基于TCCS間隙測(cè)量及調(diào)整過(guò)程的監(jiān)造要點(diǎn)分析
2016-03-24 10:32:23宗倩
黑龍江科學(xué) 2016年5期
宗倩
(電能(煙臺(tái))核電技術(shù)有限公司,山東煙臺(tái)265100)
?
基于TCCS間隙測(cè)量及調(diào)整過(guò)程的監(jiān)造要點(diǎn)分析
宗倩
(電能(煙臺(tái))核電技術(shù)有限公司,山東煙臺(tái)265100)
摘要:針對(duì)某大功率核電汽輪機(jī)低壓內(nèi)缸TCCS測(cè)量及調(diào)整過(guò)程,給出主要工藝流程,分析了測(cè)量前準(zhǔn)備過(guò)程、TCCS測(cè)量過(guò)程、間隙調(diào)整過(guò)程的監(jiān)造要點(diǎn),提出質(zhì)量控制優(yōu)化思路,對(duì)其他核電項(xiàng)目同類產(chǎn)品TCCS測(cè)量及調(diào)整過(guò)程質(zhì)量控制提供重要參考。
關(guān)鍵詞:TCCS;工藝流程;監(jiān)造要點(diǎn);質(zhì)量控制
TCCS是基于激光追蹤為主要原理的測(cè)量系統(tǒng),對(duì)汽輪機(jī)轉(zhuǎn)子和缸體分別測(cè)量徑向、軸向尺寸,通過(guò)計(jì)算得出通流間隙。該系統(tǒng)測(cè)量精度高,靜子部套總裝后,無(wú)須等待轉(zhuǎn)子即可進(jìn)行通流間隙測(cè)量,減少場(chǎng)地占用和集中安裝帶來(lái)的經(jīng)濟(jì)成本,縮短整體機(jī)組裝配周期。
1汽輪機(jī)間隙控制系統(tǒng)介紹
1.1 TCCS系統(tǒng)組成
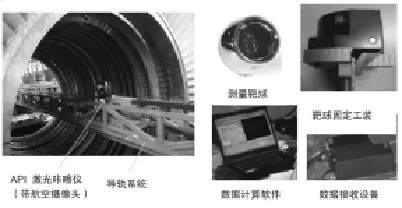
圖1 TCCS系統(tǒng)硬件組成Fig.1 TCCS system hardware
汽輪機(jī)間隙控制系統(tǒng)(Turbine Clearance Control System- TCCS)由API激光跟蹤儀、導(dǎo)軌、小車、傳動(dòng)裝置、控制臺(tái)及測(cè)量靶球及測(cè)量工裝構(gòu)成。激光跟蹤儀固定在小車上,小車沿導(dǎo)軌滑動(dòng),傳動(dòng)裝置提供動(dòng)力,靶球提供數(shù)據(jù)輸出,數(shù)據(jù)可直接輸入電腦,并對(duì)數(shù)據(jù)進(jìn)行統(tǒng)計(jì)和分析。控制臺(tái)控制小車的急停、暫停、勻速、加速、減速、復(fù)位等運(yùn)動(dòng)狀態(tài)。其測(cè)量精度,理論上可達(dá)到0.002mm。該系統(tǒng)可以在開(kāi)缸狀態(tài)下測(cè)量徑向及軸向尺寸,實(shí)現(xiàn)無(wú)轉(zhuǎn)子合缸狀態(tài)下通流尺寸的測(cè)量。
1.2測(cè)量基本原理
1.2.1軸向通流間隙測(cè)量
將激光跟蹤儀支撐汽缸端部外人工引導(dǎo)測(cè)量靶球,對(duì)中分面及測(cè)量基準(zhǔn)進(jìn)行采點(diǎn)測(cè)量,擬合出中分平面及汽輪機(jī)軸線建立坐標(biāo)系,對(duì)各級(jí)測(cè)量點(diǎn)進(jìn)行采樣測(cè)量,查詢測(cè)量點(diǎn)在軸線方向坐標(biāo)得出軸向尺寸,根據(jù)轉(zhuǎn)子軸向尺寸及隔板與轉(zhuǎn)子定位尺寸計(jì)算出軸向間隙值[1]。
1.2.2徑向通流間隙測(cè)量
在無(wú)轉(zhuǎn)子狀態(tài)下完成缸體及缸內(nèi)部套(隔板套、隔板、導(dǎo)流環(huán)等)的全實(shí)缸裝配,將激光跟蹤儀固定在導(dǎo)軌上,將各靶球用靶球固定工裝固定在被測(cè)汽封齒上。在電、調(diào)端末級(jí)隔板面,各安裝2個(gè)轉(zhuǎn)站靶球,用于坐標(biāo)系轉(zhuǎn)換。對(duì)基準(zhǔn)點(diǎn)、測(cè)量基準(zhǔn)圓、被測(cè)點(diǎn)進(jìn)行采樣測(cè)量。跟蹤儀每移動(dòng)到一個(gè)新的位置后,對(duì)至少4個(gè)固定位置(天、地、左、右)的靶球進(jìn)行測(cè)量。利用這些不動(dòng)點(diǎn),將不同位置的測(cè)量結(jié)果轉(zhuǎn)化到同一坐標(biāo)系下進(jìn)行計(jì)算。計(jì)算出汽缸中心線及各測(cè)量點(diǎn)至中心線距離。再根據(jù)轉(zhuǎn)子各外圓直徑及轉(zhuǎn)子相對(duì)于汽缸偏置距離計(jì)算出徑向通流間隙,并將測(cè)量及計(jì)算結(jié)果導(dǎo)入記錄表中。
