桑枝SCMP漿2O2漂白工藝的優化
2016-03-02 03:23:22胡玲玉崔富林梁曉連張夏明駱蓮新
中國造紙 2016年1期
胡玲玉 崔富林 王 歡 梁曉連 覃 睿 張夏明 駱蓮新
(廣西大學輕工與食品工程學院,廣西南寧,530004)
?
·H2O2漂白·
桑枝SCMP漿2O2漂白工藝的優化
胡玲玉 崔富林 王 歡 梁曉連 覃 睿 張夏明 駱蓮新*
通過單因素實驗探討漂劑用量、堿比、漂白溫度等7個因素對桑枝SCMP漿H2O2漂白的影響;采用MODDE分析軟件中Plackett-Burman實驗設計方案對7個因素進行顯著性篩選評價,獲得溫度、時間和H2O2用量為影響顯著的因素;運用MODDE軟件對桑枝SCMP漿H2O2漂白的3個主要影響因素及各自的4個水平進行RSM實驗設計及分析。結合單因素實驗和MODDE軟件獲得最佳漂白工藝:溫度90℃,時間104 min,漿濃15%,堿比0.7,H2O2用量8%,Na2SiO3用量0.3%,MgSO4用量0.10%。
桑枝SCMP漿;H2O2漂白;MODDE
(*E-mail: lxluo919@hotmail.com)
桑樹在我國有近四千年的栽培歷史,我國是蠶桑生產發源地,也是目前世界上桑樹種類最多的國家。種植桑樹主要是采摘桑葉用于養蠶,此外,副產品桑枝、桑葚果和桑根等也具有很高的經濟開發價值。我國栽培種植桑樹歷史悠久,同時國內對利用桑枝制漿造紙的研究由來已久,在二十世紀八九十年代有諸多相關報道[1]。我國造紙工業面臨纖維資源短缺、對外依賴性強等問題[2],合理開發與利用桑枝等優質且廉價易得的造紙纖維原料是緩解該類問題的有效途徑。
桑枝韌皮纖維有纖維較長和長寬比大等優點,可與針葉木纖維相媲美,桿部纖維與闊葉木纖維接近,桑枝本色漿可用于生產牛皮紙、包裝紙,經過漂白其適用性更廣。全桿桑枝經過燒堿-蒽醌法制漿后再CEpH三段漂,可制得物理強度好、白度高的中高檔紙漿產品[3]。胡劍民等人[4]研究了不同的預處理條件對桑枝化機漿漂白性能的影響,結果表明添加少量H2O2進行預處理可以明顯改善漂白效果。桑枝硫酸鹽漿經OQP0漂白白度為71.4%,OpDEOP三段漂后白度可達81.7%,采用ODED漂白白度達90%以上[5]。這些研究表明桑枝漿具有可漂性,且漂后漿性能良好,但目前國內外對桑枝高得率漿的研究極少,對于桑枝磺化化機漿的漂白研究鮮有報道。
1 實 驗
1.1 實驗原料
風干桑枝,來源于廣西南寧蠶桑基地,壓榨機壓后切至3~4 cm,置于密閉塑料袋,平衡水分備用。
1.2 實驗方法
1.2.1 桑枝SCMP漿制備
磺化處理:桑枝用清水浸泡24 h后,濾掉清水,置于電熱蒸煮鍋中蒸煮。磺化工藝為:Na2SiO3用量15%(對絕干原料,以下同),NaOH用量4%,液比1∶5,最高溫度130℃,以150 ℃/h速率升溫,保溫時間120 min[6-7]。蒸煮后用清水洗凈磺化漿。
