基于模態(tài)調(diào)用G66/G67的螺旋銑孔模塊
2014-12-02 01:37:40河北漢光重工有限責(zé)任公司邯鄲056028王勝鋒
金屬加工(冷加工) 2014年23期
■河北漢光重工有限責(zé)任公司(邯鄲 056028)王勝鋒
在數(shù)控銑削加工過(guò)程中,圓孔是常見(jiàn)的加工要素,但是對(duì)一些較難加工材料(如:不銹鋼等)來(lái)說(shuō),用普通刀具加工,刀具磨損非常快并且極易打刀。在實(shí)際工作中,我們發(fā)現(xiàn)采用螺旋銑削方法并配以合理的切削要素可以大大降低刀具的磨損。由于所加工孔的大小和位置存在不確定性,如果每次都分別編程,既費(fèi)時(shí)又易出錯(cuò)。因此,筆者利用模態(tài)宏調(diào)用指令G66/G67結(jié)合參數(shù)編程技術(shù)編寫(xiě)了一個(gè)螺旋銑孔模塊,現(xiàn)介紹給大家,希望對(duì)大家有所幫助。
1.G66/G67指令介紹
指令格式:
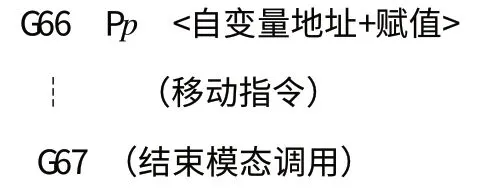
地址P后p為子程序號(hào)碼,自變量地址與賦值在本刊2013年第20期《宏指令G65在數(shù)控銑削中的應(yīng)用》一文中有詳細(xì)說(shuō)明。應(yīng)注意G66和G67必須成對(duì)使用,且可以嵌套4級(jí)。
2.刀具軌跡及變量設(shè)定
如圖1所示,其中細(xì)虛線表示刀具軌跡,既刀具快速定位到孔中心的M點(diǎn),移動(dòng)到E點(diǎn),進(jìn)給到孔頂部A點(diǎn),螺旋銑削至孔底。各參數(shù)含義與變量的關(guān)系見(jiàn)附表。

參數(shù)含義與變量表
3.模塊功能
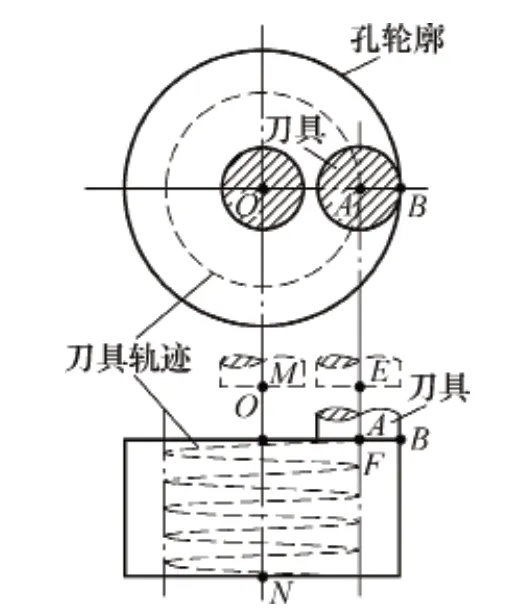