2 TCCS徑向間隙測(cè)量及調(diào)整主要工藝流程
TCCS測(cè)量包括軸向和徑向兩部分,由于軸向通流間隙的設(shè)計(jì)值范圍比較大,部件的加工及安裝精度一般能保障軸向通流間隙值滿足設(shè)計(jì)要求,總裝時(shí)重點(diǎn)需對(duì)徑向間隙進(jìn)行測(cè)量和控制[2]。
用于缸體與靜葉相對(duì)位置調(diào)整的配套件包括:A.偏心銷。用于調(diào)整左右通流間隙。B.支撐墊塊。用于調(diào)整上下通流間隙。C.汽封塊。輔助偏心銷和支撐墊塊對(duì)通流間隙進(jìn)行微調(diào)。汽封塊輔助微調(diào)汽封間隙主要依靠修刮汽封塊背弧及加工汽封齒的方法,如圖2。
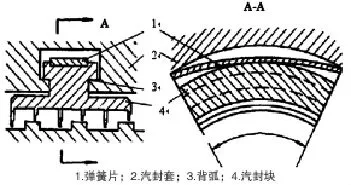
圖2用于汽封間隙調(diào)整的部套件Fig.2 Suite used for adjustment of seal clearance
汽封間隙過(guò)大,可采用機(jī)械車削修刮汽封塊背弧。汽封間隙過(guò)小,可機(jī)械加工汽封齒,減小汽封齒高度。
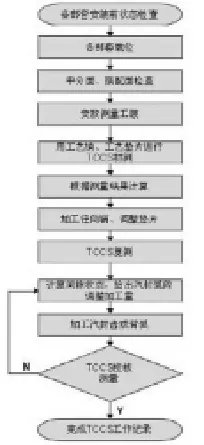
圖3 TCCS徑向間隙測(cè)量及調(diào)整工藝流程Fig.3 TCCS radial clearance measurement and adjustment process
3 TCCS監(jiān)造要點(diǎn)分析及質(zhì)量控制優(yōu)化
3.1監(jiān)造要點(diǎn)
3.1.1測(cè)量前準(zhǔn)備過(guò)程監(jiān)造要點(diǎn)
A.測(cè)量前低壓內(nèi)缸及內(nèi)部套需達(dá)到清潔度要求。B.各部套安裝前,汽封弧段彈簧應(yīng)完全漲起,可在汽封塊與汽封套處塞緊竹條用塞尺檢查汽封塊背弧間隙,保證汽封弧段完全漲起。C.分面螺栓、低壓內(nèi)缸及內(nèi)部套中分面間隙應(yīng)滿足測(cè)量要求低壓內(nèi)缸上下半接配面、兩側(cè)外汽封體接配面應(yīng)無(wú)錯(cuò)牙。D.測(cè)量工裝安放時(shí),靶球工裝的安裝位置與轉(zhuǎn)子間隙圖的尺寸標(biāo)示位置一致靶球裝入后應(yīng)貼緊汽封齒,可使用塞尺進(jìn)行檢查所有靶球工裝的安裝位置標(biāo)記在汽封弧段上。
3.1.2 TCCS測(cè)量過(guò)程監(jiān)造要點(diǎn)
A.在低壓缸電調(diào)端末級(jí)隔板面各安裝兩個(gè)轉(zhuǎn)站工裝,用于測(cè)量時(shí)坐標(biāo)系轉(zhuǎn)換,轉(zhuǎn)站點(diǎn)位置需穩(wěn)定。B.每次移動(dòng)激光頭前、后都要重新測(cè)量轉(zhuǎn)站點(diǎn),并轉(zhuǎn)站。全部使用四個(gè)轉(zhuǎn)站點(diǎn),X、Y、Z各坐標(biāo)偏差應(yīng)不超過(guò)要求值。C.采點(diǎn)測(cè)量對(duì)至少4個(gè)固定位置(天、地、左、右)靶球進(jìn)行測(cè)量。D.測(cè)量基準(zhǔn)需要多次測(cè)量復(fù)查,保證圓心坐標(biāo)值的重復(fù)性。E.多次測(cè)量時(shí),測(cè)量基準(zhǔn)狀態(tài)一致。F.每次測(cè)量時(shí),確認(rèn)安裝在各測(cè)點(diǎn)的汽封弧段編號(hào)與前次測(cè)量弧段編號(hào)一致。G.測(cè)量時(shí),消除震動(dòng)、強(qiáng)光、粉塵,汽缸兩端溫差控制在要求范圍。
3.1.3間隙調(diào)整過(guò)程監(jiān)造要點(diǎn)
第一,每次測(cè)量后,檢查定位銷、開(kāi)檔面等是否有拉傷情況。第二,尺寸調(diào)整配套件加工前后尺寸檢查記錄應(yīng)完整。
3.2 TCCS測(cè)量及調(diào)整過(guò)程質(zhì)量控制優(yōu)化思路
