阻燃浸漬處理工藝對桉木單板載藥率的影響研究
2016-02-18 05:55:49陳志林
桉樹科技 2016年1期
陳志林,胡 拉
?
阻燃浸漬處理工藝對桉木單板載藥率的影響研究
陳志林,胡 拉
(中國林業科學研究院木材工業研究所,北京 100091)
本文研究了桉木單板阻燃浸漬處理過程中單板厚度、單板含水率及浸漬條件等因素對載藥率的影響。結果表明:處理液濃度、浸漬時間和處理液溫度與單板載藥率呈顯著正相關性;隨著單板厚度和含水率的增加,單板載藥率呈減小趨勢;正交試驗優選出的最佳浸漬工藝條件為處理液濃度30%、浸漬時間12 h、處理液溫度70℃,且處理液濃度對單板載藥率的影響最大。綜合考慮,建議在實際生產中通過改變處理液濃度來調整單板載藥率。
桉木單板;載藥率;浸漬條件;處理液濃度
進入21世紀以來,桉樹()人工林成為我國膠合板生產的重要原料之一[1-3]。隨著市場競爭的加劇及產品使用需求的提高,阻燃膠合板等功能型產品成為提高產品附加值、提升行業競爭力和促進產業轉型升級的重要途徑之一[4]。因此,桉木阻燃膠合板的開發和應用,不僅能豐富阻燃膠合板的原料,還有利于提升桉木膠合板產業的競爭力[5]。現有研究表明,利用常規膠合板生產工藝可制備物理力學性能符合國家標準要求、阻燃性能優良的阻燃桉木膠合板[5-6]。阻燃桉木膠合板的靜曲強度、彈性模量以及阻燃性能均優于阻燃楊木膠合板[7]。然而,目前關于桉木阻燃膠合板生產工藝優化的報道很少,僅對桉木膠合板用FR-2型阻燃劑進行了篩選[8]。
單板浸漬處理的阻燃方式,雖然增加了單板處理及二次干燥工序,但阻燃效果好,處理工藝也較為簡單,是目前國內市場中阻燃膠合板生產中常用的阻燃處理方式。載藥率是衡量單板浸漬效果的重要指標,受到單板性質及浸漬工藝等因素的影響[9]。桉木單板由于密度較大、抽提物含量較多,因而對阻燃處理液的滲透性較差。本文研究了預處理溫度、處理液濃度、處理液溫度、浸漬時間、單板厚度和單板含水率等因素對單板載藥率的影響,為阻燃桉木膠合板生產中的單板浸漬處理工藝提供參考。
1 材料與方法
1.1 試驗材料
尾巨桉(×)單板,含水率8% ~ 12%,由廣西上思華夏豐林木業有限公司提供;PNB-1阻燃劑,由磷酸二氫銨(MAP)、磷酸氫二銨(DAP)及硼酸復配而成,試驗室配制。
1.2 試驗方法
1.2.1 單因素試驗
將桉木單板(厚度2.31 mm)裁剪成50 mm × 50 mm規格幅面,氣干1周。依據表1的各組處理條件分別進行單因素試驗。根據試驗要求對部分單板進行熱水預處理,處理后單板氣干1周。利用阻燃劑PNB-1進行浸漬處理,試驗過程中將浸漬箱置于恒溫水浴槽中調整至處理液溫度。浸漬時將單板分別垂直置于溶液中浸漬,每組條件處理10張單板。浸漬結束后氣干24 h,用烘箱于103℃烘至絕干。依據以下公式(1)分別計算單板載藥率。
