固封極柱生產(chǎn)工藝
2016-02-26 18:55:23李冬勝孫中航李旭培
科技視界 2016年3期
關(guān)鍵詞:工藝
李冬勝 孫中航 李旭培


【摘 要】本文主要闡述了12kV固封極柱生產(chǎn)工藝過(guò)程,其中包括模具安裝、零部件準(zhǔn)備、混合料準(zhǔn)備、注射成型、后處理、裝配、檢驗(yàn)等,重點(diǎn)描述了零部件準(zhǔn)備、混合料準(zhǔn)備、注射成型。
【關(guān)鍵詞】固封極柱;環(huán)氧樹(shù)脂;APG;工藝
【Abstract】This paper mainly expounds the process of the production of 12kV Embedded Pole. Which including mould installation, parts preparation, mixture preparation, injection molding, after curing, assembly, inspection ,etc. Focus on parts preparation, mixture preparation, injection molding.
【Key words】Embedded Pole; Epoxy resin; APG; Technology
0 引言
在中壓領(lǐng)域,特別在12kV電壓級(jí),真空斷路器已成為主流產(chǎn)品,真空斷路器的極柱絕緣經(jīng)歷了空氣絕緣—復(fù)合絕緣—固封絕緣。第三代絕緣也就是固封極柱,它是通過(guò)APG工藝將真空滅弧室及導(dǎo)電端子等零件用環(huán)氧樹(shù)脂固化連結(jié)成一體的集成式極柱,由于真空滅弧室被包封在環(huán)氧樹(shù)脂之中,幾乎不受外界污穢、潮氣等的不良影響。另外環(huán)氧樹(shù)脂不僅作為滅弧室的主絕緣,而且又是滅弧室的機(jī)械支撐,電場(chǎng)分布優(yōu)于傳統(tǒng)裝配式的極柱,結(jié)構(gòu)零件數(shù)量減少,導(dǎo)電回路可靠性增高,其應(yīng)用日趨廣泛。
1 12kV固封極柱生產(chǎn)工藝概述
固封極柱主要由真空滅弧室、上出線座、下出線座、散熱片、絕緣拉桿、固定嵌件、環(huán)氧樹(shù)脂層組成,固封極柱生產(chǎn)工藝流程圖圖1。
2 模具安裝
1)模具對(duì)于采用APG工藝生產(chǎn)的固封極柱質(zhì)量十分重要,尤其是外觀質(zhì)量,適合環(huán)氧樹(shù)脂APG工藝的模具,要求模具腔體密封性好,模腔的光潔度高,脫模方便,進(jìn)料口在模具的側(cè)下部,模具上部留有排氣槽。
2)模具的安裝順序一般為下抽芯、靜模、動(dòng)模、上抽芯,模具安裝時(shí)需注意觀察動(dòng)、靜模定位銷和上、下抽芯定位銷,確保定位銷在于定位孔的中心。閉合動(dòng)靜模及上、下抽芯并加壓至模具保壓狀態(tài),用塞尺檢查模具的合模縫,防止?jié)沧r(shí)由于縫隙大漏料。
3 零部件準(zhǔn)備
1)清洗真空滅弧室、上出線座、下出線座、嵌件等需嵌入環(huán)氧樹(shù)脂的零部件在澆注前要用酒精進(jìn)行清洗,除掉零部件表面的油污及灰塵。
2)單極裝配,單極裝配是真空滅弧室與上、下出線座等零部件的裝配體,因在APG澆注時(shí)單級(jí)裝配要裝入較精密的APG模具中,所以對(duì)單極裝配的精度提出了較高的要求,要求上、下出線座端面要保持平行,上、下出線座中心距保持誤差較小。所以單極裝配的裝配過(guò)程必須在定位工裝上進(jìn)行。
3)零部件預(yù)熱,在預(yù)熱模具的同時(shí),將嵌件及單極裝配放在烤箱內(nèi)預(yù)熱,預(yù)熱時(shí)間2小時(shí)左右,使單極裝配及嵌件預(yù)熱的溫度與模具溫度接近。
4)真空滅弧室表面涂粘接劑,為確保澆注時(shí)真空滅弧室表面硅膠層與環(huán)氧樹(shù)脂緊密結(jié)合,單極裝配裝模前需在真空滅弧室表面的硅膠層上均勻涂抹一層粘接劑。
4 混合料準(zhǔn)備
