x軸方向做進給運動,實現對工件的切削。在切削過程中,工件持續受到了銑削力,發生塑性變形,并伴隨大量的熱產生。
(2)卸載階段
切削加工完成后,將銑刀卸載,使銑刀與加工表面分離,以去除銑刀對工件的作用力。
(3)約束轉換階段
去除在切削加工階段施加的約束及邊界條件,讓工件自由變形,內應力自由擴展,以去除邊界約束對工件殘余應力的影響。但在DEFORM-3D中,為限制工件的剛性運動,對工件底面施加兩點約束。
(4)冷卻階段
該階段為模擬的最后階段,設置工件的外表面為熱交換面,使工件充分地冷卻,直至達到室溫20℃時,便去除了切削熱對工件內應力、應變的影響。此時工件表面存在的應力即為殘余應力。
2.2仿真結果分析
在銑削過程中,已加工表面殘余應力以進給方向殘余應力為主。為了精確得出各銑削用量對進給方向(x軸方向)殘余應力的影響,每一組切削參數所得的仿真結束后,在工件上每隔0.3 mm~0.5 mm取一個點,共取五個點,并沿各點深度方向0.5 mm內取20個節點,提取這五點殘余應力值的平均值,作為該參數下工件進給方向的殘余應力σx。
2.2.1主軸轉速對工件殘余應力的影響
當每齒進給量為0.05 mm/z、切削深度0.5 mm、切削寬度2 mm,主軸轉速分別為4 500 r/min、5 000 r/min、5 500 r/min、6 000 r/min時,其殘余應力σx的分布情況如圖4所示。由圖可見,在不同銑削條件下,X方向殘余應力值的變化趨勢大體相同,即殘余應力沿著深度方向逐漸減小,降幅從大到小,而當接近工件底層時,殘余應力逐漸趨于平穩,分布較均勻;還可以看出,在試驗所在主軸轉速范圍內,工件表面均呈殘余壓應力,并且隨著主軸轉速的增加,工件表面的殘余壓應力略有增大,這是因為主軸轉速提高,切削溫度會相應上升,由溫度引起的熱塑性變形起主導作用,致使殘余壓應力相應增大。
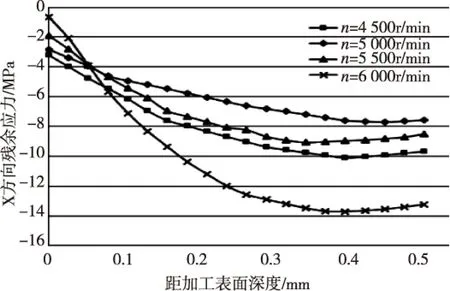
圖4 主軸轉速與殘余應力的關系曲線
2.2.2每齒進給量對工件殘余應力的影響
