鋁型材氧化電泳固化后表面豎向黑色流痕原因分析
2016-02-26 03:12:50王起義黎向宇韋仕純
電鍍與精飾 2016年1期
王起義, 黎向宇, 梁 嘉, 李 劍, 韋仕純, 陳 超
(南南鋁工程有限責任公司,廣西 南寧 530031)
?
鋁型材氧化電泳固化后表面豎向黑色流痕原因分析
王起義,黎向宇,梁嘉,李劍,韋仕純,陳超
(南南鋁工程有限責任公司,廣西 南寧530031)
摘要:鋁型材在陽極氧化和電泳固化后,表面出現豎向黑色流痕,影響了產品質量。在生產實踐的基礎上,通過對比試驗、膜厚檢測和pH測試等手段,分析豎向黑色流痕產生的原因,得出該豎向黑色流痕是由于在燙洗后、電泳前,陽極梁上滴落的氧化液使型材表面自上而下污染,引起電泳漆異常沉積,經固化烤焦所致。
關鍵詞:鋁型材; 陽極氧化; 電泳; 豎向黑色流痕
Study on the Formation Cause of Vertical Black Flow Mark
on the Aluminum Profile Surface after Oxidation
Electrophoresis Curing Treatment
WANG Qiyi, LI Xiangyu, LIANG Jia, LI Jian, WEI Shichun, CHEN Chao
(Alnan aluminum Construction Co.,Ltd,Nanning 530031,China)
Abstract:Vertical black flow mark appearing on the surface of aluminum profile after anodic oxidation and electrophoresis curing treatment will affect the product quality.On the basis of production practices,the formation cause of vertical black flow mark was analyzed through contrast test,film thickness test and pH measurement.The results showed that top-down pollution of the profile surface, which caused by the dropped oxidation solution from the