磨漿條件:磺化后桑枝采用高濃盤磨機進行三段磨漿處理,磨盤間距分別為0.45、0.15、0.15 mm。磨后漿甩干,用手分散并置于密封塑料袋中平衡水分。
1.2.2 桑枝SCMP漿漂白
螯合預處理:根據漂白需求取一定量SCMP漿于聚乙烯袋,加入螯合劑和去離子水,混合均勻,用NaOH、H2SO4調至所需pH值,放于恒溫水浴鍋進行螯合,每隔20 min搓一次漿。螯合后漿料用去離子水洗滌至中性,用于漂白。螯合處理條件如下:漿濃10%,溫度6O℃,時間60 min,EDTA用量0.3%,pH值3。
H2O2漂白:取螯合后SCMP漿于聚乙烯袋,15 g絕干/袋,加入漂劑、穩定劑等,混合均勻,置于恒溫水浴鍋進行漂白,每隔20 min揉搓一次。漂后,擠出殘液測定殘余H2O2;漿料洗凈后備用,抄造手抄片。
未漂SCMP漿的白度為39.4%。
1.2.3 白度與殘余H2O2的測定
漂后漿經纖維疏解器疏解后用紙頁成型器抄片,恒溫恒濕24 h后測定紙張白度。殘余H2O2的測定方法參照《制漿造紙分析與檢測》。
2 結果與討論
2.1 單因素實驗研究
2.1.1 H2O2用量對桑枝SCMP漿H2O2漂白的影響
H2O2在酸性和無鐵、錳、銅等金屬離子存在時相對穩定,在堿性條件下易分解生成HOO-,該陰離子是H2O2漂白的有效成分,HOO-與木素側鏈上的羰基、α-酮基、亞甲基醌和醌型等發色基團發生反應,減少或破壞發色基團從而達到提高白度的目的[8-9]。反應體系中HOO-濃度達到0.03 mmol/L時H2O2無效分解,降低漂白效率[10]。
圖1是H2O2用量對桑枝SCMP漿漂白的影響。由圖1可以看出,漂后漿的白度和漂液殘余H2O2的濃度都隨H2O2用量的增加而呈上升趨勢。在H2O2用量從1%增加到10%時,紙漿白度先迅速增加,后趨于平緩。因為隨著H2O2用量的增加,HOO-在氧化發色基團的同時又有新的發色基團形成,即發生白度停滯現象。在H2O2用量由6%增加到10%時,白度僅增加1.34%,殘余H2O2增多,漂白效率降低。故后續優化中暫取H2O2用量為6%。
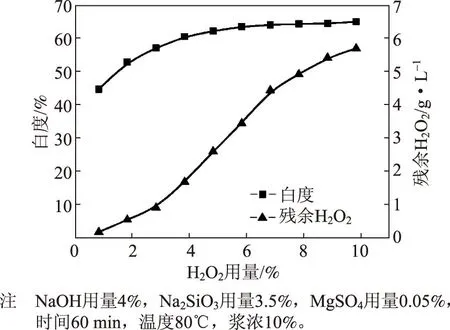
圖1 H2O2用量對漂白的影響
2.1.2 堿比對桑枝SCMP漿H2O2漂白的影響
沈葵忠等人[10]在不同H2O2用量下改變堿比,研究其對漂白性能的影響,對漂后漿白度和堿比進行回歸分析,結果表明,H2O2用量和堿比之間有很強的相關關系。H2O2漂白中加入NaOH,一是提供OH-促進H2O2解離,二是潤脹纖維,從而提高紙漿強度性能[11]。
