復(fù)合材料層壓板結(jié)構(gòu)幾種常見制造偏離及其處理
2016-02-21 02:38:54樊則文FANZewen
民用飛機(jī)設(shè)計(jì)與研究 2016年4期
關(guān)鍵詞:復(fù)合材料結(jié)構(gòu)
樊則文 / FAN Zewen
(上海飛機(jī)設(shè)計(jì)研究院,上海 201210)
復(fù)合材料層壓板結(jié)構(gòu)幾種常見制造偏離及其處理
樊則文 / FAN Zewen
(上海飛機(jī)設(shè)計(jì)研究院,上海 201210)
復(fù)合材料結(jié)構(gòu)在零件制造及裝配過程中難以避免偏離的發(fā)生,工程設(shè)計(jì)人員需要對(duì)偏離情形進(jìn)行可靠而又快速的處理。列出了層壓板結(jié)構(gòu)常見的制造偏離類型,重點(diǎn)介紹了分層、孔隙率和鋪層褶皺、凹陷、制孔缺陷等偏離情形、偏離原因及工程處理方法。
復(fù)合材料;層壓板;偏離 ;工程處理;民用飛機(jī)
0 引言
由于高強(qiáng)度碳纖維制成的復(fù)合材料結(jié)構(gòu)具有比強(qiáng)度高、整體成型性好、承載效率高、連接件數(shù)量少等諸多優(yōu)勢(shì),目前已在民用飛機(jī)結(jié)構(gòu)設(shè)計(jì)中廣泛使用。多型民用飛機(jī)在翼梢小翼、活動(dòng)面、翼身整流罩、雷達(dá)罩、非氣密區(qū)艙門等次承力結(jié)構(gòu)以及尾翼、后機(jī)身等承載較大結(jié)構(gòu)甚至機(jī)身氣密區(qū)與機(jī)翼等主要承載結(jié)構(gòu)部位采用復(fù)合材料。
伴隨著復(fù)合材料在民用飛機(jī)上的大量使用,復(fù)合材料結(jié)構(gòu)在零件制造及裝配過程中不可避免地會(huì)出現(xiàn)偏離正常設(shè)計(jì)狀態(tài)的情形,工程上習(xí)慣稱之為超差,需由制造單位通過故障拒收單(Failure and Rejection Report)的形式提交設(shè)計(jì)部門處理。根據(jù)復(fù)合材料結(jié)構(gòu)的檢測(cè)方法,一般將缺陷類型分為內(nèi)部缺陷和外部缺陷。內(nèi)部缺陷通常使用超聲波、X射線等方式檢出,常見的內(nèi)部缺陷有分層(含夾雜)、孔隙率等;外部缺陷則主要通過外部檢測(cè)的手段檢出,如表面目視檢查、厚度檢查、零件輪廓度檢查和制孔質(zhì)量檢查等, 常見的外部缺陷有鋪層褶皺、凹陷、膠瘤、貧膠、富樹脂、零件翹曲、厚度超差、劃傷、制孔缺陷等。