anode beam after scalding and before the electrophoresis process, would firstly occur. Then, this pollution would bring the anomalous deposition of electrophoresis paint and sequential scorching during curing and finnally lead to the formation of the vertical black flow mark.
Keyword: aluminum profile; anodic oxidation; electrophoresis; vertical black flow mark
引言
外觀缺陷是造成鋁型材返工從而大幅度提高成本的主要原因[1]。有些研究者開始探索型材外觀缺陷的種類、成因和對策[2],但是關于鋁型材陽極氧化電泳固化后表面豎向黑色流痕的研究甚少。2014年,某公司因鋁型材陽極氧化電泳產品出現黑色流痕而造成經濟損失153萬元。本文在生產實踐的基礎上,通過對比試驗,對造成型材表面豎向黑色流痕的原因及對策進行了探討。
1實驗方法
1.1實驗工藝
試樣采用6063鋁型材,經硫酸陽極氧化和電泳沉積獲得。陽極氧化電泳工藝流程為:除油→噴淋→堿蝕→噴淋→出光→噴淋→硫酸陽極氧化→噴淋→燙洗→丙烯酸樹脂電泳→固化。除陽極氧化為6個槽輪換生產以外,其余各槽均不輪換生產。需要說明的是,實驗期間各工藝核心參數基本保持不變。
陽極氧化工藝參數。165g/L硫酸,15g/L Al3+,θ為20℃,Ja為1A/dm2。
燙洗工藝參數。θ為70℃,pH為6,電導率為10ms/m,燙洗t為3min。
電泳工藝參數。6%固形份,pH為8.2,電導率為70ms/m,θ為20℃,橫向循環量為65m3/h。
固化工藝參數θ為180℃,t為30min。
1.2實驗方案
為了集中研究產生豎向黑色流痕的原因,在生產實踐的基礎上,制定了實驗方案,如表1所示。
表1實驗方案
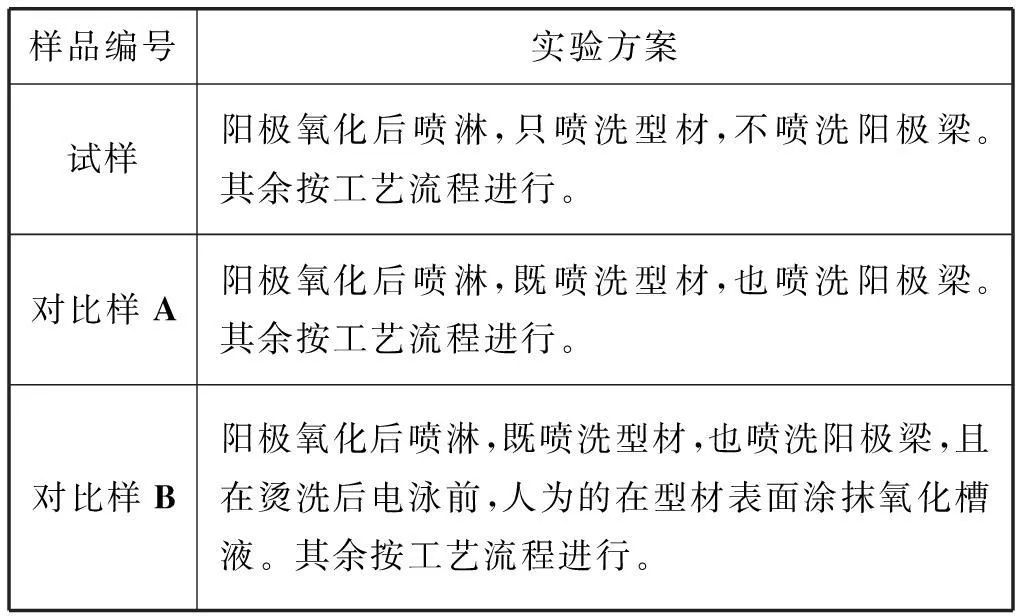
樣品編號實驗方案試樣陽極氧化后噴淋,只噴洗型材,不噴洗陽極梁。其余按工藝流程進行。對比樣A陽極氧化后噴淋,既噴洗型材,也噴洗陽極梁。其余按工藝流程進行。對比樣B陽極氧化后噴淋,既噴洗型材,也噴洗陽極梁,且在燙洗后電泳前,人為的在型材表面涂抹氧化槽液。其余按工藝流程進行。
