AQS在波音飛機平尾肋零件上的應用
2016-03-10 12:28:24劉蓓蓓
科技視界 2016年25期
劉蓓蓓
(中國商飛上海飛機設計研究院,中國 上海200070)
AQS在波音飛機平尾肋零件上的應用
劉蓓蓓
(中國商飛上海飛機設計研究院,中國 上海200070)
AQS技術是先進質量體系技術的簡稱,最早由波音公司提出,以解決日益突出的生產波動帶來的質量問題。采用AQS技術對波音飛機平尾肋零件的外形數據測量點進行統計分析,查找波動原因,制定相應措施,提高產品質量。
AQS技術;關鍵特性;減少波動;控制圖
1 AQS基本介紹及其對應方法
AQS(Advance Quality System)先進質量體系,即使用先進的質量管理方法對產品質量實施控制。而在飛機制造過程中,零件質量特性的波動是生產成本居高不下的根本原因[1]。因此波音公司將“減少波動”的策略貫穿飛機制造過程的始終,并引入先進的質量管理體系,與之相對應的具體方法就是關鍵特性及統計過程控制法,該方法是利用統計方法來分析產品關鍵特性的影響因素,不斷改進產品質量,預防產品缺陷的發生,而不像傳統的質量管理方法那樣注重處理已經發生的產品缺陷。
2 控制關鍵特性的作
關鍵特性(Key Characteristics,KC)是材料,零部件或過程的特征。它們的變化對裝配、性能、服務壽命或可制造性影響最大。在AQS對關鍵特性的應用中,關注的重點是減少關鍵特性的波動。如果控制好關鍵特性將會產生如下效益:
2.1 在配合方面:大大提高產品裝配成功率,提高工作效率,降低偏差率,減少返工返修。
2.2 在性能方面:顯著改善產品性能,提高測試成功率。在波音公司的產品中,性能方面的關鍵特性數量最多,主要是對飛機氣動性能產生影響的關鍵特性。
2.3 在服務壽命方面:延長產品的壽命,從而降低航空公司的營運費用,有利于保證飛行安全[2]。
整個關鍵特性的實施過程是一個嚴格預防產品缺陷發生,是產品質量在穩定中不斷提高的過程。國際先進經驗表明,預防產品發生缺陷所發費用比返修、修補產品缺陷要少一個數量級,比因質量問題導致產品報廢而重新生產零件所花費用少更多,所以用統計方法分析控制關鍵特性有很大使用和推廣價值。
3 統計方法對關鍵特性應用的過程
應用統計過程控制法控制關鍵特性,一般遵循以下流程,如圖1所示[3]:

圖1 統計方法應用過程
3.1 確定需控制的關鍵特性

圖2 肋零件的關鍵特性
以波音公司轉包給國內制造的某型號平尾前緣肋零件為例,如圖2,其關鍵特性有兩項,一項是面輪廓度,另一項是開口尺寸。其中,開口尺寸僅需通過游標卡尺即可測量,面輪廓度則需要借助檢驗模具輔助測量。如圖3,在零件上選取5個點,該5個點即為零件面輪廓度波動的測量點。故每個零件面輪廓度有5個數據,開口尺寸有1個數據。

圖3 測量點在肋零件上的位置
3.2 選用控制圖
控制圖的選用是AQS的重點,一般根據產品批量以及數據可量化等特點進行選擇。根據本文選定的案例,其中面輪廓度有5個數據,所以可以同時選取控制圖IX-IMr-R,即均值IX移動圖,均值移動極差值IMr移動圖以及極差值R移動圖。而開口尺寸只有1個數據,所以僅作移動極差值Mr移動圖。控制圖的基本形式如圖4所示,橫坐標是時間或樣本號,縱坐標是樣本質量特性值。中心線一般用實線表示,記為CL(Control Limit),兩條控制界限線一般用虛線表示,在中心線上面的控制界限線為上控制線,記為UCL(Upper Control Limit),在中心線下面的控制界限線為下控制線,記為(LCL)(Lower Control Limit)。

