唐鋼優質碳素結構鋼的生產技術研究及控制
2016-04-05 02:49:42楊邊疆崔耀輝張毅軍王強楊琴
山西冶金 2016年6期
楊邊疆,崔耀輝,張毅軍,王強,楊琴
(河鋼集團唐鋼公司長材部,河北唐山 063016)
唐鋼優質碳素結構鋼的生產技術研究及控制
楊邊疆,崔耀輝,張毅軍,王強,楊琴
(河鋼集團唐鋼公司長材部,河北唐山 063016)
系統介紹唐鋼優質碳素結構鋼(硬線鋼)的生產工藝技術控制過程。通過對其生產技術的深入研究,明確了轉爐和除塵過程控制技術,全工序潔凈度控制技術,軋制的加熱、控軋、控冷、打包控制技術為唐鋼硬線的關鍵生產技術。唐鋼通過實施一系列生產工藝參數的優化及控制,使硬線產品質量穩步提高。
過程控制 硬線鋼 生產技術 產品質量
唐鋼從20世紀90年代開始開發硬線品種,經過20多年的技術積累,目前已具備40號—80號、47B-82B等16種牌號硬線批量生產的能力。產品具有良好的拉絲性能,經下游用戶拉拔后,廣泛用于彈簧鋼絲、預應力鋼絲、鋼絲繩、輻條鋼絲、胎圈鋼絲、鍍鋅鋼絲及鍍鋅絞線等。唐鋼硬線鋼以其優異的質量水平和良好的市場服務,得到廣大用戶的一致認可,多次獲得“冶金行業品質卓越產品”獎、“冶金產品金杯獎”等。
1 唐鋼硬線鋼生產工藝路線
高爐煉鐵→65 t轉爐→65 t LF精煉→連鑄150方坯→加熱爐→高壓水除鱗→軋制→斯太爾摩冷卻→集卷→打包→稱重→檢驗、入庫。
2 唐鋼硬線鋼生產核心技術
唐鋼硬線產品的用途主要是由其較高的生產技術決定的,通過對生產技術進行研究,可將其核心技術歸納為:硬線鋼的轉爐和除塵過程控制技術、硬線鋼的全工序潔凈度控制技術、硬線鋼的BOF-LF-CC全工序控氮技術、硬線鋼的原料和加熱的質量控制技術、硬線鋼的軋制控制技術、硬線鋼的冷卻控制技術、硬線鋼的集卷溫度控制技術、硬線鋼的打包控制技術。
2.1 硬線鋼轉爐和除塵過程控制技術
2.1.1 硬線鋼轉爐和除塵主要技術控制
轉爐干法除塵系統的轉爐煙氣經氣化冷卻煙道進入蒸發冷卻器,收集粗灰后煙氣進入電除塵器進行精除塵,后續進行煤氣回收或排放,如圖1所示。
轉爐加靜電除塵系統主要進行四方面的控制:一是對廢鋼、冷卻劑和造渣料的控制;二是對造渣料和冷卻劑的控制;三是對轉爐吹氧流量與氧槍的控制;四是對風機的控制。
通過以上控制,保證進入除塵器的煙氣中CO、O2含量避開CO泄爆點。
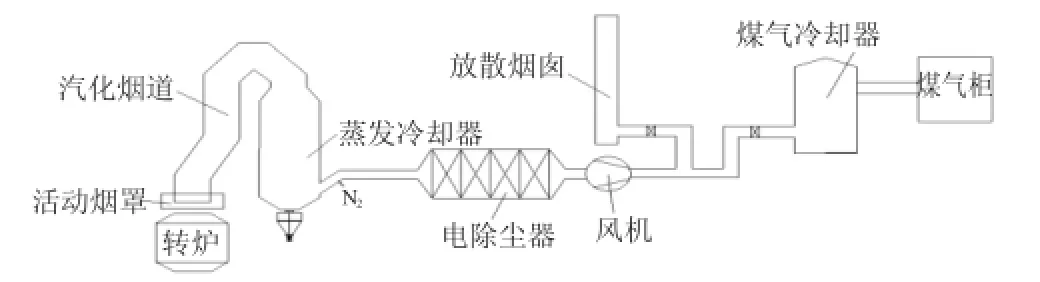
圖1 唐鋼硬線轉爐和除塵控制技術流程
2.1.2 硬線鋼轉爐和除塵關鍵工藝控制
唐鋼采用高拉碳法出鋼,此法具有以下三個優點:增碳量小,碳粉加入量少;鋼中氧含量低,合金消耗少,原始夾雜物較少;鋼中的氮、氫等氣體含量低。
干法除塵+高拉碳與常規濕法除塵系統的槍位控制類似,主要區別在供氧流量上,干法除塵工藝采用半氧開吹(見下頁圖2),終點高碳時提前降氧,因終點碳高,再次補吹時繼續使用半氧開吹,避免除塵管道氧含量超標。
2.1.3 硬線鋼轉爐和除塵控制作用效果
通過以上控制技術,實現了干法除塵系統的高拉碳工藝,并有效控制了除塵器的泄爆問題。目前,將每月小型泄爆次數控制在1次以內,未發生中型泄爆,突破了西門子奧鋼聯公司等干法除塵設計要求的鋼水中w(C)<0.15%方可拉碳的技術要求,為采用雙渣法和保碳出鋼工藝創造了條件。
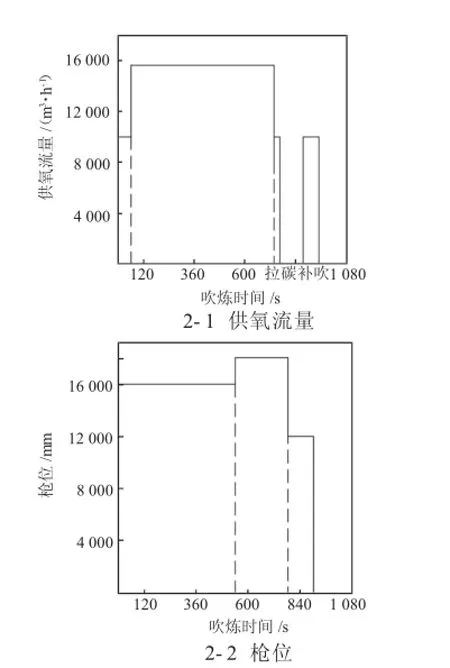
圖2 唐鋼硬線高拉碳法供氧模式
2.2 硬線鋼全工序潔凈度控制技術
硬線鋼全工序潔凈度控制技術主要通過轉爐和連鑄工序的控制技術,達到硬線鋼潔凈度的全面保障。轉爐工序的控制技術包括高拉碳、擋渣、低溫出鋼,LF工序快速造白渣及渣系控制、底吹氬優化。連鑄工序的控制技術包括“三穩”操作(中包液面穩定、結晶器液面穩定、拉速穩定)、大包及中包保護澆鑄、優化中包流場等。
重點通過高拉補吹工藝、LF渣系控制、保護澆鑄及中包流場優化等三方面進行潔凈度控制。
2.2.1 高拉補吹控制(BOF)
控制效果:終點碳含量(質量分數)平均值由0.094%提高到0.258%;終點氧含量(質量分數)平均值由329×10-6降低到141×10-6。
2.2.2 LF渣系控制