1.3檢測
采用廣泛pH試紙檢測陽極氧化后噴淋前、氧化噴淋后和燙洗后電泳前陽極梁上滴落液的pH。
采用ED-300渦流測厚儀檢測氧化膜的厚度,及電泳復合膜的厚度。
2結果與討論
2.1氧化膜的外觀與厚度
試樣和對比樣經陽極氧化后,其表面色澤均勻,膜厚相同。試樣和對比樣氧化膜厚度測試結果列于表2,氧化膜外觀如圖1所示。
表2試樣和對比樣氧化膜厚度
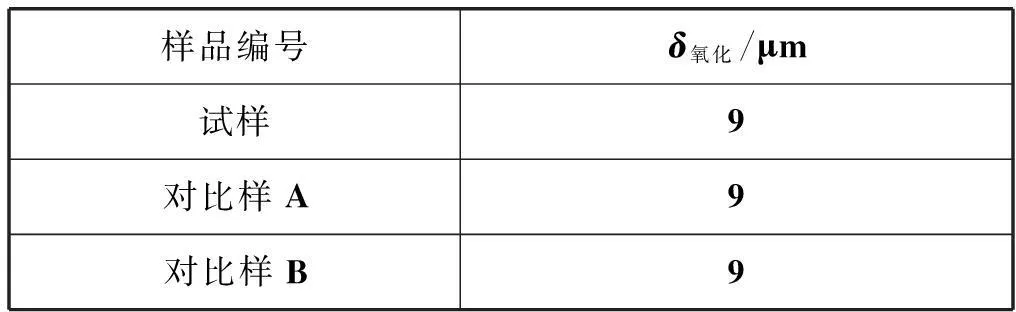
樣品編號δ氧化/μm試樣9對比樣A9對比樣B9
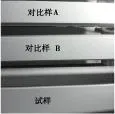
圖1 氧化膜外觀
2.2氧化后噴淋前陽極梁上滴落液的pH
采用廣泛pH試紙對氧化后噴淋前陽極梁上的滴落液的pH進行測定,測定結果列于表3。
表3氧化后噴淋前陽極梁上滴落液的pH
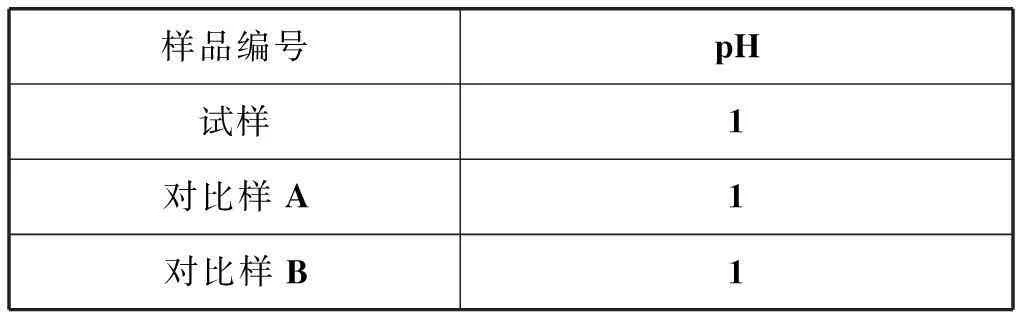
樣品編號pH試樣1對比樣A1對比樣B1
從表3可以看出,不論是試樣,還是對比樣,在氧化后噴淋前,其陽極梁上的滴落液均呈強酸性。從陽極氧化電泳生產工藝可以看出,除陽極氧化是多槽輪換生產以外,其余各槽均不輪換生產。因此可以肯定,氧化后噴淋前陽極梁上的強酸滴液,來自于氧化前一個生產周期的型材在提起和移動的過程中,帶出的氧化槽液滴落到另外氧化槽內的陽極梁上所致。
2.3氧化噴淋后陽極梁上滴落液的pH
采用廣泛pH試紙對氧化噴淋后陽極梁上滴落液的pH進行測定,測定結果列于表4。
表4氧化噴淋后陽極梁上滴落液的pH
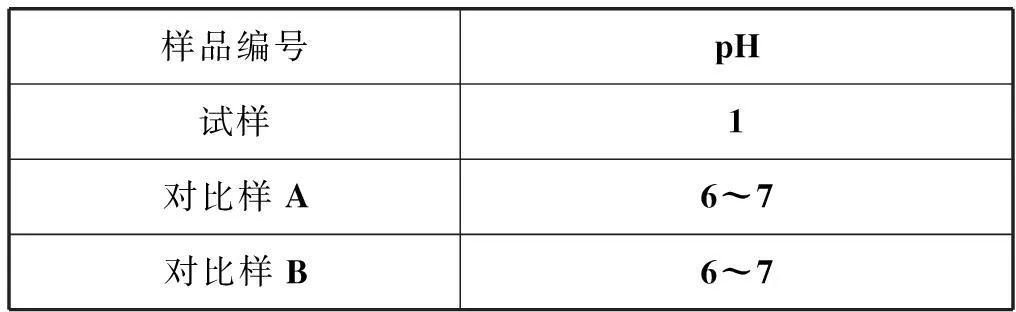
樣品編號pH試樣1對比樣A6~7對比樣B6~7
從表4可以看出,陽極氧化噴淋后,試樣陽極梁上的滴落液依然呈強酸性,但對比樣陽極梁上的滴落液呈中性。可見,氧化后噴淋如果只噴洗型材、不噴洗陽極梁,是無法有效清除陽極梁上的強酸滴落液。
2.4燙洗后電泳前陽極梁上滴落液的pH
采用廣泛pH試紙對燙洗后電泳前陽極梁上滴落液的pH進行測定,測定結果列于表5。
表5燙洗后電泳前陽極梁上滴落液的pH
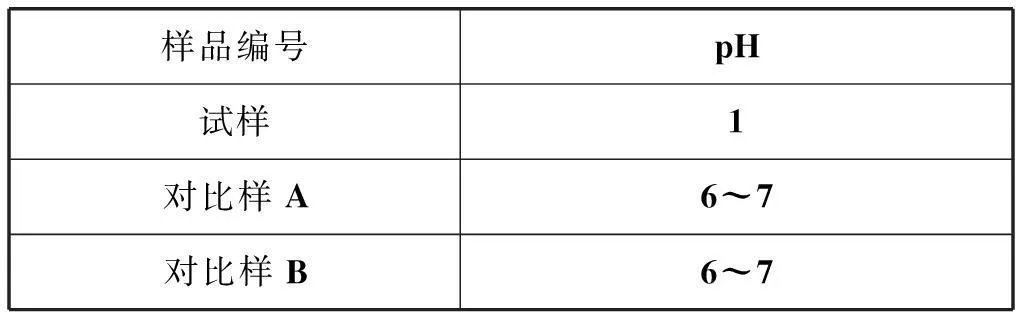
樣品編號pH試樣1對比樣A6~7對比樣B6~7
由表5可見,燙洗后電泳前,試樣陽極梁上滴落液依然呈強酸性,對比樣陽極梁上的滴落液依然呈中性。
2.5電泳后固化前電泳漆膜的外觀