主軸轉速為5 000 r/min,銑削深度0.5 mm,銑削寬度2 mm的條件下,分別在每齒進給量為0.05 mm/z、0.06 mm/z、0.07 mm/z、0.08 mm/z的條件下進行仿真分析,結果如圖5。可以看出,工件表面層的殘余應力均為拉應力,且隨著每齒進給量的增加而增大,這是由于每齒進給量的增大使工件去除率增大,產生的切削熱相應增加,導致殘余拉應力增大;而隨著深度的增加,加工表面殘余應力逐漸減小,從拉應力過渡為壓應力,其中每齒進給量為0.07 mm/z時的工件殘余拉應力減小的速度更快。
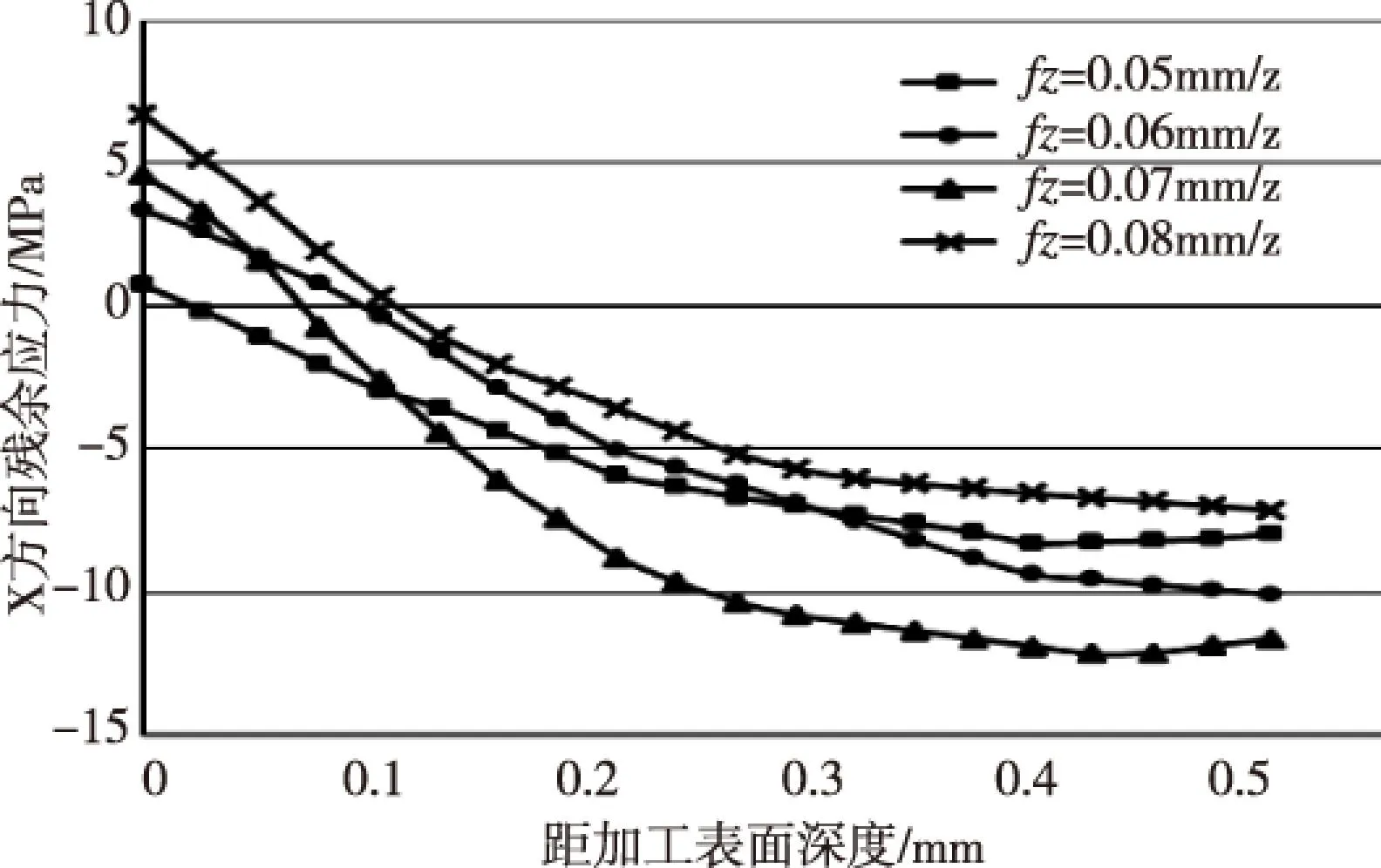
圖5 每齒進給量與殘余應力的關系曲線
2.2.3銑削深度對工件殘余應力的影響
保持主軸轉速為5 000 r/min、每齒進給量為0.05 mm/z、銑削寬度2 mm不變,銑削深度分別為0.5 mm、1.0 mm、1.5 mm、2 mm時,其殘余應力分布情況如圖6。可以看出,工件表面均為殘余拉應力,隨著深度加深而逐漸減小;并且當切削深度增大時,工件表面殘余應力增大,這是因為切削深度增大,工件材料的塑形變形量增大,切削力隨之增大,產生的熱應力對殘余應力的影響也增大,故而拉應力加大。
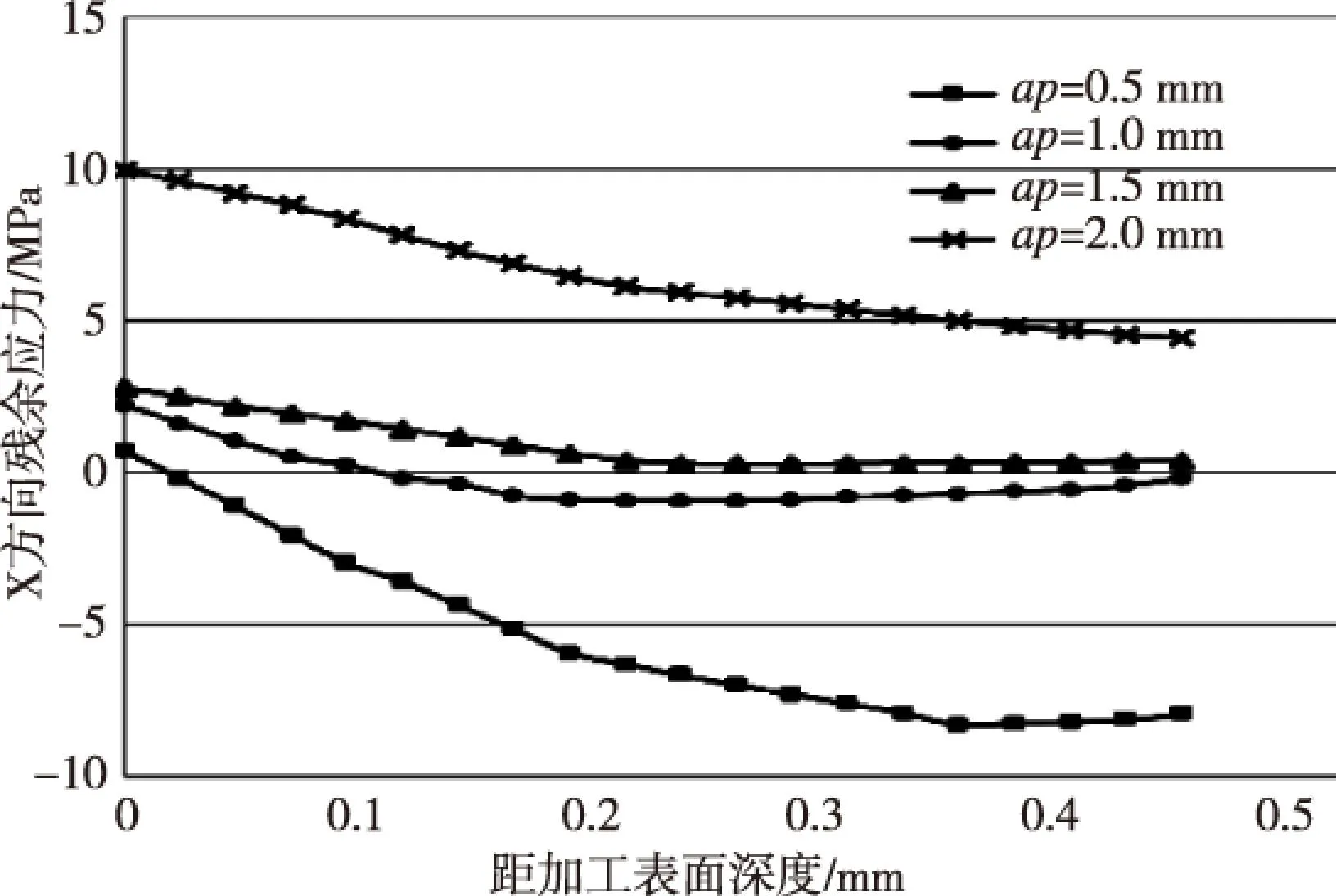
圖6 切削深度與殘余應力的關系曲線
2.2.4銑削寬度對工件殘余應力的影響
主軸轉速為5 000 r/min,每齒進給量為0.05 mm/z,銑削深度為2 mm,銑削寬度分別為0.5 mm、1.0 mm、1.5 mm、2 mm時,仿真結果如圖7。圖中可看出,在該試驗的切削寬度范圍以內,工件表面均為殘余拉應力,并且隨著切寬的減小,表面殘余應力值并沒有明顯的變化,可見切削寬度對殘余應力的影響不太顯著。
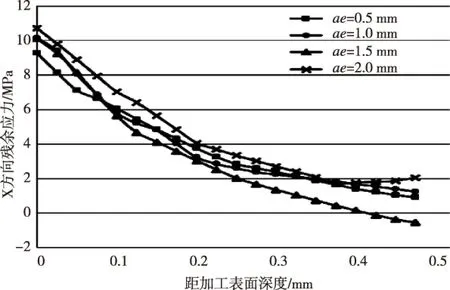
圖7 切削寬度與殘余應力的關系曲線
3結語
