GD&T中的三種裝配設計
2014-12-02 01:37:28德爾福汽車系統中國投資有限公司上海200131王廷強
金屬加工(冷加工) 2014年23期
關鍵詞:設計
■德爾福汽車系統(中國)投資有限公司(上海 200131)王廷強

GD&T(Geometric Dimensioning and Tolerancing )意為“尺寸和形位公差控制”。通過綜合考慮零件的制造裝配工藝和檢測方法,基于統計學的分析來實現零件的設計。關于GD&T的裝配,有以下3種情況。
1.通用裝配條件
因MMC 修正的特征是滿足靜態配合,可能發生公差間隙不均勻的裝配。這個孔在最大實體尺寸19.1 mm時,其公差帶為0.2 mm。
第一步,我們可以得到這個零件的公差補償曲線(見圖1)。可以求出這個孔的實效邊界VC(Virtual Condition)為19.1-0.2=18.9(mm)。也就是孔的裝配邊界是18.9 mm,即當這個孔的位置度為零時,能保證裝配的孔的合格邊界尺寸。要注意這個尺寸無法實現。因為尺寸公差和位置度公差的補償原理是一比一的關系,所以孔的公差曲線是斜率k=1的線性曲線。橫軸代表孔的尺寸,縱軸代表孔的位置度。
第二步,推算配合軸的公差曲線。軸的補償曲線一定是一個k=-1的線性曲線,如圖2所示,這個軸在18.9 mm尺寸以左的斜線下的面積都能滿足這個孔的裝配。按照設計要求,假如在成本和裝配間隙的要求下,我們取值17.9~18.3 mm,那么對應的位置度值便確定下來。如圖3所示,AB之間的區域為設計的最小間隙19.1-18.3=0.8(mm),即設計的徑向最小間隙為0.4 mm。
第三步,完成配合軸的公差控制框。按照配合曲線圖,可以完成軸的公差控制框的輸入

圖1 公差補償曲線
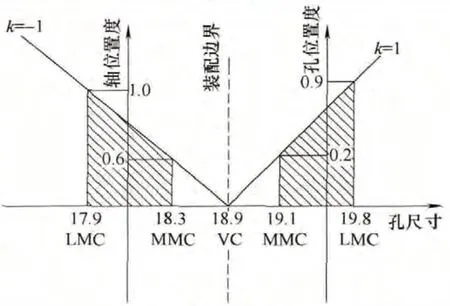
圖2 配合零件的公差曲線
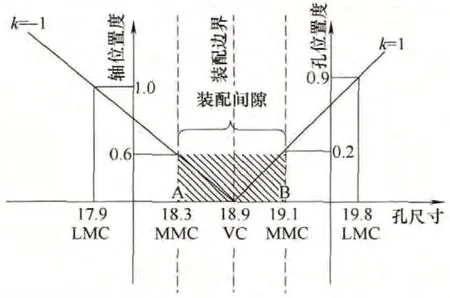
圖3 配合間隙
對于配合曲線我們還可以有其他應用。首先是對于通止規和功能銷(位置度檢測銷)的設計。MMC 代表通規尺寸,LMC代表止規尺寸,VC代表功能銷的尺寸。實際制作過程中,還需要考慮10%的加工誤差和磨損。對于孔和軸的通規是19.1 mm和17.9 mm,止規是18.3 mm和19.8 mm(見圖4)。
這個曲線圖也可以作為返工、返修的指導。如圖5所示,當軸的零件處于B陰影區時,零件合格。如果零件處于A區,表明零件小于LMC尺寸,無法返修,直接報廢。如果零件處于C區,雖然這個軸大于MMC 尺寸,尺寸上判為不合格零件,但在k=-1的斜線區域內,零件能夠滿足裝配。如果沒有特殊的間隙功能要求,零件可以判為讓步接收或放行,但可能發生裝配難度增加的問題。如果零件處于D區,則為不合格的孔類零件,這個孔在位置度上超差,方案是返修,根據尺寸公差和位置度公差互相補償的原理,我們通過擴大孔來增大位置度公差,達到滿足裝配的目的,使這個孔移到孔的合格區內。工具要適當選取一個直徑在19.3~19.8 mm之間的鉆頭來完成返修。
圖4 止通規的設定
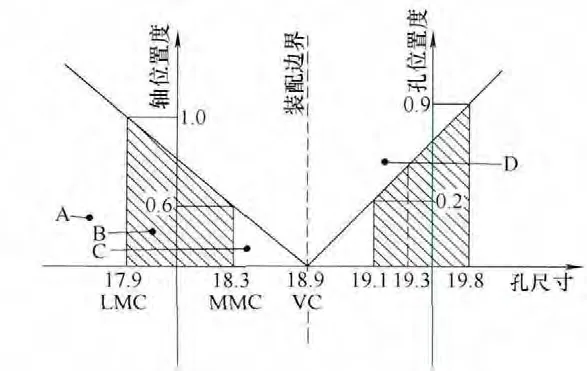
圖5 處于不同尺寸區間的零件處理
不合格孔D所處的坐標為(S,P),那么在維修方案中,最小的鉆頭直徑為

