微線規(guī)漆包圓銅導(dǎo)線焊接工藝
2016-03-06 08:15:37廖保華曾美揚(yáng)毛曉軍沈小冒
電焊機(jī) 2016年6期
廖保華,曾美揚(yáng),毛曉軍,沈小冒
(中車株洲電機(jī)有限公司,湖南株洲412001)
微線規(guī)漆包圓銅導(dǎo)線焊接工藝
廖保華,曾美揚(yáng),毛曉軍,沈小冒
(中車株洲電機(jī)有限公司,湖南株洲412001)
微線規(guī)漆包圓銅導(dǎo)線主要用于小型電機(jī)、變壓器產(chǎn)品線圈制作,在制造過程中線圈引出線常常需要焊接,由于漆包圓銅導(dǎo)線直徑小,在焊縫金屬特別是在熱影響區(qū)容易斷裂。針對(duì)這種微線規(guī)漆包圓銅導(dǎo)線的焊接質(zhì)量問題,以微線規(guī)(φ0.17 mm與φ0.67 mm)漆包圓銅導(dǎo)線焊接為例,從漆包線焊前去漆膜方式、漆包線搭接形式、漆包線焊接方法等方面著手,通過大量試驗(yàn)數(shù)據(jù)分析,不斷完善焊接工藝,使得該型微線規(guī)漆包圓銅導(dǎo)線焊接質(zhì)量完全達(dá)到了產(chǎn)品使用要求。
微線規(guī)漆包圓銅導(dǎo)線;去漆膜方式;搭接形式;焊接方法
0 前言
在小型電機(jī)、變壓器產(chǎn)品線圈制作中,常常使用線規(guī)直徑很小(如φ0.17 mm)的漆包圓銅導(dǎo)線(簡稱“漆包線”)。為避免線圈引線頭斷裂,通常采用大于線圈線規(guī)(如φ0.67 mm)的引出線與外接口連接,小線規(guī)與大線規(guī)焊接前的去漆膜方式、搭接形式及焊接方法的選擇直接決定了焊接接頭質(zhì)量。將漆包線焊前去漆方式、漆包線搭接形式(纏繞方式)、焊接工藝等作為研究重點(diǎn),通過大量工藝試驗(yàn),確定合適的焊接工藝,并成功應(yīng)用于產(chǎn)品制造。
1 焊前漆包線去漆膜方式驗(yàn)證
漆包線表面有一層薄薄的漆膜,為保證焊接質(zhì)量,焊接前須清除漆膜。根據(jù)現(xiàn)場(chǎng)操作條件,選擇了兩種去漆膜的方式,一種是直接用砂紙進(jìn)行打磨,另一種是采用火焰去漆后用砂紙打磨。對(duì)三組試驗(yàn)?zāi)覆摹岚€(母材)、火焰去漆膜后用砂紙打磨的去漆膜漆包線、直接用砂紙打磨的去漆膜漆包線,每組3個(gè)試樣進(jìn)行拉伸試驗(yàn),根據(jù)試驗(yàn)結(jié)果評(píng)估去漆膜方式對(duì)漆包線強(qiáng)度的影響,試驗(yàn)條件和試驗(yàn)結(jié)果如表1所示。
由表1可知,φ0.17 mm漆包線試驗(yàn)?zāi)覆模诤附忧安捎没鹧嫒テ岷笥蒙凹埓蚰トテ崮ぃ瑥?qiáng)度降低9.57%,在焊接前直接用砂紙打磨去漆膜,強(qiáng)度降低15.31%;φ0.67 mm漆包線試驗(yàn)?zāi)覆模诤附忧安捎没鹧嫒テ岷笥蒙凹埓蚰トテ崮ぃ瑥?qiáng)度降低10.77%,在焊接前直接用砂紙打磨去漆膜,強(qiáng)度降低12.17%。說明采用這兩種去漆膜方式對(duì)漆包線母材的強(qiáng)度有一定影響,且火焰去漆后用砂紙打磨去漆膜對(duì)漆包線強(qiáng)度影響較小,因此后續(xù)工藝驗(yàn)證試件漆包線焊接前,采用火焰去漆再用砂紙打磨的去漆膜方式進(jìn)行驗(yàn)證。