圖1 刀具軌跡示意圖
本模塊可以實(shí)現(xiàn)孔的粗加工、精加工以及粗精混合加工,當(dāng)孔的尺寸精度要求較高時(shí),如鏜孔前的銑孔加工,可以在刀補(bǔ)上留量,并且將粗精銑開(kāi)關(guān)J置為0或缺省。此時(shí),模塊將自動(dòng)按照所給定的刀補(bǔ)量進(jìn)行加工。如果僅需要精加工,可以在粗加工的基礎(chǔ)上修改刀補(bǔ)量。如果需要粗銑完后立即進(jìn)行精加工,則需設(shè)定粗、精兩個(gè)刀補(bǔ),并且將粗精銑開(kāi)關(guān)J置為1。這樣,模塊會(huì)在粗加工完成后直接進(jìn)行精加工。
銑孔一般有兩種方式,一是輪廓銑,二是體積銑(也稱挖槽)。當(dāng)輪廓銑時(shí),刀具直徑可自由選擇。當(dāng)體積銑時(shí),刀具直徑一般要大于孔半徑,以避免中心留有殘余材料。
4.模塊本體
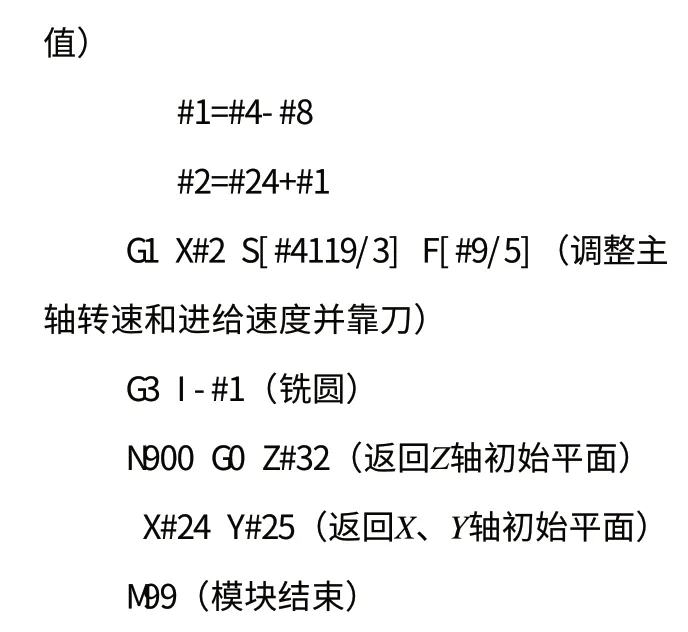
5.模塊調(diào)用示例
銑削加工如圖2所示4個(gè)圓孔。設(shè)工件原點(diǎn)在零件左下角,Z軸零點(diǎn)在零件上表面。用20 mm平底立銑刀,由于孔的尺寸精度較高,需采用粗、精混合加工,粗加工刀補(bǔ)號(hào)為D21,精加工刀補(bǔ)號(hào)為D20,螺距為2mm,安全高度為3mm。其加工程序如下:
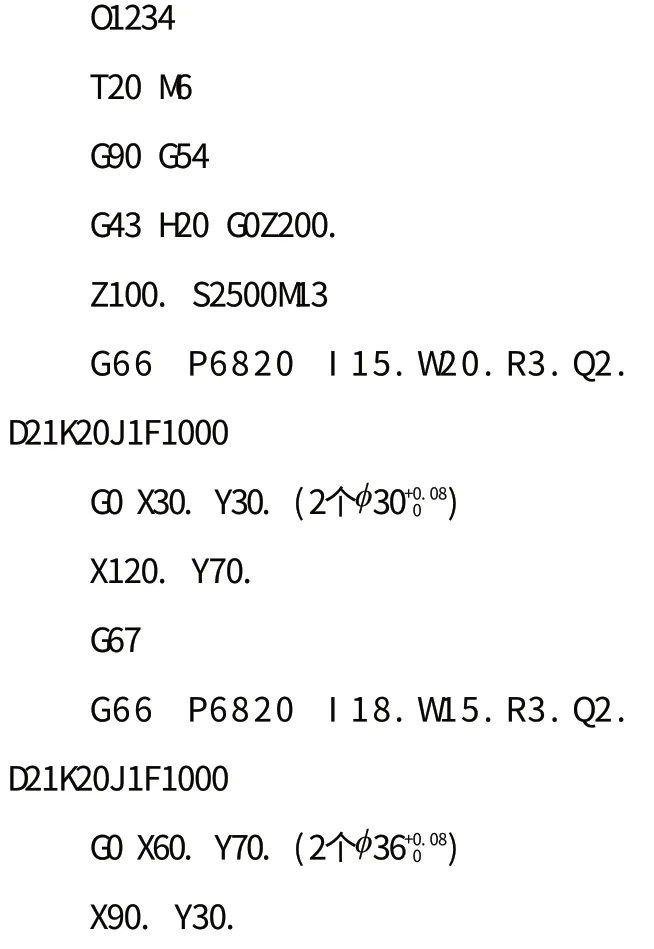
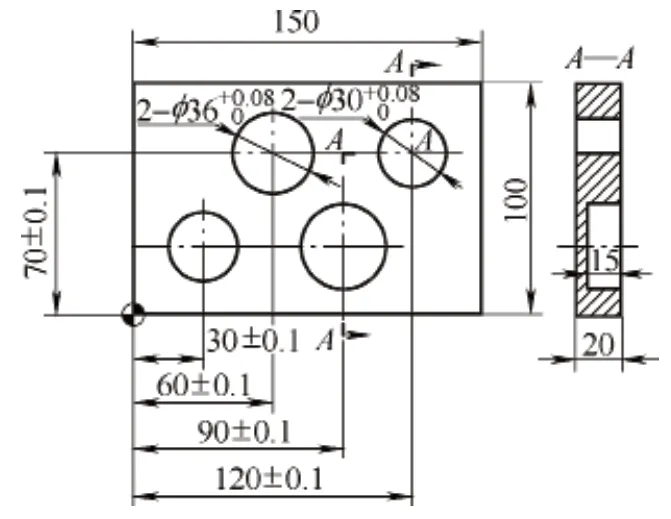
圖2 示例零件圖
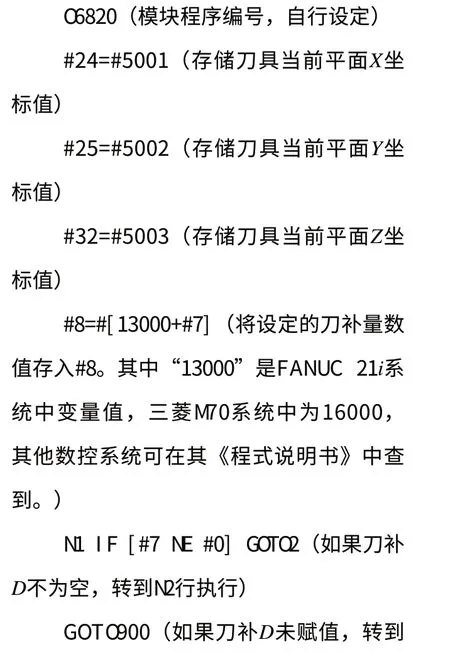