式中,D1為最小鉆頭直徑(最小修正內部尺寸);S為實際孔的直徑;P為實際孔的位置度;VC為實效邊界常量。
以上是第一種裝配條件的設計方法,對于這種方式,無論是單個特征裝配,還是陣列特征裝配都適用。
2.浮動螺栓裝配條件
第二種裝配情況如圖6所示,因為實效邊界即裝配邊界不再是最大實體尺寸和位置度的關系,而直接指定為第三個裝配零件浮動裝配螺栓的直徑。
在這個裝配中,我們可以在機械設計手冊里查出M12螺栓的實際外徑尺寸,這里取12 mm。
當上下兩個孔板的孔的軸線相對方向浮動的時候,裝配條件最差。所以我們考慮這種裝配狀態來定義這兩個孔的位置度,來滿足位置度裝配。已知LMC尺寸和VC尺寸,求位置度。
所以每個孔的位置度為MMC-VC=12.8-12=0.8(mm)。我們也可以使用配鉆孔的方式來定義這兩個孔,定義兩個或多個裝配孔的中心軸線在相對位置上的偏差,即在這個裝配總成上標注成
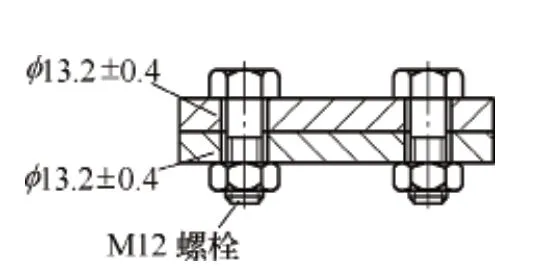
圖6 浮動螺栓裝配
注意這個公差控制框,并不是這個 位置度沒有基準約束,而是這里兩個孔互為基準。
我們可能還會遇到這種情況,其中一個孔板為采購的,即其中一個孔板的孔的位置度是已經定義了的,那么我們如何定義其配合孔板上孔的位置度呢(見圖7)?
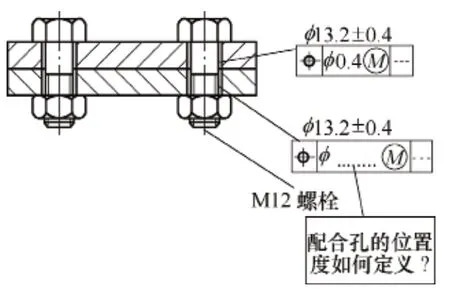
圖7 已知條件的浮動螺栓裝配
因為保證12 mm 的裝配邊界的兩個孔的軸線的偏差總量為1.6 mm,第一個孔板允許的浮動量為0.4 mm,那么另一個軸線的相對浮動量為1.6 mm-0.4 mm=1.2 mm。
3.固定螺栓裝配條件
第三種裝配情況為固定螺栓裝配(見圖8)。如果螺紋板的螺紋孔的位置度加工能力為0.4 mm,那么如何定義孔板上孔的位置度?
這種情況下的實效邊界為VC=螺栓的外徑(這里取12 mm)+螺紋孔的位置度=12 mm+0.4 mm=12.4 mm,所以可用的裝配間隙為12.8 mm-12.4 mm=0.4 mm。所以孔板上孔的位置度為0.4 mm。標注為
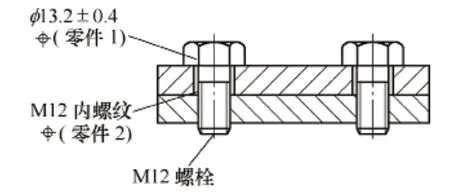
圖8 固定螺栓裝配
4.結語
本文詳細地介紹了GD&T相關的三種裝配條件,并給出了解決方式。在實際應用過程中,會有陣列孔或銷的裝配情況,其解決方式相同。這種分析方法可以整合到企業的設計軟件中,實現自動匹配設計,達到加快開發進度、減少設計成本的目的。
[1]ASME Y14.5-2009,Dimensioning and Tolerancing[S].
[2]ISO 1101-2004,Geometric Product Specifications(GPS)-Geometrical tolerancing-Tolerancing of form,orientation,location and run-out[S].
[3]王廷強.GD&T基礎及應用[M].北京:機械工業出版社,2013.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04