民用飛機(jī)對(duì)復(fù)合材料結(jié)構(gòu)安全有著極為苛刻的要求,對(duì)發(fā)生偏離零件的使用限制非常嚴(yán)格;與此同時(shí)復(fù)合材料零件制造成本高昂,報(bào)廢損失較大。因此對(duì)于發(fā)生偏離零件的處理,通常比金屬結(jié)構(gòu)復(fù)雜許多。工程技術(shù)人員需要了解偏離發(fā)生的原因,評(píng)估偏離對(duì)結(jié)構(gòu)可能造成的影響以及處理措施是否能滿足結(jié)構(gòu)安全要求。本文結(jié)合國內(nèi)某型飛機(jī)試制階段零件制造及裝配制造過程中的實(shí)例,對(duì)分層、孔隙率、鋪層褶皺、凹陷、制孔缺陷等偏離及工程處理方法進(jìn)行介紹。
1 內(nèi)部缺陷
1.1 分層
分層是復(fù)合材料常見的一種內(nèi)部缺陷,層壓板一旦出現(xiàn)分層后局部剛度下降明顯,且分層區(qū)域可能發(fā)生擴(kuò)展,對(duì)結(jié)構(gòu)安全構(gòu)成潛在威脅。造成分層的原因很多,如材料污染、夾雜、脫模操作不當(dāng)、遭遇沖擊等。民用飛機(jī)復(fù)合材料零件一般允許一定面積以下的分層存在,超過此范圍則需按偏離提交工程處理。若實(shí)際分層面積大于允許分層面積,則需要采用維修的方法(如安裝緊固件)防止分層擴(kuò)展及特制件補(bǔ)強(qiáng)等進(jìn)行處理。
1.2 孔隙率
孔隙是復(fù)合材料內(nèi)部常見的微小缺陷,評(píng)價(jià)孔隙的定量指標(biāo)是孔隙率。碳纖維增強(qiáng)復(fù)合材料層壓板中孔隙率的大小對(duì)其力學(xué)性能有明顯影響。孔隙率超標(biāo)主要原因是固化過程中材料內(nèi)部的氣體未能及時(shí)排出,常常與層板厚度偏離、表面顏色異常等情形同時(shí)出現(xiàn)。
文獻(xiàn)[1-3]研究表明,孔隙的存在使得復(fù)合材料的層間剪切強(qiáng)度、拉伸/壓縮強(qiáng)度及模量等性能都不同程度下降,相對(duì)而言,孔隙率對(duì)復(fù)合材料的層間剪切強(qiáng)度影響較大,對(duì)拉伸/壓縮強(qiáng)度和模量的影響略小。文獻(xiàn)[3]提供了T300/914碳纖維環(huán)氧樹脂預(yù)浸布、纖維體積含量為58%的兩種典型鋪層相關(guān)試驗(yàn)數(shù)據(jù),詳見圖1和圖2所示,其中鋪層A為[(±45)4/(0,90)/(±45)2]S,鋪層C為[(±45)/04/(0,90)/02]S。 