1)為減輕LF負荷,將部分造渣及改質材料的熔化及脫氧任務轉移到轉爐中完成。
2)在精煉過程中,通過埋弧和還原渣操作對鋼液進一步脫氧。為滿足鋼中總氧含量的要求以及頂渣對于夾雜物的吸附能力,選取CaO-SiO2渣系作為精煉渣。
2.2.3 保護澆鑄及中包流場優化(CC)
通過優化中間包流場優化模擬,三個流的響應時間都有所增加,且趨于均衡。第二流和第三流的平均停留時間分別由591.7 s和573.1 s增加到730.7 s和786.2 s,鋼水死區減小,各流均衡性得到優化。
2.2.4 BOF-LF-CC全工序控氮技術
2.2.4.1 唐鋼硬線增氮主要原因
1)轉爐基礎氮含量偏高,兩次測值w(N)分別為57×10-6、56×10-6。
2)LF增氮不穩定,爐次4A04149 LF化渣階段吸氮(質量分數)30×10-6,化渣至出站過程增氮(質量分數)4×10-6。
3)連鑄工序增氮量偏大,爐次4A04366連鑄過程至成品材過程增氮(質量分數)13×10-6。
2.2.4.2 全工序控氮的各關鍵影響因素及控制技術
1)由轉爐吹氧過程脫氮速度與脫碳速度的經驗關系式可以看出,吹煉過程脫氮速度與脫碳速度成正比,應盡量提高終點C控制含量,減少點吹次數,降低轉爐終點氮含量,避免出現轉爐基礎氮含量過高。從轉爐煉鋼使用的原材料中氮含量及增氮量分析看出,由于石油焦增碳劑的加入量大,使得增氮(質量分數)達40×10-6,因此采用低氮低硫增碳劑。此外采用弱脫氧工藝,可降低出鋼過程中的吸氮量。
2)LF控氮機理主要控制電極起弧區,當電弧溫度達2 130℃時,空氣中氮氣分解進入鋼水,造成增氮。關鍵控制點有:在精煉站,調整底吹氣量、給電制度,確保對埋弧和軟吹的控制效果;嚴格控制電石加入時機,提前造還原渣;控制合理的除塵風機頻率,結合實際生產情況進行調整,實現精煉過程微正壓操作。
3)連鑄保護澆注系統從六個基本方面做好每項細節工作,將澆鑄過程增氮(質量分數)控制在2× 10-6~4×10-6。
2.2.4.3 控氮效果
通過工藝優化,唐鋼長材部各牌號高碳鋼出站氮含量均大幅度降低,出站氮含量(質量分數)下降6×10-6~32×10-6,被控制在30×10-6~40×10-6。工藝優化后效果明顯,最終可為用戶提供塑性優良的優質硬線和金屬制品材產品。
2.3 硬線鋼軋鋼控制技術
2.3.1 加熱質量控制
鋼坯加熱時應防止表面脫碳,是硬線產品的基本要求。為了防止鋼坯脫碳應根據含碳量合理地控制各段的加熱溫度和加熱速度及爐內氣氛,應嚴格地控制鋼坯在高溫區的加熱時間。唐鋼高線將硬線鋼坯出爐溫度控制在1 150℃以下,將開軋溫度控制在950~1 000℃。為最大限度地避免鋼坯脫碳,生產硬線鋼不允許長時間(3 h以上)臥爐。一般成品脫碳層深度不大于公稱直徑的2%(對于制繩用盤條,此值≤1.5%),唐鋼將硬線成品脫碳層深度控制在0.1 mm以下[1]。
2.3.2 軋制控制
成品的表面質量和幾何尺寸的精度是靠軋制中的精心操作、調整和檢查來保證的。要認真檢查軋機的調整、導衛、軋輥(環)表面,不得有粘鋼、刮絲、錯輥現象,以防出現耳子、折疊、結疤等軋制缺陷。要嚴格控制軋制溫度的范圍,特別要控制終軋的奧氏體晶粒大小,以減小對轉變后組織性能的影響。對于硬線鋼來說,一般要求較高的吐絲溫度,因而相應的終軋溫度亦較高,唐鋼高線生產硬線時控制進精軋溫度在900~950℃[2]。
2.3.3 控制冷卻
在硬線生產時進行控制冷卻的目的,就是要模擬一個鉛浴淬火的過程。經控冷的硬線在金屬制品廠家可至少省掉一次鉛浴淬火,簡化了工藝并大大減少了氧化鐵皮量。為使高碳鋼線材獲得接近鉛浴處理的性能,根據C曲線的要求,需要較高的吐絲溫度和較快的冷卻速度,因此采用標準型冷卻工藝。唐鋼高線生產的硬線金相組織全部被控制為索氏體+少量鐵素體,并避免出現網狀鐵素體產生,其中索氏體比例占80%以上,產品全部滿足用戶使用要求。另外,佳靈裝置的調節控制對硬線同圈性能的影響非常顯著,需要定期檢驗同圈性能,隨時調節佳靈裝置。
唐鋼高線通過穩定的控冷工藝保證了產品的實物質量,各項力學性能均符合相關標準的要求,同圈抗拉強度性能差控制水平為≤35 MPa。
2.3.4 打包控制