以上程序用CIMCO軟件模擬演示如圖3所示。由于軟件的限制模塊中“#8=#[13000+#7]”改成了“#8=#7”,因此程序中的兩個(gè)刀補(bǔ)參數(shù)值也相應(yīng)進(jìn)行了修改以獲得較好的視覺(jué)效果。
圖3 示例程序模擬刀具路徑
6.結(jié)語(yǔ)
以上介紹了圓孔銑削模塊以及G66/G67模態(tài)調(diào)用指令的用法,本模塊在數(shù)控加工中的應(yīng)用可以大大簡(jiǎn)化加工程序的編寫(xiě),并且方便程序校核,消除質(zhì)量隱患。當(dāng)然,切削用量的合理選擇也是達(dá)到理想效果的前提,還需要在實(shí)際工作中結(jié)合所加工材質(zhì)的不同來(lái)摸索確定。本模塊也存在一些不足,由于本模塊的精加工是一刀完成,在深孔加工時(shí)由于受刀具刃長(zhǎng)以及留量大小的影響,采用這種一刀精加工的方式顯然不合適。如果需要,大家可以在此基礎(chǔ)上將精加工部分分層。如此,可以提高模塊的適用性。
[1]孫德茂.數(shù)控機(jī)床銑削加工直接編程技術(shù)[M].北京:機(jī)械工業(yè)出版社,2004.
[2]馮志剛.數(shù)控宏程序編程方法、技巧與實(shí)例[M].北京:機(jī)械工業(yè)出版社,2007.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
人大建設(shè)(2019年12期)2019-05-21 02:55:44
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
電信科學(xué)(2016年10期)2016-11-23 05:11:56
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
西安航空學(xué)院學(xué)報(bào)(2014年5期)2014-07-13 01:27:52