第一,制造廠指導(dǎo)性文件的優(yōu)化。制造廠TCCS間隙測(cè)量及調(diào)整過(guò)程工藝規(guī)程、作業(yè)指導(dǎo)書(shū)是測(cè)量及調(diào)整的指導(dǎo)性文件,還應(yīng)盡量合理、完整。在查閱相關(guān)文件時(shí),重點(diǎn)關(guān)注指導(dǎo)性文件是否描述出具體工序步驟的實(shí)施控制要求、控制手段、過(guò)程記錄要求,指導(dǎo)性文件應(yīng)包含關(guān)鍵工藝要點(diǎn)。第二,質(zhì)量計(jì)劃工序、監(jiān)督點(diǎn)設(shè)置的優(yōu)化。質(zhì)量計(jì)劃作為基于供方已建立和實(shí)施有效的質(zhì)量保證體系情況下對(duì)產(chǎn)品制造過(guò)程的控制文件,其精華所在是對(duì)關(guān)鍵工序的檢查和測(cè)試的控制與驗(yàn)證。各方根據(jù)具體工序,選擇必要的控制點(diǎn)進(jìn)行驗(yàn)證。對(duì)于重點(diǎn)工序,設(shè)置“W”點(diǎn)或“H”點(diǎn)。質(zhì)量計(jì)劃中工序設(shè)置應(yīng)體現(xiàn)出關(guān)鍵工序的實(shí)施與檢查內(nèi)容,便于對(duì)TCCS監(jiān)造要點(diǎn)的控制。
4 結(jié)語(yǔ)
該技術(shù)適用于變形量較大的半速汽輪機(jī)高低壓缸,其測(cè)量精度遠(yuǎn)遠(yuǎn)高于傳統(tǒng)測(cè)量方法,消除了人眼目視測(cè)量誤差,解決了大型汽輪機(jī)變形大導(dǎo)致的間隙測(cè)量偏差大,發(fā)貨和總裝受整個(gè)通流部套制約的難題。
參考文獻(xiàn):
[1]張丁旺.一種汽輪機(jī)間隙控制的新技術(shù)- TCCS[J].能源研究與管理,2015,(01):62- 67.
[2]孫坤. AP1000汽輪機(jī)通流間隙控制介紹[J].能源與節(jié)能,2015,(04).
Analysis of the Key Points of the Monitoring Based on TCCS Clearance Measurement and Adjustment Process
ZONG Qian
(Power (Yantai) Nuclear Power Technology Co., Ltd. Yantai 265100,China)
Abstract:For the TCCS measurement and adjustment process of the low pressure inner cylinder of a high power nuclear power plant, the main process flow is given. The key points of the monitoring are analyzed during the pre preparation process, the TCCS measurement process, the clearance adjustment process, and the idea of quality control optimization is put forward. The reference value for other nuclear power projects TCCS measurement and adjustment process quality control is provided.
Key words:TCCS; Technological process; Key points of supervision; Quality control
作者簡(jiǎn)介:宗倩(1982-),女,遼寧撫順人,工程師,碩士,從事核電設(shè)備監(jiān)造技術(shù)及管理工作。
收稿日期:2015- 12- 15
中圖分類號(hào):TK263.1
文獻(xiàn)標(biāo)志碼:A
文章編號(hào):1674-8646(2016)03-0028-02
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
中國(guó)科技博覽(2016年18期)2016-10-19 09:03:36
中國(guó)科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
科技視界(2016年20期)2016-09-29 13:11:33
科技視界(2016年20期)2016-09-29 13:10:51
科技視界(2016年20期)2016-09-29 13:10:08
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46