堿比對桑枝SCMP漿H2O2漂白的影響如圖2所示。由圖2可知,隨著堿比增大,漂后漿白度呈現增加的趨勢隨后增加變得平緩,殘余H2O2量減少。堿比過低,H2O2離解的HOO-少,達不到所需白度要
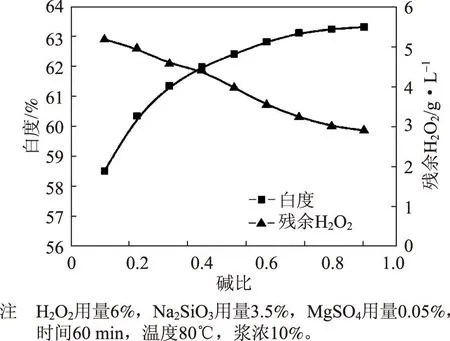
圖2 堿比對漂白的影響
求,紙漿強度性能不佳;堿比過高,會加劇H2O2無效分解,也易發生“堿返黃”現象,故控制堿比為0.7。
2.1.3 Na2SiO3用量對桑枝SCMP漿H2O2漂白的影響
漂白體系中過渡金屬離子的存在會使H2O2無效分解并產生自由基,通常加入穩定劑來解決,穩定劑分為含硅穩定劑、非硅穩定劑兩類,最典型的是Na2SiO3。研究表明,Na2SiO3在H2O2漂白中起穩定和漂白雙重作用,但Na2SiO3的使用會導致漂白系統結垢,故制漿造紙過程中應嚴格控制Na2SiO3的用量[12]。圖3所示是Na2SiO3用量對桑枝SCMP漿H2O2漂白的影響。由圖3可知,在一定范圍內增加Na2SiO3用量有助于白度的增加和漂白效率的提高,當Na2SiO3用量增加到3%時,紙漿白度達到最大值,因此取Na2SiO3用量為3%。
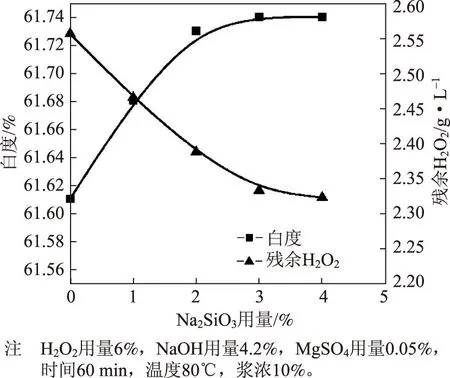
圖3 Na2SiO3用量對漂白的影響
2.1.4 MgSO4用量對桑枝SCMP漿H2O2漂白的影響
Na2SiO3和MgSO4是H2O2漂白中普遍使用的穩定劑和緩沖劑,二者都能與金屬離子發生絡合反應,生成穩定絡合物,從而降低金屬離子分解H2O2的活性,在H2O2漂白中起到穩定和緩沖作用。圖4為MgSO4用量對桑枝SCMP漿H2O2漂白的影響,由圖4可知,隨著MgSO4用量的增加,漂后漿白度先增加后減少,在MgSO4用量為0.10%時達到最高白度63.7%,殘余H2O2量隨著MgSO4用量的增加先下降后升高,在用量為0.10%時達最低值2.87 g/L,故其漂白效率也隨之先升高后下降。因此,取MgSO4用量為0.10%。
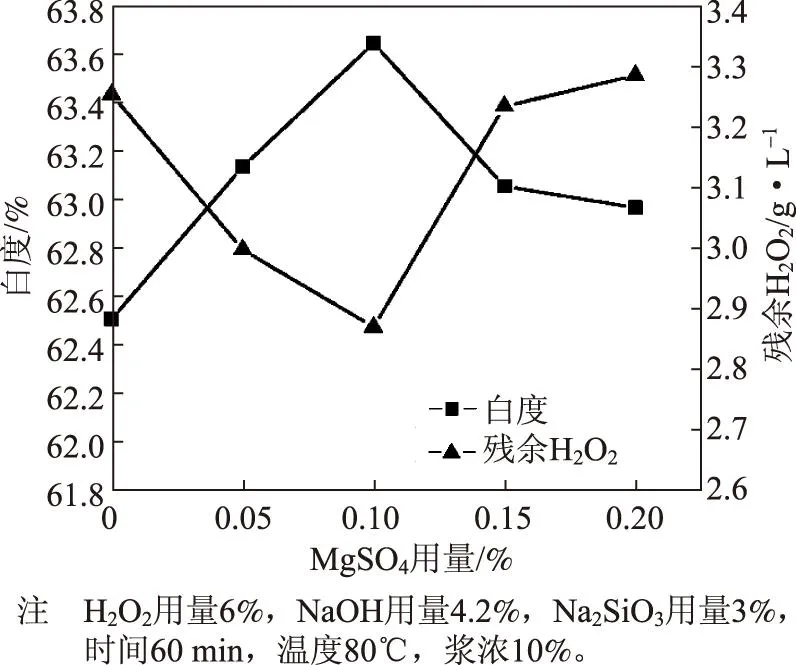
圖4 MgSO4用量對漂白的影響
2.1.5 溫度對桑枝SCMP漿H2O2漂白的影響
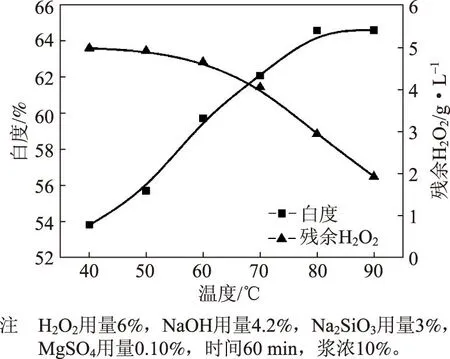
圖5 溫度對漂白的影響
溫度對桑枝SCMP漿H2O2漂白的影響如圖5所示,由圖5可知,紙漿白度隨著溫度的升高呈上升趨勢,達到一定程度繼續升溫白度增加不明顯,而殘余H2O2量急劇減少,說明溫度過高加劇H2O2無效分解,漂白效率降低,故控制漂白溫度為80℃。