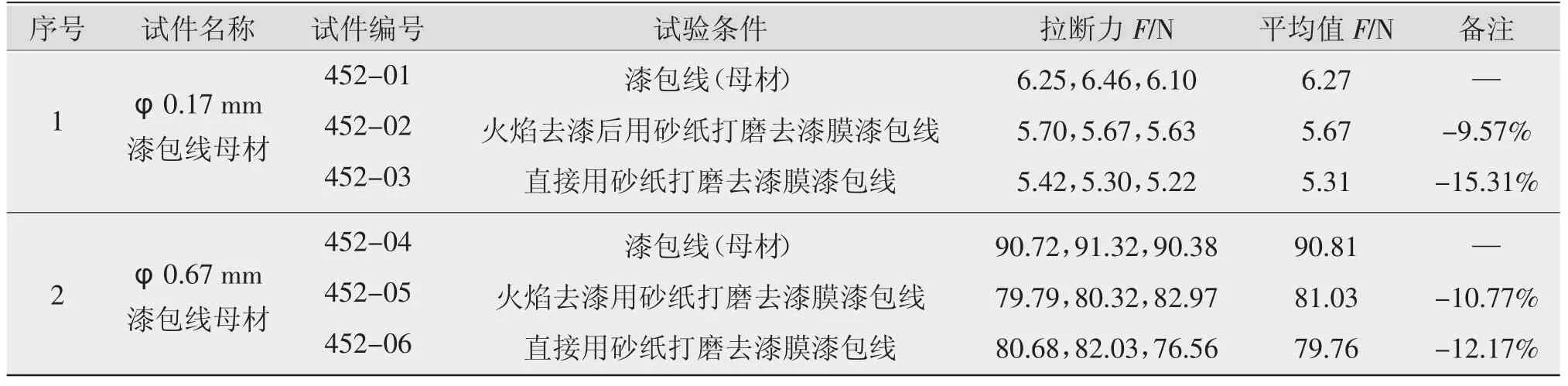
表1 焊接前不同去漆膜方式下漆包線拉伸試驗(yàn)
2 焊接工藝驗(yàn)證及分析[1-2]
2.1 焊接方法及焊材的選擇
銅及其合金的焊接方法較多,考慮線規(guī)很小,避免溫度過高燒損母材,選擇溫度較低的軟釬焊,通過30 W數(shù)顯溫控電烙鐵加熱,采用φ1.0 mm錫鉛釬料填充,松香作為焊劑。
2.2 漆包線焊接接頭搭接形式驗(yàn)證
漆包線焊接接頭搭接有三種不同的形式,分別采用φ0.17 mm單根漆包線與φ0.17 mm單根漆包線纏繞、φ0.67mm單根漆包線與φ0.17mm單根漆包線纏繞、φ0.67mm單根漆包線與φ0.17mm三根漆包線纏繞,如圖1~圖3所示。采用錫釬焊方法各制作三件試件并進(jìn)行了拉伸試驗(yàn),試驗(yàn)條件及試驗(yàn)結(jié)果如表2所示。

圖1 搭接形式(φ0.17 mm單根漆包線與φ0.17 mm單根漆包線纏繞)

圖2 搭接形式(φ0.67 mm單根漆包線與φ0.17 mm單根漆包線纏繞)
圖3 搭接形式(φ0.67mm單根漆包線與φ0.17 mm三根漆包線纏繞)
由表2可知,采用不同的去漆膜方式,對(duì)漆包線間不同搭接方式的漆包線強(qiáng)度影響差別不大。對(duì)于φ0.17mm單根漆包線與φ0.17mm或φ0.67 mm單根漆包線焊接來說,拉伸試驗(yàn)時(shí)斷裂在φ0.17mm漆包線焊接熱影響區(qū),說明焊接熱影響區(qū)是焊接接頭最脆弱的地方,焊接接頭強(qiáng)度低于φ0.17mm漆包線母材強(qiáng)度。
對(duì)于φ0.67 mm單根漆包線與φ0.17 mm三根漆包線焊接來說,拉伸試驗(yàn)時(shí)斷裂在φ0.17 mm單根漆包線母材處,說明三根漆包線組合在一起后提高了漆包線焊接處整體強(qiáng)度,焊接接頭強(qiáng)度高于φ0.17 mm單根漆包線母材強(qiáng)度,這樣可避免因焊接而引起的漆包線連接強(qiáng)度降低問題,從而更好地保證漆包線焊接質(zhì)量。
3 結(jié)論
通過大量焊接試驗(yàn)及工藝驗(yàn)證,采用的焊接工藝完全解決了微線規(guī)(φ0.17 mm與φ0.67 mm)漆包圓銅導(dǎo)線焊接容易出現(xiàn)的焊接接頭斷裂質(zhì)量問題,保證了現(xiàn)有產(chǎn)品漆包線焊接質(zhì)量的可靠性。