在民用飛機(jī)復(fù)合材料零件制造過程中,一般允許局部區(qū)域出現(xiàn)1%~2%的孔隙率,超過此范圍則需按偏離提交工程處理。強(qiáng)度評(píng)估主要考慮兩方面的影響,一是孔隙率超標(biāo)使材料的許用值下降,在工作應(yīng)變基本不發(fā)生變化的情形下,結(jié)構(gòu)的強(qiáng)度裕度下降;二是孔隙率超標(biāo)會(huì)降低層板的彈性模量,導(dǎo)致層板穩(wěn)定性、壓損等強(qiáng)度性能下降。
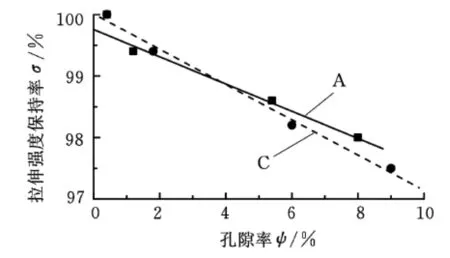
圖1 拉伸強(qiáng)度隨孔隙率變化[3]
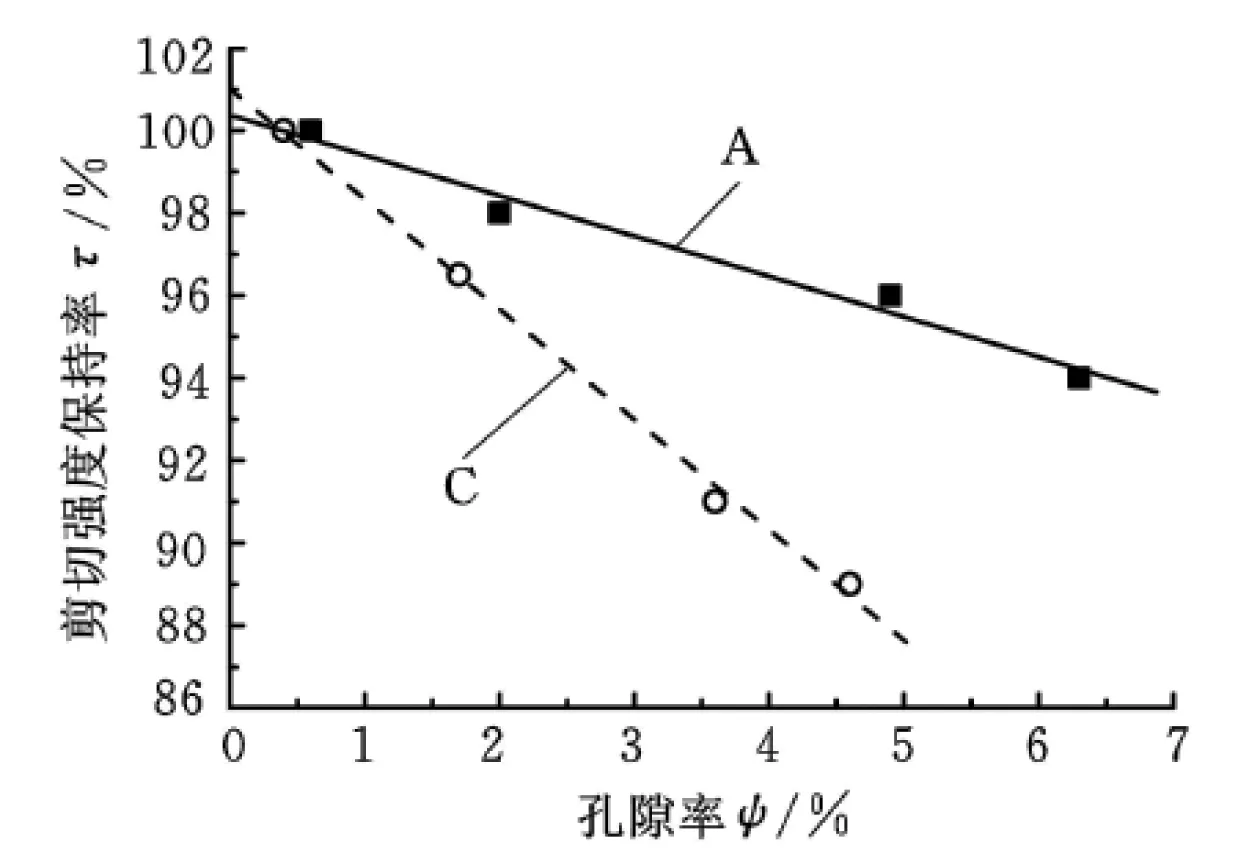
圖2 剪切強(qiáng)度隨孔隙率變化[3]
2 外部缺陷
2.1 鋪層褶皺
鋪層褶皺是復(fù)合材料常見的外部缺陷,通常在模具對(duì)接位置出現(xiàn),由模具對(duì)接縫間隙控制不當(dāng)造成。
圖3和圖4分別為某加筋壁板試制件鋪層褶皺外部視圖和剖切放大圖。圖3所示的鋪層褶皺高度為0.3mm,由圖4可以看出表面2層織物明顯彎曲,第3層單向帶也略微彎曲,第4層及以下鋪層未彎曲,發(fā)生彎曲的表面3層材料總厚度為0.63mm。

圖3 某加筋壁板纖維褶皺外部視圖

圖4 纖維褶皺區(qū)域剖切局部放大圖
鋪層褶皺對(duì)層壓板的壓縮承載能力影響巨大,文獻(xiàn)[4]給出了某碳纖維/環(huán)氧樹脂層壓板壓縮承載能力隨鋪層褶皺程度變化的曲線。圖5為典型纖維褶皺示意圖。圖6為鋪層褶皺對(duì)壓縮承載能力的影響。由圖6可以看出,凸起高度為蒙皮厚度20%時(shí),層壓板承載能力下降了65%。
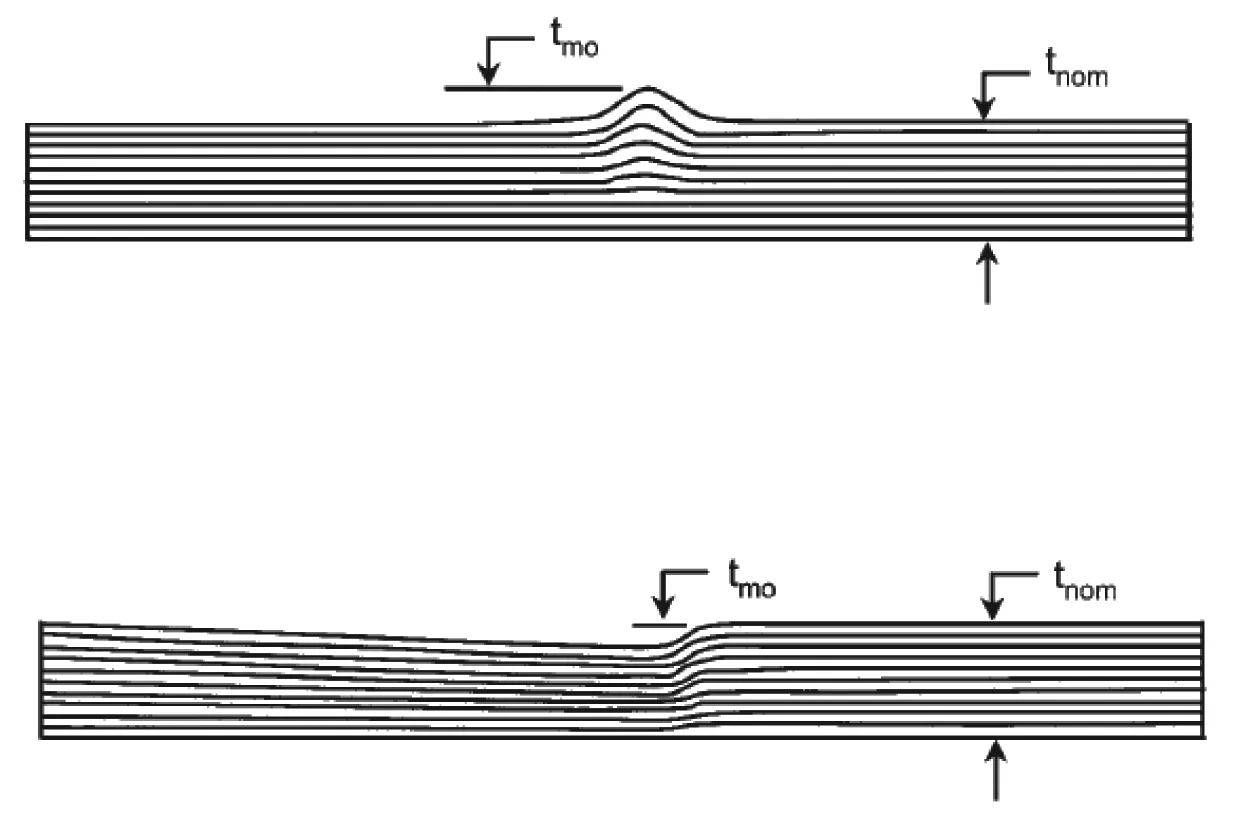
圖5 典型纖維褶皺示意圖
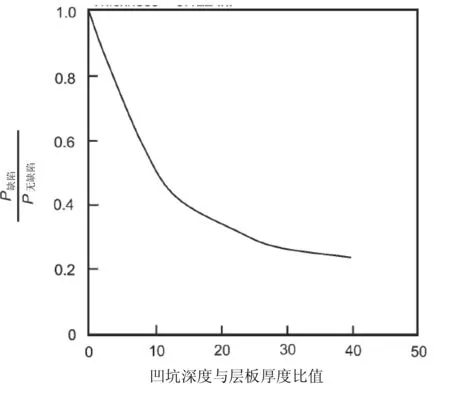
圖6 鋪層褶皺對(duì)壓縮承載能力的影響[4]
復(fù)合材料零件鋪層褶皺的工程處理,首先需對(duì)結(jié)構(gòu)的剩余強(qiáng)度進(jìn)行評(píng)估,主要考慮壓縮強(qiáng)度,如穩(wěn)定性、壓損及應(yīng)變失效等。若剩余強(qiáng)度能夠滿足結(jié)構(gòu)安全要求,則可以原樣使用,否則需采用修理的辦法進(jìn)行補(bǔ)強(qiáng)或者報(bào)廢。
2.2 凹陷