數學是一種文化,更是一種精神,數學文化通過其內涵極大地影響了人類的道德和社會生活。人類用這種正能量思維拓寬視野,加強科學人文精神學習。在高職數學教學中融入相關數學史,讓學生感受數學理性精神,更好地將數學與人文融合,使數學課不再枯燥,洋溢著濃郁的人文精神。例如在介紹極限概念時,可介紹我國古代《莊子》一書中的“一尺之錘,日取其半,萬世不竭”“孤帆遠影碧空盡,唯見長江天際流”,把極限的動態過程及其歸宿描寫得十分透徹傳神。將數學史內容貫穿于課堂教學,可使數學教學中的德育功能得到更好的發揮。
2.1.6 時間對桑枝SCMP漿H2O2漂白的影響
時間對桑枝SCMP漿H2O2漂白的影響如圖6所示。由圖6可知,在一定范圍內,隨著時間的延長紙漿漂后白度增加,殘余H2O2量減少。當漂白時間從30 min增加到105 min時,紙漿白度由59.0%升高到65.2%,殘余H2O2量也由4.50 g/L下降為2.13 g/L,繼續延長漂白時間,紙漿白度和殘余H2O2量都基本保持不變,因此取漂白時間為105 min。
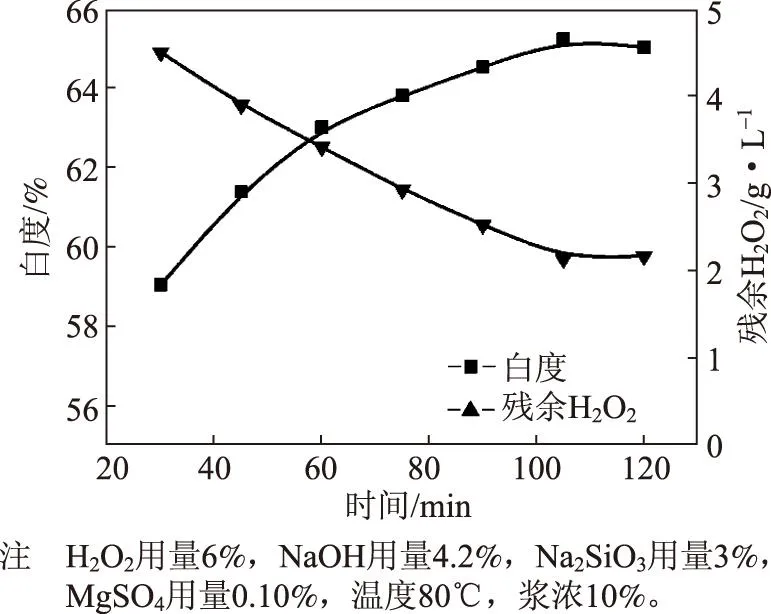
圖6 時間對漂白的影響
2.1.7 漿濃對桑枝SCMP漿H2O2漂白的影響
漿濃對桑枝SCMP漿H2O2漂白的影響見表1。由表1可知,提高漿濃,有助于漂后漿白度和漂白效率的提高,但過高的漿濃不利于漿料和藥液混合均勻,綜合考慮,選擇漿濃為15%。
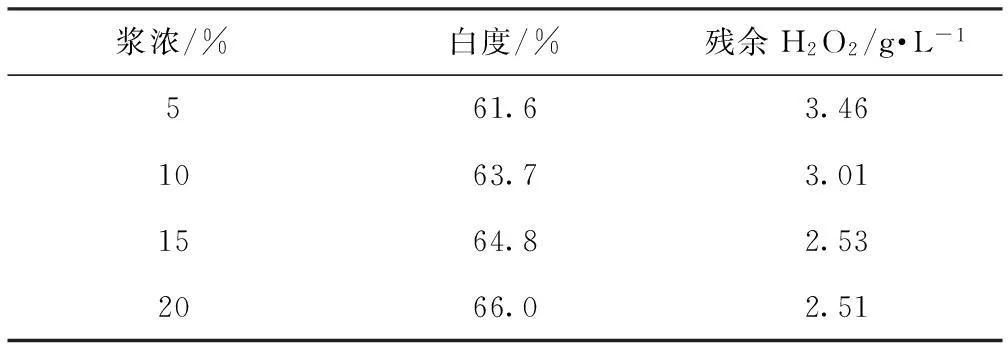
表1 漿濃對桑枝SCMP漿H2O2漂白的影響
注 H2O2用量6%,NaOH用量4.2%,Na2SiO3用量3%,MgSO4用量0.10%,時間60 min,溫度80℃。
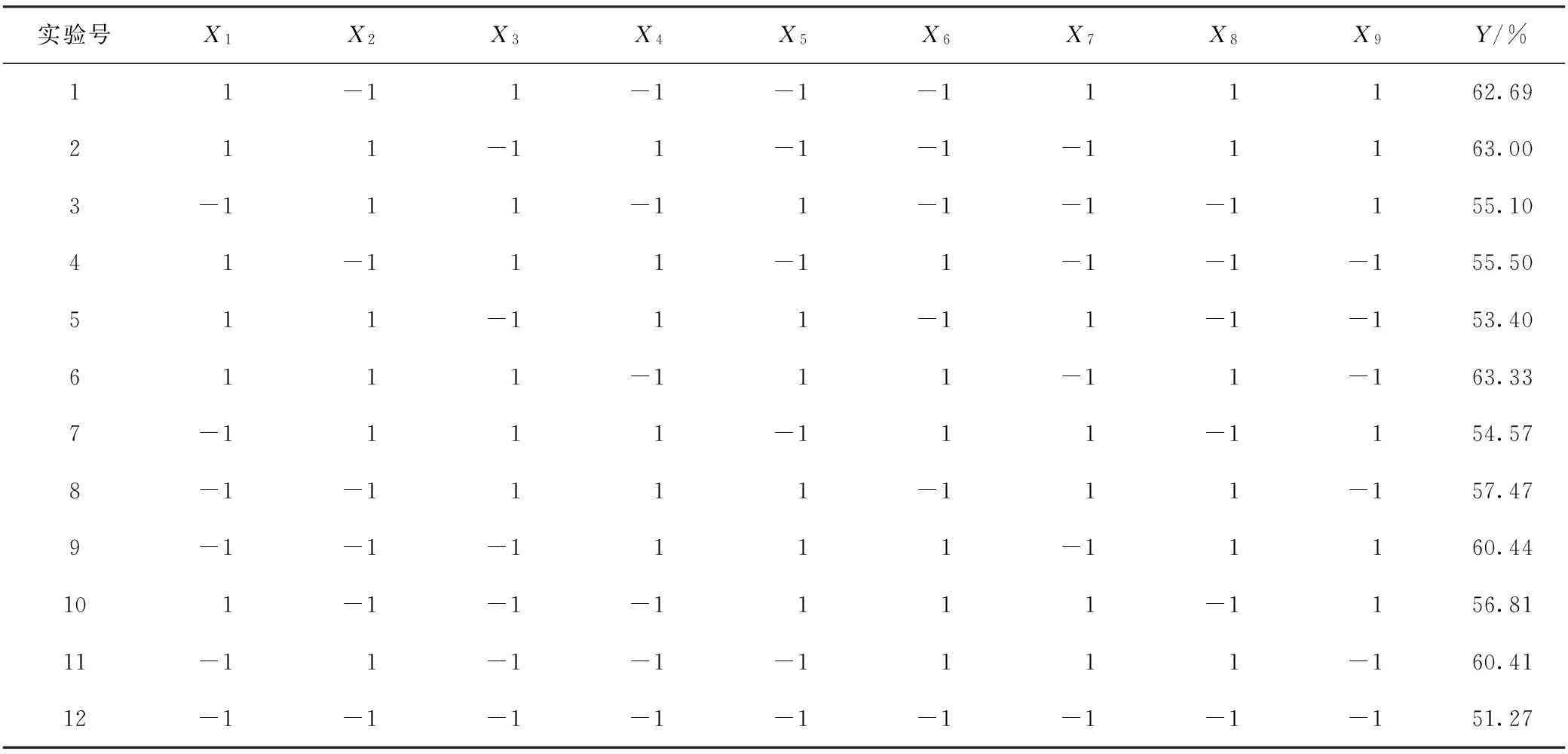
表3 Plackett-Burman實驗設計與結果(N=12)
2.2 Plackett-Burman實驗確定顯著因素
Plackett-Burman(PB)實驗設計是一種兩水平的優化實驗設計方法,可評估各因素之間的交互作用,并通過較少的實驗次數,對各參考因素的影響顯著性提供盡可能精確的估計,提高實驗效率[13-14]。
本實驗選取H2O2用量、堿比、Na2SiO3用量、MgSO4用量、時間、溫度和漿濃這7個因素以及2個虛擬變量(估計實驗誤差)進行實驗,每個因素取高、低兩個水平,根據MODDE10.1.1軟件Plackett-Burman實驗設計方案,設計了N=12的PB實驗,以漂后漿白度作為響應值Y。PB實驗因素水平見表2,實驗設計與結果見表3。
PB實驗回歸分析結果見表4。各考察因素對白度的影響顯著性由Prob>F值決定,影響是否顯著的臨界點為0.05,Prob>F值小于0.05說明該因素對漂白具有顯著影響,而大于0.05證明其影響不顯著[14]。由表4可知,溫度、時間和H2O2用量是影響紙張白度的主要因素,故選擇這3個因素進行下一步優化。