此次微線規(guī)(φ0.17 mm與φ0.67 mm)漆包圓銅導(dǎo)線焊接工藝的研究不僅解決了現(xiàn)有產(chǎn)品漆包線間焊接的質(zhì)量問題,也為其他微線規(guī)漆包線間焊接工藝研究積累了寶貴的經(jīng)驗(yàn)。
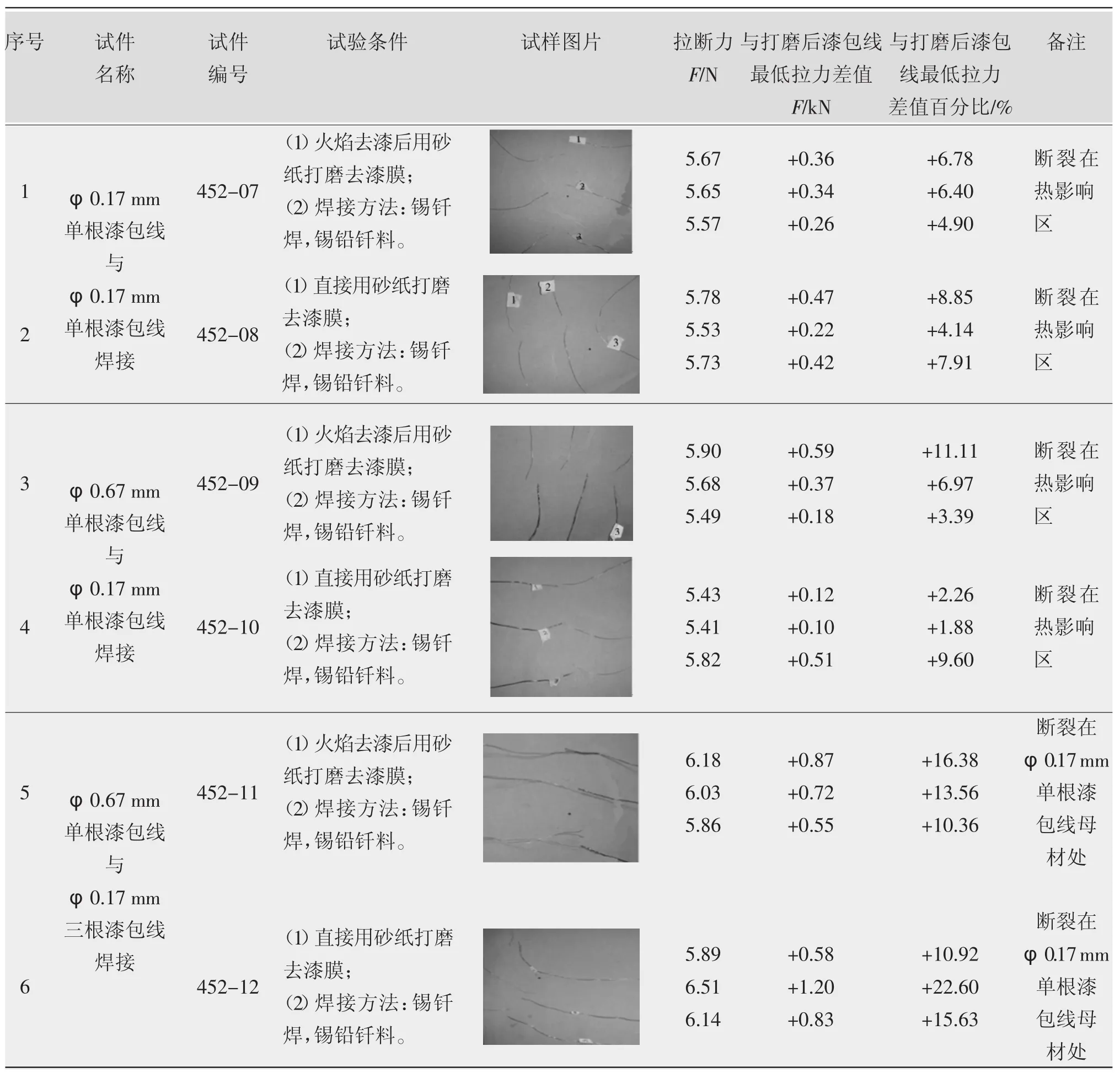
表2 漆包線不同搭接形式拉伸試驗(yàn)數(shù)據(jù)匯總
[1]方洪淵.簡明釬焊工手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2001.
[2]陳祝年.焊接工程師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2002:1142-1144.
Welding process of micro-wire enamelled round copper wire
LIAO Baohua,ZENG Meiyang,MAO Xiaojun,SHEN Xiaomao
(CRRC Zhuzhou Electric Motor Co.,Ltd.,Zhuzhou 412001,China)
Microwireenamelledroundcopperwireweldingismainlyusedinsmallmotor,transformerproductsmanufacturing,andweldedjoints inheataffectedzoneareeasilybroken.Inviewofthiskindofmicrowireenamelledroundcopperwireweldingqualityproblems,withmicrowire gauge(φ0.17 mmand φ0.67 mm)enamelled round copper wire weldingfor example,from the way to paint film of enamelled wire before welding,enameledwireformoflapjoint,enameledwireweldingmethod,throughalotofexperimentaldataanalysisandresearch,andconstantly improvetheweldingprocess,makethemicrowire enamelledroundcopperwireweldingqualityfullymeettherequirementsoftheproduct.
micro-wire enamelled round copper wire;way to paint film;overlapping forms;welding method
TG457
B
1001-2303(2016)06-0093-03
10.7512/j.issn.1001-2303.2016.06.19
2016-05-07
廖保華(1972—),男,湖南新化人,高級(jí)工程師,碩士,主要從事變壓器產(chǎn)品工藝研發(fā)工作。