表面凹陷也是一種常見的缺陷,凹陷的起因主要有兩種,一是零件在固化過程中受到意外擠壓;二是固化后受到外部沖擊。第一類凹陷容易在缺陷位置出現(xiàn)樹脂不均勻的跡象,一般纖維沒有損傷,也不會(huì)出現(xiàn)分層,但局部區(qū)域可能會(huì)出現(xiàn)纖維彎曲;第二類凹陷則往往伴隨著纖維損傷和較大面積的分層。
兩種類型凹陷的工程處理方法差異較大,第一類凹陷主要考慮纖維彎曲對(duì)結(jié)構(gòu)承載能力的影響,強(qiáng)度評(píng)估方法可參考鋪層褶皺的評(píng)估方法;第二類凹陷則需要根據(jù)凹陷面積、凹陷深度、無損檢測(cè)情況等進(jìn)行綜合評(píng)估。若損傷情況能夠被BVID沖擊損傷覆蓋,則可酌情允許繼續(xù)使用,否則需要采用修理的方法進(jìn)行補(bǔ)強(qiáng)或者報(bào)廢。需要強(qiáng)調(diào)的是若損傷情況不能被BVID沖擊損傷覆蓋,即使剩余強(qiáng)度裕度大于零,也不能原樣使用,理由是復(fù)合材料結(jié)構(gòu)積木式試驗(yàn)不會(huì)對(duì)超出BVID以上的損傷按“疲勞載荷下?lián)p傷無擴(kuò)展或不發(fā)生有害擴(kuò)展、極限載荷下結(jié)構(gòu)不發(fā)生破壞”的要求進(jìn)行驗(yàn)證。
2.3 制孔缺陷
民用飛機(jī)復(fù)合材料結(jié)構(gòu)存在大量的緊固件連接,由于復(fù)合材料制孔較難且精度要求高,工人在操作時(shí)容易發(fā)生各種錯(cuò)誤,比較常見的有位置偏離、孔徑超差、锪窩過深等。
制孔位置偏離往往會(huì)導(dǎo)致緊固件釘邊距/端距和釘間距不足。設(shè)計(jì)原則一般要求的釘邊距和端距為不小于2.5d+1mm,釘間距為4d~6d,其中d為緊固件直徑。通常復(fù)合材料連接處的設(shè)計(jì)失效模式為釘孔擠壓,若出現(xiàn)釘邊距/端距或釘間距不足的問題,釘孔擠壓許用應(yīng)力可能下降,連接處的失效模式也可能發(fā)生變化。圖7給出了復(fù)合材料連接在面內(nèi)載荷作用下典型的失效模式,除釘孔擠壓破壞外,還有剪切破壞、拉伸破壞、劈裂-拉伸破壞等。文獻(xiàn)[5]介紹了這幾種失效模式的強(qiáng)度計(jì)算方法,文獻(xiàn)[6]則將緊固件邊距/端距與連接處的承載能力和失效模式關(guān)聯(lián)起來,便于工程處理,詳見圖8所示。
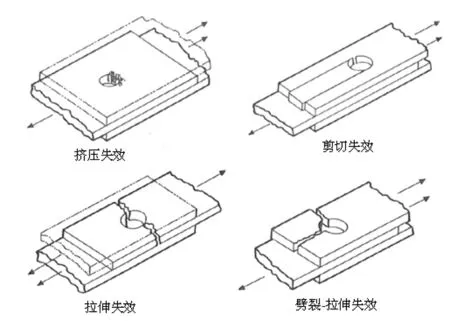
圖7 復(fù)合材料連接常見失效模式
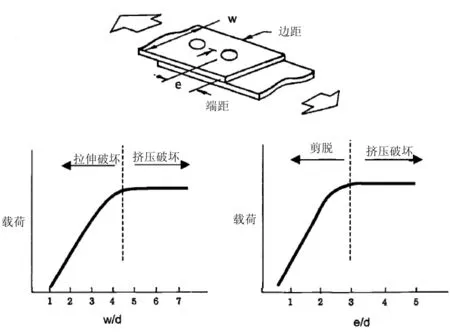