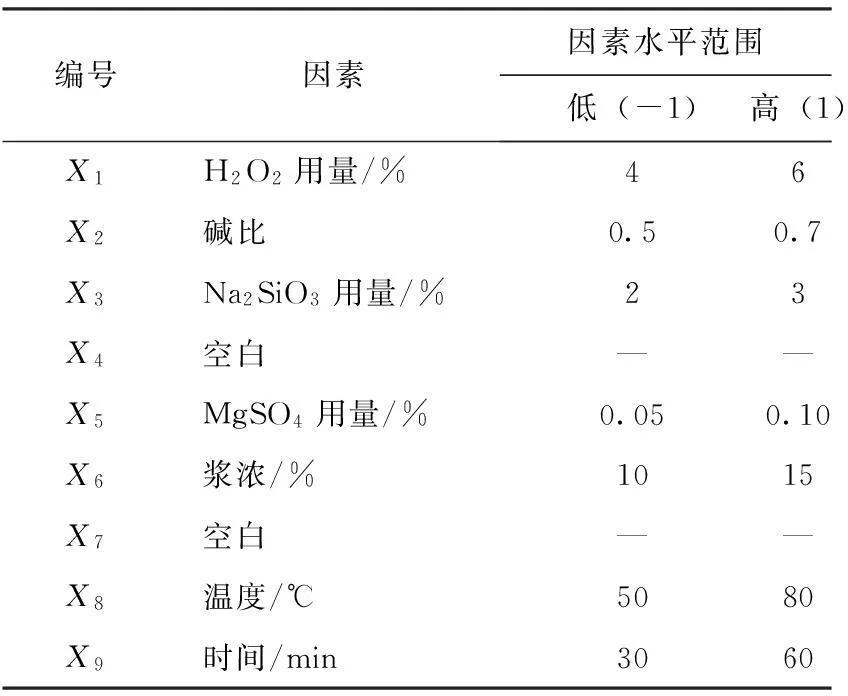
表2 Plackett-Burman實驗因素水平表
2.3.1 桑枝SCMP漿H2O2漂白實驗設計
MODDE(modeling and design)軟件具有很好的實驗設計及優化和預測功能,已在食品、化學、高分子材料等多個行業廣泛使用。本實驗采用MODDE10.1.1軟件對H2O2用量(X1)、溫度(X8)、時間(X9)3個主要影響因素及各自的4個水平進行了實驗設計,選用RSM下的D-Optimal模型,三中心,無重復實驗,共17組。實驗設計及結果見表5。
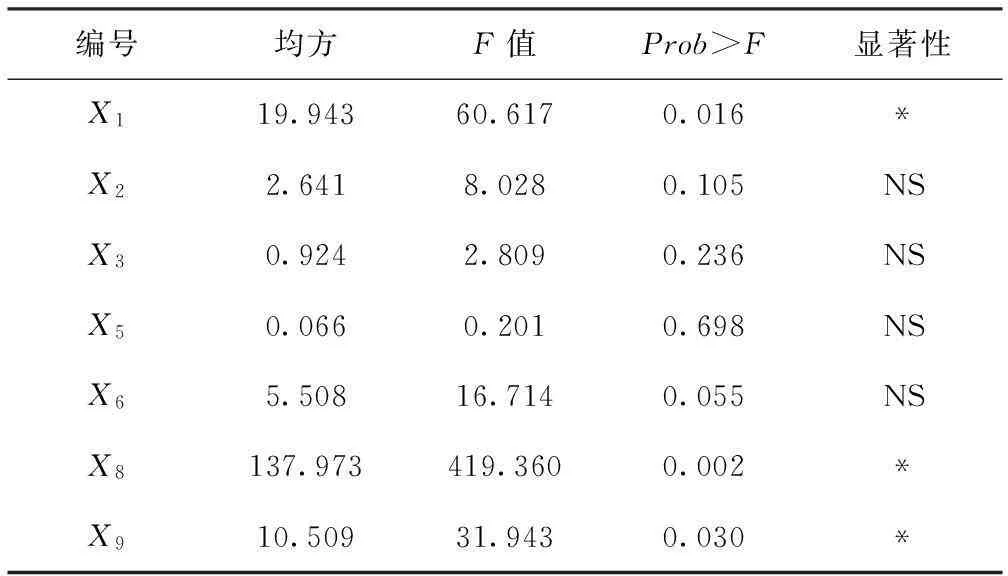
表4 Plackett-Burman實驗設計回歸分析結果
注 *表示在95%的置信區間影響顯著; NS表示影響不顯著。
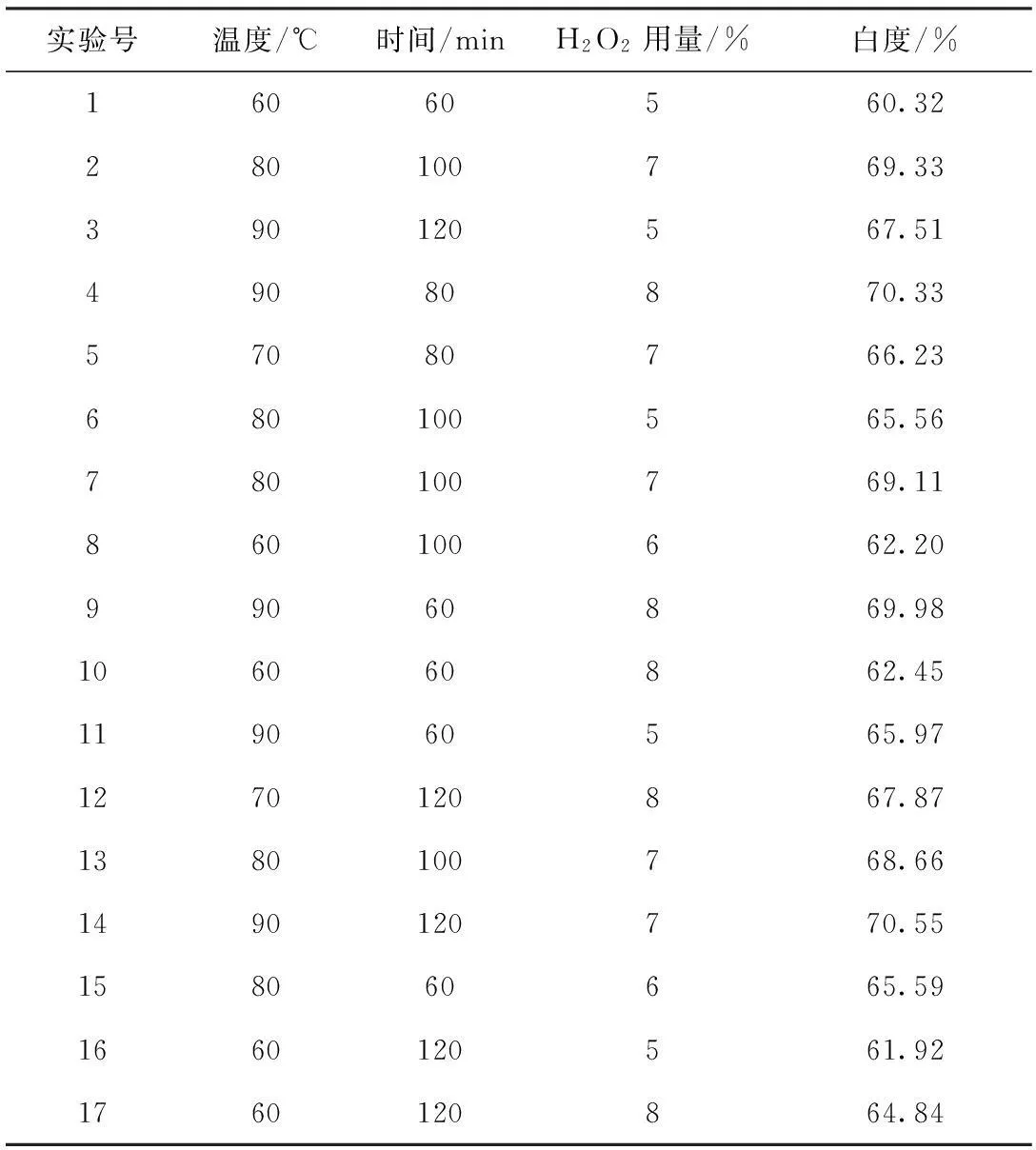
表5 桑枝SCMP漿H2O2漂白方案及結果
2.3.2 漂白方案評價
MODDE軟件中用R2、Q2等值來評價實驗方案的優劣。一般情況下,R2大于0.9、Q2大于0.5且兩者之差不超過0.3即表明該實驗設計及結果較好,R2和Q2的值越接近1表示效果越好。模型有效性數值大于0.25,表明該模型沒有失擬,其值越接近1表示該模型越理想。再現性值大于0.85即說明該模型有較好的再現性[15-17]。
運用MODDE軟件評價漂白方案效果,R2值為0.991,Q2值為0.915,模型有效性和再現性值分別是0.743和0.989。從圖7可知,實驗值都分布在回歸線上或緊挨著回歸線,實驗值與預測值具有較好的線性關系,即實驗結果與數學模型具有很好的一致性。R2值大于0.9、Q2值大于0.5,且二者之差僅為0.076,遠小于0.3;模型有效性數值為0.743,大于0.25;評價實驗再現性數值也接近于1。故該漂白方案很理想,且有很好的有效性和再現性。

圖7 白度實驗值與預測值關系圖
圖8為各顯著因素及其組合對漂后漿白度的影響系數圖,系數為正表示該因素對白度的影響為正效應,反之為負效應,即阻礙白度的提高。從圖8可知,H2O2用量、溫度和時間都對紙漿白度有明顯影響,其中溫度對桑枝SCMP漿H2O2漂白的影響最顯著,H2O2用量次之,時間對H2O2漂白的影響最小。兩因素組合中,漂白溫度與H2O2用量對漂后漿白度有相對較大的正面影響。故在一定范圍內適當提升漂白溫度,加大漂劑用量并延長漂白時間有助于提高桑枝SCMP漿H2O2漂后漿的白度。對實驗結果進行多元回歸分析可得桑枝SCMP漿H2O2漂白白度Y與各顯著影響因素X之間的預測關系見式(1)。

(1)