電泳后固化前電泳漆膜外觀如圖2所示。由圖2可以看出,電泳后固化前,試樣表面出現白色豎向流痕,對比樣B在燙洗后電泳前涂抹氧化槽液的部位也出現白色缺陷。白色缺陷較周圍正常部位以及對比樣A表面明顯凸起。
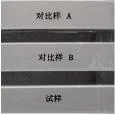
圖2 電泳后固化前電泳漆膜外觀
2.6固化后電泳復合膜的外觀和厚度
固化后電泳復合膜外觀如圖3所示。由圖3可以看出,固化后,試樣表面出現豎向黑色流痕,對比樣B在燙洗后電泳前涂抹氧化槽液的部位也出現黑色缺陷。黑色缺陷的部位較周圍正常部位凸起。對比樣A表面顏色正常,其復合膜厚與試樣和對比樣B正常部位的厚度相當,δ為18μm。
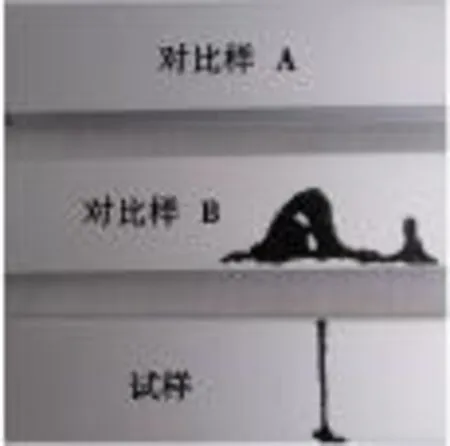
圖3 固化后電泳復合膜外觀
由以上數據和分析可知,在燙洗后、電泳前,一旦型材表面被強酸污染,污染的部位在電泳槽內會額外發生化學反應。根據我司電泳漆供貨商肇慶市彩信裝飾材料有限公司提供的產品說明書,可知該額外反應如下:
XCOONR3H→XCOO-+NR3H+
(1)
XCOO-+H+→XCOOH(不溶物)
(2)
式中,XCOONR3H為電泳槽內引入羧基的可溶性丙烯酸胺鹽,XCOOH為在強酸中H+的作用下析出的不溶物。
正是因為上述異常反應,導致被強酸污染的部位在電泳槽內電泳漆沉積過厚,經固化后烤焦所致黑色流痕。
3結論
鋁型材陽極氧化后電泳漆表面豎向黑色流痕,是由于型材在燙洗后、電泳前表面被強酸污染,導致被污染的部位在電泳槽內電泳漆沉積過厚,經固化烤焦所致。
燙洗后、電泳前污染型材表面的強酸來自于滴落在陽極梁上的陽極氧化槽液。該滴落液是由于陽極氧化采用多槽輪換生產,前一個生產周期的型材在提起和移動的過程中,其型腔內的氧化槽液滴落到其余氧化槽內的陽極梁上,并在后續生產的過程中該滴落液并未被有效去除所致。
因此,有效避免型材表面出現豎向黑色流痕的方法,是在陽極氧化后的噴淋既噴洗型材,也噴洗陽極梁,或是在氧化槽上加裝自動開合托盤,防止酸滴落到陽極梁上,但應保證氧化槽抽風的通暢,以免因氫氣積累而發生氫氣爆炸事故的發生。
參考文獻
[1]朱祖芳.提高鋁材陽極氧化質量和生產效率的途徑[J].輕合金加工技術,1996,23(11):33-37.
[2]張斌,齊東棟,黃碩,等.鋁合金零件陽極氧化表面局部發黑弊病分析[J].電鍍與精飾,2010,32(4):40-43.
收稿日期:2015-06-05修回日期: 2015-06-26
中圖分類號:TG174.451
文獻標識碼:B
doi:10.3969/j.issn.1001-3849.2016.01.007