圖4 控制圖示例
3.3 制定抽樣方案并收集數據
3.3.1 抽樣方案
針對本案例中的零件,現實采取的方法是100%檢驗,并且每個同號零件測得的數據為一組樣本,以每24組樣本為集體作分析。
3.3.2 數據測量方法
首先,在檢驗模具上布置有5個基準點,將零件放入檢驗模具,在保證零件表面盡可能多的接觸模具測量點的前提下,用一個或多個0.05mm的塞尺,插入未接觸模具測量點的位置,得出間隙值,從而得出該零件的第一項關鍵特性——面輪廓度的波動值。接著,用游標卡尺測量開口尺寸,得到該零件的第二項關鍵特性——開口尺寸的值。
3.3.3 數據收集
數據測量是繪制控制圖的基礎,為得到準確數據,模具、量具應定期進行檢驗,廠房溫度應控制在適宜溫度,而測量人員需經過嚴格培訓并通過測試,并且在填寫完測量數據后由質保檢驗并蓋章,以此保證數據的準確性及真實可靠。
3.4 作分析控制圖并計算能力指數
將同一圖號的肋零件每24件的數據為一組,將測量數據輸入到EXCEL表格中,利用數理統計公式,在不同的圖上得到相應的各個點,再將圖上的點連接起來,就得到所需的IX-IMr-R圖及Mr圖。下面是繪制IX-IMr-R圖及Mr圖所需的各種指標以及能力指數Cpk值的計算方法。
3.4.1 繪制均值IX移動圖所需公式:
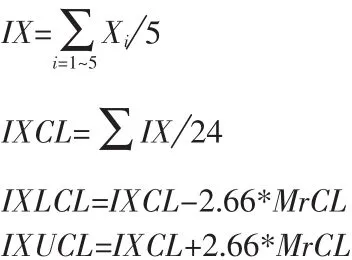
3.4.2 繪制均值移動極差值Mr移動圖所需公式:

3.4.3 繪制極差值R移動圖所需公式:

3.4.4 繪制移動極差值Mr移動圖所需公式:

3.4.5 能力指數Cpk值的計算公式:

3.5 過程非受控或能力不足夠
觀察不同的圖表中數據點是否落在上下限之間,若有異常點,且異常點較多,則需從“人、機、料、法、環”五方面查找原因,并制定措施。若出現偶發的異常點,則可剔除異常點,消除異常因素的影響。若過程能力不足,則需改進過程,提高過程能力。當然,整個的環節應保證為閉環。
3.6 過程受控并能力足夠
若觀察表格無異常點,并且能力足夠,則將分析用控制圖轉為控制用控制圖,同時,在后期的使用,可以根據實際情況對控制圖進行調整。在監控階段如果發現過程失控,則必須尋找原因并盡快消除其影響。采用控制圖對過程進行監控,可以充分體現AQS的預防控制作用。
4 結束語
運用AQS對波音平尾前緣肋零件的關鍵特性進行控制,并對企業生產過程的質量狀況進行有效的分析,有利于質量管理人員對零件的質量狀況作出預測性的分析[4]。AQS在波音飛機上已被廣泛使用,并且可以顯著提高飛機制造的生產率和質量。而今我國的民機制造業也開始逐步應用AQS,這是一項系統工程,需要全體領導和員工給予足夠重視和認識才能充分發揮作用。此外,AQS也可以在航天領域、機械制造業等其他行業發揮重要作用。
[1]劉志存,鄒冀華,范玉青.飛機制造中關鍵特性的定義與管理[J].計算機集成制造系統,2007(10).
[2]劉志存,范玉青.飛機制造中新型質量控制模式——關鍵特性統計過程控制[J].北京航空航天大學機械工程及自動化學院航空制造技術,2007(11).
[3]韓亞利.質量統計過程控制技術SPC的應用及實現方法[J].空軍航空維修技術學院新技術新工藝,2009(5).
[4]韓亞利.質量統計過程控制SPC技術及其應用[J].空軍航空維修技術學院:長沙航空職業技術學院學報,2009(1).
[責任編輯:田吉捷]
Application of AQS on horizontal tail rib parts of Boeing aircraft
AQS technology is short for advanced quality system,which is put forward by Boeing Co.to solve quality problem caused by increasingly prominent fluctuation of production.Contour data measuring points of horizontal tail rib parts of Boeing aircraft are analyzed by using AQS technology.The reasons of unstable product quality are determined.The corresponding measures are taken.The product quality is improved.
AQS technology;Key characteristics;Reduce fluctuations;Control Chart
劉蓓蓓,中國商飛上海飛機設計研究院,助理工程師。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:23:50
NBA特刊(2014年7期)2014-04-29 00:44:03
中國商人(2013年1期)2013-12-04 08:52:52
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46