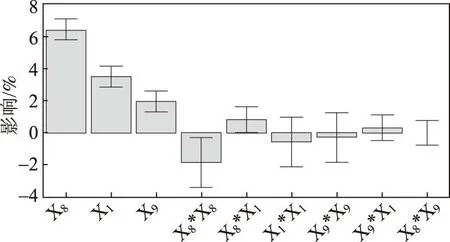
圖8 顯著因素對紙漿白度的影響系數
2.3.3 數學模型等高線分析
各顯著因素的交互作用對漂后漿白度的影響如圖9~圖11所示,方框中的數值即為白度,該白度值所在的曲線即為相應的白度等高線。
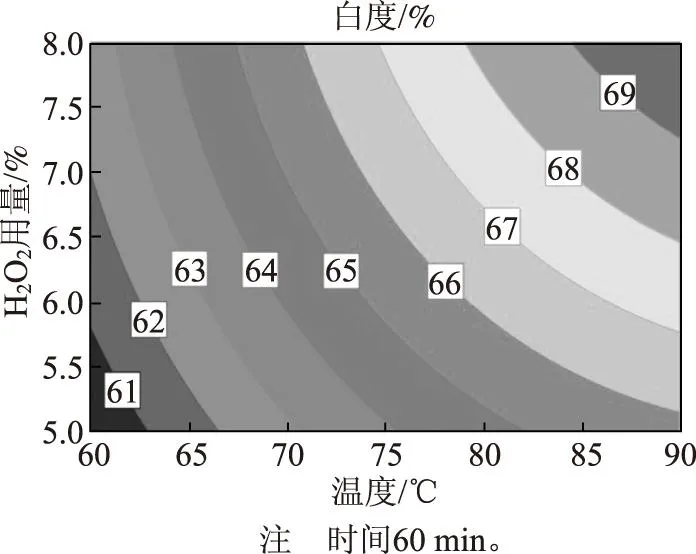
圖9 H2O2用量與溫度對桑枝SCMP漿漂白白度的影響
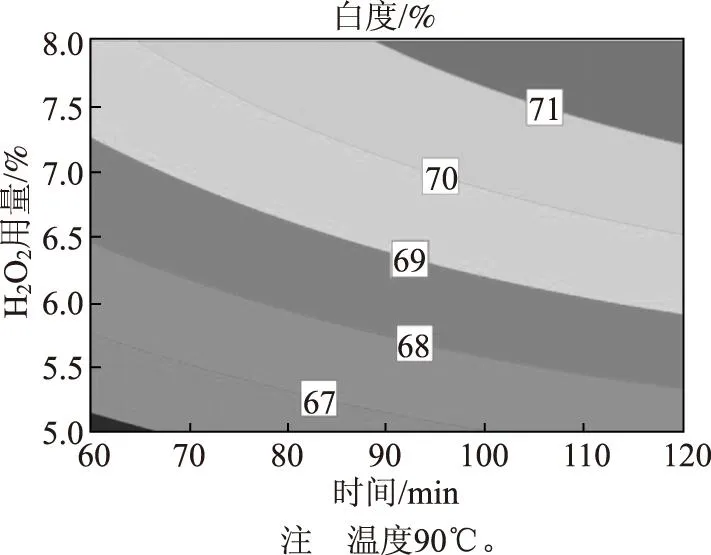
圖10 H2O2用量與時間對桑枝SCMP漿漂白白度的影響
圖9是H2O2用量與溫度對桑枝SCMP漿漂白白度的影響。由圖9可知,在相同白度的情況下適當升高溫度可減少H2O2的用量。溫度對H2O2用量的增減從而影響白度變化的程度不同,在相同H2O2用量情況下,每升高1%白度值,相對低溫區所需要增加的溫度低于漂白溫度相對較高的區域。相對較高的溫度可以增加漂后漿白度,但過高的溫度會加速H2O2無效分解。
圖10是H2O2用量與時間對桑枝SCMP漿漂后漿白度的影響。由圖10可知,在其他漂白條件相同的情況下,適當增加H2O2的用量是提高白度的有效方法,但隨著H2O2濃度增加到一定限度,對白度的影響力下降,原因之一是反應體系中HOO-離子濃度達到一定程度時H2O2無效分解[10];另一個原因是發生了白度停滯現象。隨著時間的延長,漂白時間對漂后漿白度的影響降低。H2O2用量與時間的交互作用顯著。
時間與溫度對桑枝SCMP漿漂白白度的影響見圖11。由圖11可知,隨著漂白溫度的升高和漂白時間的延長,白度等高線由密變疏,表明溫度和時間對漂后漿白度的影響由強變弱。在圖示時間范圍內,控制溫度不變,增加漂白時間,很難提高漂后漿白度;在相同的漂白時間下,升高溫度,漂后漿白度迅速增加,但隨著溫度的升高其對白度的影響減弱。故考慮到設備要求、生產效率等可適當縮短漂白時間并升高漂白溫度。
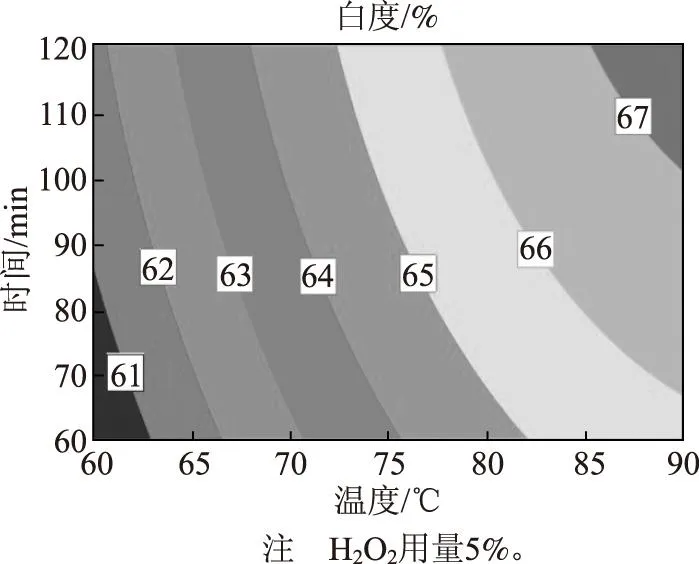
圖11 時間與溫度對桑枝SCMP漿漂白白度的影響
2.4 桑枝SCMP漿最優漂白工藝
圖12為MODDE軟件對桑枝SCMP漿漂白工藝的優化和預測示意圖,一般都希望漂后漿白度值盡可能高,故選擇優化標準為最大值,目標白度是70%,結合單因素實驗非顯著性影響因子實驗結果可得桑枝SCMP漿的最佳漂白工藝:溫度90℃,時間104 min,H2O2用量8%,堿比0.7,Na2SiO3用量3%,MgSO4用量0.10%,漿濃15%。在該最佳工藝下進行漂白,驗證實驗所得紙漿白度值為71.3%,該值在預測范圍內且接近預測值。

圖12 漂白工藝優化和預測示意圖
3 結 論
