P70型通用棚車內襯組裝工藝控制
2016-03-09 07:28:17曾德涼賈羅云
軌道交通裝備與技術
2016年3期
關鍵詞:工藝
曾德涼 賈羅云 郭 唯 李 勇
(中車眉山車輛有限公司 四川 眉山 620032)
1 問題的提出
隨著鐵路貨運改革的不斷深化,“白貨”運量增長將成為拉動鐵路貨運的新引擎。2014年,為適應“白貨”運輸需求,中車眉山車輛有限公司對作為重要載體的P70型通用棚車,在內襯板的材料及內襯組裝要求等方面都進行了重大調整,如內襯板的材質由竹壓板改為纖維增強塑料板,緊固方式由螺栓連接改為拉鉚緊固。
內襯板的拼接和緊固方式的變化與調整,造成內裝后出現了以下質量問題:(1)內襯板孔與座板孔錯位;(2)拉鉚釘假鉚;(3)角壓條局部間隙超差;(4)內襯板與木地板間隙超差等。
2 工藝分析
針對上述質量問題,從內裝修用內襯板的加工,端墻、側墻座板的組對以及鉚接工藝等方面進行工藝分析,查找原因。
(1)根據2014年P70型棚車的產品技術要求,車內端墻、側墻的內裝用材料由竹壓板改為增強塑料板,均為三段拼接成整體,與端墻、側墻的座板采用鉚接方式連接。如果內襯板安裝孔加工的定位尺寸或鋼結構的座板組對時出現偏差,或者內襯板在組裝時調整不到位,都極易使內襯板孔與端墻、側墻的座板產生錯位,甚至出現內裝修時壓鐵蓋不住內襯板孔的情況,如圖1所示。
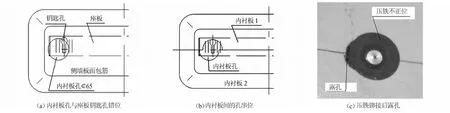
圖1 內襯板孔與座板孔錯位
(2)所謂拉鉚釘假鉚是指鉚接后,鉚釘雖已被拉斷,但套環翻邊不全,且鉚釘拉斷面與套環面間凹入深度超過3 mm(見圖2)。主要原因為:①套環未完全放入座板的卡槽中,鉚接時套環翻邊不能扣住座板內側;……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52