1)APG工藝對(duì)環(huán)氧樹(shù)脂混合料提出了比真空澆注材料更高的技術(shù)要求,即室溫下穩(wěn)定,高溫下反應(yīng)活性高,能迅速凝膠化,固化周期短,抗開(kāi)裂性能和沖擊性能好,對(duì)機(jī)械和電氣應(yīng)力具有很高的抵抗強(qiáng)度[1]。固封極柱內(nèi)部機(jī)構(gòu)較為復(fù)雜,嵌件較大,使該產(chǎn)品對(duì)材料的抗開(kāi)裂性能要求高,由于產(chǎn)品成型過(guò)程中會(huì)受到外界環(huán)境等不確定因素的影響,要求材料的工藝性能良好,具有較寬的適用范圍,以降低溫度、濕度、震動(dòng)等不確定因素的影響程度。適用于固封極柱的APG澆注環(huán)氧樹(shù)脂材料體系性能指標(biāo)見(jiàn)表1。
2)在進(jìn)行APG澆注前需進(jìn)行環(huán)氧樹(shù)脂混合料的配制,環(huán)氧樹(shù)脂混合料的配制是指將環(huán)氧樹(shù)脂、固化劑、填料、色粉混合均勻、徹底脫氣的過(guò)程,采用攪拌混料裝置進(jìn)行混合料攪拌抽真空2個(gè)小時(shí)左右,真空度達(dá)到200Pa以下。
5 注射成型
1)APG技術(shù)即環(huán)氧樹(shù)脂自動(dòng)壓力凝膠成型技術(shù)(The Automatic Pressure Gelation),主要應(yīng)用于生產(chǎn)中高壓環(huán)氧樹(shù)脂絕緣制品。其特點(diǎn)為可將環(huán)氧樹(shù)脂絕緣制品的生產(chǎn)周期從傳統(tǒng)真空澆注所需的十幾個(gè)小時(shí)縮短到十幾分鐘,并較好地控制放熱效應(yīng),有利于補(bǔ)償因固化反應(yīng)而引起的收縮,且具有極好的尺寸穩(wěn)定性和很高的機(jī)械強(qiáng)度等優(yōu)點(diǎn)。固封極柱具有形狀復(fù)雜、壁薄、多方位抽芯的結(jié)構(gòu)特點(diǎn),更適合采用APG技術(shù)生產(chǎn)[2]。
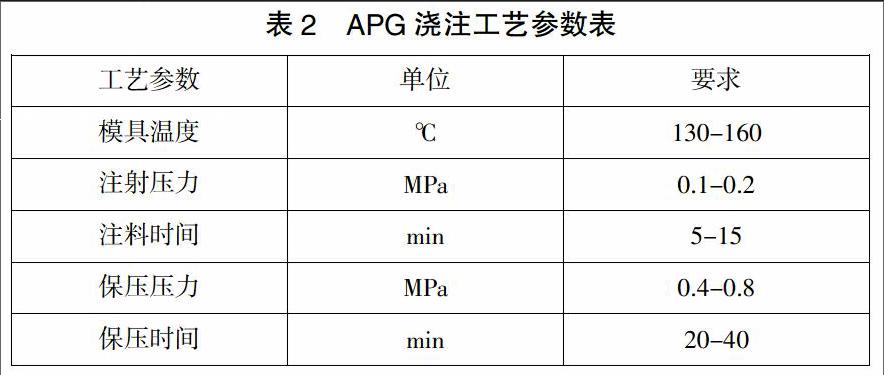
2)適用于固封極柱的APG澆注工藝參數(shù)見(jiàn)表2。
3)脫模后的固封極柱需進(jìn)行拆卸模具配件、修補(bǔ)、清理等工作,為避免剛脫模的固封極柱在室溫中停留時(shí)間過(guò)長(zhǎng),需盡快將固封極柱放入固化爐中進(jìn)行后固化。
6 后處理
1)打磨注料口和氣泡孔修補(bǔ)部位,打磨后的產(chǎn)品注料口和氣泡孔修補(bǔ)部位要求平整,打磨時(shí)注意不要傷到注料口附近的位置。
2)產(chǎn)品表面處理,先用布擦拭去除表面雜物、粉塵等,再用沾有光亮劑的布擦拭打磨區(qū)域。
3)絕緣拉桿、散熱片裝配,絕緣拉桿的擰緊扭矩參考真空滅弧室廠家的推薦扭矩,一般為35-60N·M。散熱片裝配時(shí)依據(jù)螺栓的大小,擰緊扭矩一般為20-35N·M。
7 檢驗(yàn)
1)外觀檢查,表面應(yīng)光滑、平整,不得有毛刺、氣孔、開(kāi)裂、尖角、機(jī)械損傷等缺陷。
2)尺寸應(yīng)符合圖紙要求。
3)螺紋孔檢查,檢查上、下出線座和底部嵌件上的螺紋孔是否可以順利將螺栓擰到底,如果不能順利將螺栓擰到底,需對(duì)螺紋孔進(jìn)行處理。
4)用探傷儀器探測(cè)內(nèi)部有無(wú)氣孔、雜質(zhì)、裂痕。
5)工頻耐壓試驗(yàn)合格。
6)局部放電試驗(yàn),不大于5pC。
7)自閉力、反力檢查合格。
8)回路電阻檢查合格。
【參考文獻(xiàn)】
[1]徐向前.環(huán)氧樹(shù)脂壓力注射成型(APG)推廣應(yīng)用[J].華通技術(shù),1998(4):19-22,27.
[2]旁鳴崴.APG技術(shù)現(xiàn)狀及工藝裝備[C]//全國(guó)環(huán)氧樹(shù)脂澆注與APG工藝技術(shù)研討會(huì),2004:15-31.
[責(zé)任編輯:王楠]
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52