3.1 通過單因素實驗初步探討了H2O2用量、堿比、Na2SiO3用量、MgSO4用量、溫度、時間和漿濃7個因素對桑枝SCMP漿H2O2漂白工藝的影響,獲得較優的桑枝SCMP漿漂白工藝為:H2O2用量6%,堿比0.7,Na2SiO3用量3%,MgSO4用量0.10%,溫度80℃,時間105 min,漿濃15%。
3.2 運用MODDE軟件中Plackett-Burman實驗設計方案對H2O2用量、堿比等7個因素進行實驗設計,對實驗結果進行顯著性方差分析,得出影響桑枝SCMP漿H2O2漂白的顯著因素為H2O2用量、溫度和時間。
3.3 MODDE軟件RSM設計并分析,得出該數學模型的R2值為0.991,Q2值為0.915,模型有效性和再現性值分別為0.743和0.989。實驗結果與數學模型具有很好的一致性,且具有很好的有效性和再現性。
H2O2用量、溫度和時間都對紙漿白度影響顯著,其中溫度對桑枝SCMP漿H2O2漂白的影響最顯著,H2O2用量次之,時間對H2O2漂白的影響最小。
實驗結果的回歸分析可得桑枝SCMP漿H2O2漂白白度Y與各顯著影響因素X之間的預測關系式:
3.4 單因素實驗結合MODDE軟件實驗設計與優化所得最佳漂白工藝為:溫度90℃,時間104 min,H2O2用量8%,堿比0.7,Na2SiO3用量3%,MgSO4用量0.10%,漿濃15%。最佳漂白工藝所得紙漿白度值為71.3%。
[1] Wang jian. Studyonthe new pulpingand bleaching technologyand its mechanismof cotton stalks[D]. Guangzhou: South China University of Technology, 2006.
王 鍵. 棉稈制漿漂白新工藝及其機理的研究[D]. 廣州: 華南理工大學, 2006.
[2] CAO Zhen-lei. Review of the China’s Paper Industry and Market Ourlook[J]. China Pulp & Paper, 2003, 22(1): 51.
曹振雷. 中國造紙工業綜述和發展前景[J]. 中國造紙, 2003, 22(1): 51.
[3] Wu Yangyu, Kong Baoqing, Wei Lifen. A study on the technology of pulping and papermaking of mulberry stalk[J]. Journal of Northwest Institute of Light Industry, 1999, 17(2): 85.
吳養育, 孔寶青, 魏麗芬. 桑枝制漿造紙工藝研究[J]. 西北輕工業學院學報, 1999, 17(2): 85.