圖8 復(fù)合材料連接的承載能力及失效模式與釘邊距/端距對(duì)應(yīng)關(guān)系
孔徑超差(包括橢圓孔)也是常見的制孔缺陷,對(duì)于孔徑超差的工程處理,一般是更換緊固件使之與超差孔徑相匹配。若孔徑過大或者缺乏與之匹配的緊固件,則此釘不安裝或者在周圍重新布置緊固件。上述處理措施可能會(huì)造成局部載荷重新分配、釘邊距/端距和釘間距不足、殘留空孔(復(fù)合材料零件一般不要求堵孔)等情形,強(qiáng)度評(píng)估時(shí)都應(yīng)予以考慮。局部載荷重新分配以及直徑大于6mm空孔的強(qiáng)度評(píng)估往往通過細(xì)化有限元模型分析來完成。
锪窩過深在制孔缺陷中也較為常見。锪窩過深發(fā)生在緊固件埋頭一側(cè)的零件上,工程處理主要對(duì)擠壓強(qiáng)度和拉脫強(qiáng)度進(jìn)行受影響評(píng)估。對(duì)于擠壓強(qiáng)度,一方面锪窩過深可能導(dǎo)致釘孔擠壓許用應(yīng)力下降,另一方面局部厚度減薄會(huì)導(dǎo)致釘孔擠壓工作應(yīng)力提高;對(duì)于拉脫強(qiáng)度,則主要考慮局部厚度減薄使得拉脫許用載荷下降。
3 結(jié)論
本文介紹了分層、孔隙率等內(nèi)部缺陷和鋪層褶皺、凹陷和制孔缺陷等外部缺陷的偏離情形、偏離原因及工程處理方法。近期國內(nèi)民用飛機(jī)復(fù)合材料應(yīng)用發(fā)展極為迅速,應(yīng)盡快通過理論分析與試驗(yàn)驗(yàn)證相結(jié)合的方法,建立標(biāo)準(zhǔn)化、可靠、易于實(shí)施的偏離處理規(guī)范。
[1] K.J.Bowles, S.Frimponq. Void Effects on the Interlaminar Shear Strength of Unidirectional Graphite-Fiber-Reinforced Composites[J].Journal of Composite Materials, 1992, 26(10):1487-1509.
[2] 朱洪艷.孔隙對(duì)碳/環(huán)氧復(fù)合材料層壓板性能的影響與評(píng)價(jià)研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2010:44-69.
[3] 張阿櫻,張東興,等.碳纖維/環(huán)氧樹脂層壓板孔隙率及力學(xué)性能的試驗(yàn)表征[J].玻璃鋼/復(fù)合材料,2011(1):24-28.
[4] F.C. Campbell. Structural Composite Materials[M]. 2010:398-399.
[5] Michael C.Y Niu. Composite Aircraft Structures[M]. 1992:289-293.
[6] Alan Baker, Stuart Dutton, Donald Kelly.Composite Material for Aircraft Structures[M].Second Edition, 2004: 338-340.
DOI: 10.19416/j.cnki.1674-9804.2016.04.023
Some General Out-of-tolerance and the Engineering Treatment for Laminated Composite Structures
(Shanghai Aircraft Design and Research Institute, Shanghai 201210, China)
The out-of-tolerance for composite structures is hardly to be avoided during manufacture and assembly. The engineers should give a correct and timely engineering treatment when the failure and rejection report are submitted. Some general out-of-tolerance for laminated composite structures is list in this paper. The delamination, porosity, fiber distortion, depression and incorrect drilling holes , the reason and the engineering treatment method of discrepancies are introduced.
composite; laminated structures; out-of-tolerance; engineering treatment; civil airplane
10.19416/j.cnki.1674-9804.2016.04.017
V222
A
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