通過建立三維有限元銑削模型,對7075-T6鋁合金材料的切削加工過程進行了模擬,分析得到了在不同的銑削條件下,殘余應力沿深度方向逐漸減小,降幅從大到小,最后趨于平穩。并利用單因素試驗,研究了銑削過程中四個銑削用量對切削方向殘余應力的影響規律:隨著主軸轉速的增加,工件表面的殘余壓應力增大;隨著每齒進給量的增加,表面殘余拉應力增大;切削深度增大,表面殘余應力增大;而切削寬度的變化對表面殘余應力影響不太顯著。
仿真的分析結果對研究控制表面殘余應力及提高表面質量的方法有一定的指導意義。
參考文獻
[1]李晨. 航空鋁合金銑削表面物理特征及其耐腐蝕性研究[D].山東大學,2012.
[2]谷茂.殘余應力的產生和對策[M].朱荊璞,邵會孟,譯.北京:機械工業出版社,1983.
[3]王素玉,艾興,趙軍,等. 切削速度對工件表面殘余應力的有限元模擬[J]. 工具技術,2005,39(9) :33-36.
[4]王艷穎,黃志剛. 基于正交切削模型的銑削加工殘余應力預測方法[J]. 組合機床與自動化加工技術, 2004(9)4-6.
[5]朱耀.AA 7055鋁合金在不同溫度及應變率下力學性能的實驗研究[D]. 哈爾濱工業大學,2010.
[6]牛阿慧. 基于DEFORM-3D的鈦合金TC4切削殘余應力分析[D].太原科技大學,2013.
[7]Scientific Forming Technologies Corporation: Deform 3D-V5.0, User’s Manual, 2003:90-92.
[8]孫雅洲, 劉海濤, 盧澤生. 基于熱力耦合模型的切削加工殘余應力的模擬及試驗研究[J].機械工程學報, 2011,47(1):187-193.
黃勤(1955-),女,教授,碩士生導師,主要研究方向:機械加工技術及裝備、現代設計方法。
Influence of milling parameters on processed surface residual stress of aluminum alloy
TANG Qianqian,ZHAO Xianfeng,WANG Dongdong,HUANG Qin
Abstract:Based on one-factor experiment method, the milling process of high strength 7075-T6 aluminum alloy machined by carbide cutting tool is simulated through the DEFORM-3D FEM software, and the influence rule of milling parameters on processed surface residual stress is obtained. It shows that the surface residual stress increases at different degrees with the increase of the spindle speed, feed per tooth, and cutting depth; and the change of cutting width has little prominent effects on surface residual stress. The results have laid solid foundation for analyzing subsequent machining deformation and surface quality of 7075 aluminum alloy parts.
Keywords:aluminum alloy; milling parameters; residual stress; DEFORM-3D
收稿日期:2015-10-12
作者簡介:唐倩倩(1989-),女,貴州貴陽人,貴州大學碩士研究生,主要研究方向:現代制造工藝及裝備。
基金項目:國家自然科學基金資助項目(51265005)。
中圖分類號:TH16
文獻標識碼:A
文章編號:1002-6886(2016)01-0001-04
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24