[4] Hu Jianmin, Shen Kuizhong, Fang Guigan, et al. The influences of different pretreatment on the peroxide bleaching of mulberry chemimechanical pulpa[J]. Paper Science & Technology, 2009, 28(4): 16.
胡劍民, 沈葵忠, 房桂干, 等. 桑枝化機漿不同預處理條件對漂白性能影響的研究[J]. 造紙科學與技術, 2009, 28(4): 16.
[5] TANG Jie-bin, CHEN Ke-fu, XU Jun, et al. Oxygen Delignification and Bleaching of Mulberry Branches Kraft Pulp[J]. China Pulp & Paper, 2010, 29(11): 9.
唐杰斌, 陳克復, 徐 峻, 等. 桑枝硫酸鹽漿的氧脫木素及其后續漂白研究[J]. 中國造紙, 2010, 29(11): 9.
[6] ZHAO Gui-ling, WEN Feng, ZHAO Chen, et al. Optimization of Mmulberry Stalk SCMP Process Using Response Surface Methodology[J]. China Pulp & Paper, 2014, 33(7): 26.
趙桂玲, 文 鳳, 趙 晨, 等. 響應面分析法優化桑枝SCMP制漿工藝[J]. 中國造紙, 2014, 33(7): 26.
[7] Zhao Guiling. Study on pulping technology and papermaking performance of mulberry stalk SCMP[D]. Nanning: Guangxi University, 2014.
趙桂玲. 桑枝SCMP制漿工藝以及抄紙性能研究[D]. 南寧: 廣西大學, 2014.
[8] Gierer J. Basic Principles of bleaching. Part 1: Cationic and radical processes[J]. Holzforschung, 1990, 44(5): 387.
[9] G Strunk W. Factors affecting hydrogen peroxide bleaching for high-brightness TMP[J]. Pulp & Paper, 1980, 54(6): 156.
[10] Shen kuizhong, Deng Yongjun, Li Ping, et al. Peroxide bleaching properties of CTMP from Acacia mangium[J]. China Pulp & Paper Industry, 2001, 22(11): 18.
沈葵忠, 鄧擁軍, 李 萍, 等. 馬占相思CTMP過氧化氫漂白性能研究[J]. 中華紙業, 2001, 22(11): 18.
[11] Liang Fangmin. Pulping technology and bleaching mechanism of neosinocalamus affins chemimechanical pulps[D]. Beijing: Chinese Academy of Forestry Sciences, 2011.
梁芳敏. 慈竹化機漿工藝技術及漂白機理的研究[D]. 北京: 中國林業科學研究院, 2011.
[12] SHEN Kui-zhong, FANG Gui-gan, CHU Fu-xiang, et al. Roles of Magnesium Sulfate, DTPA and Silicate in Hydrogen Peroxide Bleaching of Chemimechanical Pulps[J]. China Pulp & Paper, 2008, 27(7): 6.
沈葵忠, 房桂干, 儲富祥, 等. 機械漿H2O2漂白中MgSO4、DTPA和Na2SiO3的作用[J]. 中國造紙, 2008, 27(7): 6.
[13] Muralidhar R V, Chirumamila R R, Marchant R, et al. A response surface approach for the comparison of lipase production by Candida cylindracea using two different carbon sources[J]. Biochemical Engineering Journal, 2001, 9(1): 17.
[14] Li Zhihua. Optimization of fermentation medium of strainCorynebacteriumglutamicumCN1021based on Plackett-Burman and response surface method[J]. China Brewing, 2014, 33(2):23.
李志華. 基于PB試驗和響應面分析法對谷氨酸棒桿菌CN1021發酵培養基優化[J]. 中國釀造, 2014, 33(2): 23.
[15] Li Bingyun, Zhan Huaiyu, Liang Chen, et al. Analysis on hydrogen peroxide bleaching of bambusa chung II SCMP by MODDE[J]. China Pulp & Paper Industry, 2009, 30(16): 39.
李兵云, 詹懷宇, 梁 辰, 等. 粉丹竹SCMP高濃過氧化氫漂白結果MODDE軟件分析[J]. 中華紙業, 2009,30(16): 39.
[16] Eriksson L, Johansson E, Kettaneh-Wold N, et al. Design of experiments, principles and applications[M]. Stockholm: Umetrics Academy, 2000.
[17] GUO San-chuan, ZHAN Huai-yu, Jiri Basta, et al. Study on Kraft Pulping of Eucalyptus by Using MODDE Statistical Software[J]. China Pulp & Paper, 2007, 26(4): 8.

(責任編輯:馬 忻)
Optimization of Mulberry Stalk SCMP Hydrogen Peroxide Bleaching Process
HU Ling-yu CUI Fu-lin WANG Huan LIANG Xiao-lian QIN Rui ZHANG Xia-ming LUO Lian-xin*
(LightIndustryandFoodEngineeringInstitute,GuangxiUniversity,Nanning,GuangxiZhuangAutonomousRegion, 530004)
This paper investigated the effect of seven factors (bleaching agent, alkali dosage, bleaching temperature, etc) on mulberry stalk SCMP hydrogen peroxide bleaching through single factor experiment, and evaluated the significances of these seven factors with Plackett-Burman in MODDE. The most significant factors obtained were reaction temperature, time and the amount of hydrogen peroxide. The three main factors and their respective four levels were carried out. The experiment designed and analyzed based on by RSM in MODDE. Finally the optimal bleaching process was obtained as follows: reaction temperature 90℃, reaction time 104 min, pulp consistancy 15%, the alkali ratio and the dosages of H2O2, Na2SiO3, MgSO4were 0.7, 8%, 0.3% and 0.10%, respectively.
mulberry stalk SCMP; hydrogen peroxide bleaching; MODDE
胡玲玉女士,在讀碩士研究生;主要研究方向:清潔化制漿造紙新技術與污染控制。
(廣西大學輕工與食品工程學院,廣西南寧,530004)
TS745
A
10.11980/j.issn.0254- 508X.2016.01.004
2015- 09- 06(修改稿)
廣西大學“大學生創新創業訓練項目”資助項目。

*通信作者:駱蓮新女士,E-mail:lxluo919@hotmail.com。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38