硬線鋼屬于強度較高的品種,打包機壓緊后的張開力比較大。打包壓力過小,盤卷長度過長,而且在運輸過程中出現散卷現象;打包壓力過大,容易在吊裝、運輸過程中出現崩腰問題。唐鋼硬線一般控制打包壓力在30~35 t的水平。
3 結語
唐鋼通過對鋼軋系統全流程硬線生產工藝進行研發及控制,高線生產的優質碳素結構鋼(硬線鋼)盤條各項性能均達到GB/T 24238—2009標準中的相關要求且質量穩定,滿足用戶的使用要求。
唐鋼硬線生產仍存在不足,具體表現在以下幾方面:冶煉工藝條件波動導致夾雜物控制不穩定;冶煉工序生產過程不穩定,如LF過程碳含量控制差異、連鑄高碳鋼碳含量偏析等;由于冶煉工序與軋制工序距離較遠(唐鋼本部向高線車間汽運鋼坯),無法實現熱裝熱送。
[1]戚翠芬,張樹海.加熱爐基礎知識與操作[M].北京:冶金工業出版社,2009.
[2]強十涌,喬德庸,李曼云.高速軋機線材生產[M].北京:冶金工業出版社,2009.
[3]宋維錫.金屬學[M].北京:冶金工業出版社,1980.
(編輯:胡玉香)
Research and Control of Production Technology in Tangsteel Carbon Structure Steel with High Quality
YANG Bianjiang,CUI Yaohui,ZHANG Yijun,WANG Qiang,YANG Qin
(Long Material Section of Hesteel Group Tangsteel Company,Tangshan Hebei 063016)
The production process technology control process of carbon structural steel(hard steel wire)with high quality is systematically introduced.Through in-depth study on the production technology,the converter and dust removal process control,cleanliness control of the whole process,the heating,controlled rolling and controlled cooling, packaging of rolling are the key production technology for Tangshan hard line.Through the optimization and control of a series of production process parameters,the quality of hard wire products has been steadily improved.
process control,hard wire steel,production technology,product quality
TF 713;TG335.6
A
1672-1152(2016)06-0071-03
10.16525/j.cnki.cn14-1167/tf.2016.06.26
2016-12-08
楊邊疆(1984—),男,工程師,現從事軋鋼軋制技術研究工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
建材發展導向(2019年13期)2019-08-24 06:37:40
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2019年7期)2019-04-25 13:16:50
上海大中型電機(2017年4期)2017-02-06 05:27:06
照明工程學報(2016年3期)2016-06-01 12:17:56
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2014年1期)2014-04-04 12:00:32
石油化工應用(2014年8期)2014-03-11 17:40:03