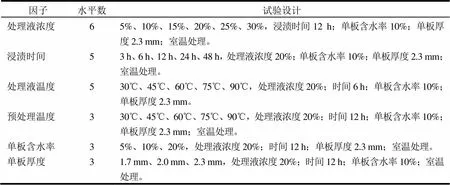
表1 單板浸漬處理試驗設計

式中:
——單板載藥率,%;
1——浸漬前單板質量,g;
2——處理后單板質量,g;
1——浸漬前單板含水率,%;
2——處理后單板含水率,%。
1.2.2 正交試驗
將桉木單板(厚度2.31 mm)裁剪成200 mm × 200 mm規格幅面,氣干1周。根據單因素試驗結果的分析選取處理液濃度、浸漬時間和處理液溫度3個重要因子,每個因子選擇3個水平(表2),選用L9(34)正交表進行正交試驗。利用阻燃劑PNB-1進行浸漬處理,試驗過程中將浸漬箱置于恒溫水浴槽中調整處理液溫度。浸漬時將單板分別垂直置于溶液中浸漬,每組條件處理5張單板。浸漬結束后氣干1周,分別計算單板載藥率。
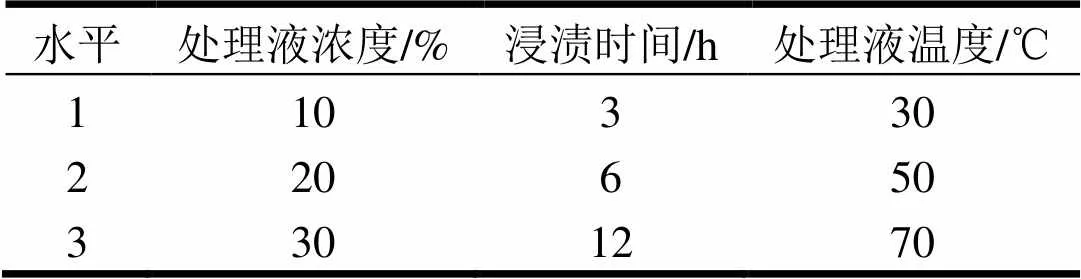
表2 浸漬處理的因子水平表
2 結果與分析
2.1 浸漬工藝對單板載藥率的影響
單因素試驗結果表明(圖1),隨著處理液濃度、浸漬時間和處理液溫度的增加,單板載藥率明顯增大;而隨著單板厚度和含水率的增加,單板載藥率呈減小趨勢;預處理溫度高低對單板載藥率沒有表現出顯著的影響。為了改善桉木單板的滲透性,提高單板載藥率,應重點控制處理液濃度、浸漬時間和處理液溫度3個因素。其中處理液溫度對單板載藥率的作用尤為明顯,當處理液溫度在60~ 75℃時,平均載藥率能達到12%左右。而溫度升至90℃時,單板載藥率超過了18%。

圖1 不同浸漬工藝條件對單板載藥率的影響
2.2 重要工藝因子影響顯著性比較
根據正交試驗所得數據,進行直觀分析(表3)。由極差大小可知,因子影響單板載藥率的主次順序為處理液濃度>處理液溫度>浸漬時間。由k值可選出最優方案為處理液濃度30%、浸漬時間12 h、處理液溫度70℃。該組條件下單板載藥率最高,達到13.47%。
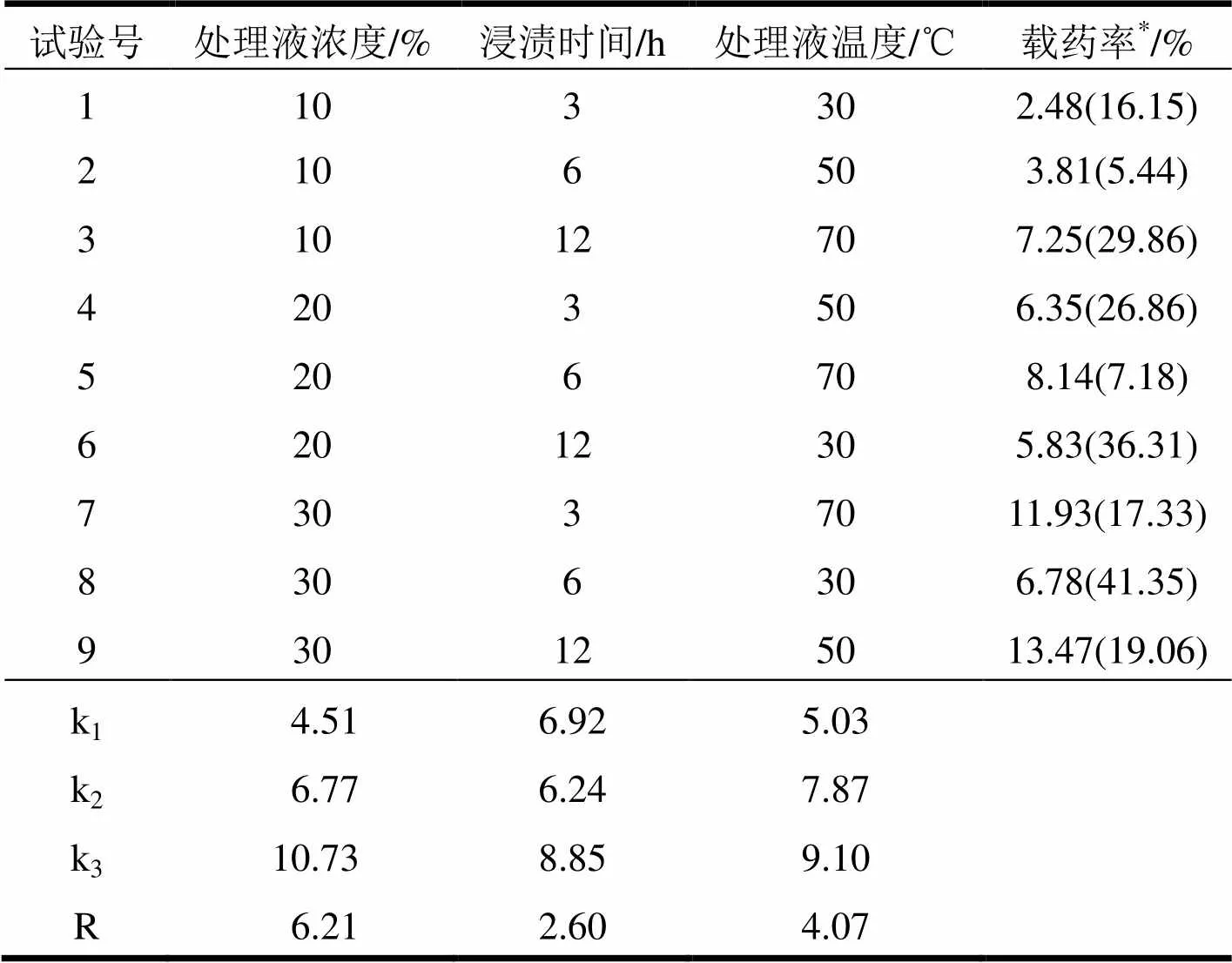
表3 正交試驗直觀分析
*注:括號內數據為變異系數。
進一步對數據進行方差分析(表4)可知,處理液濃度對單板載藥率有顯著影響(<0.05),處理液濃度和處理液溫度對單板載藥率均有顯著影響(<0.01);浸漬時間對單板載藥率無顯著影響。表明在試驗中的水平范圍內,影響單板載藥率的因子主次順序為處理液濃度>處理液溫度>浸漬時間,這與極差分析結果一致。試驗中發現,溫度在70℃時,處理液中有刺激性氣體溢出,推測為磷酸銨鹽在較高溫度下分解產生的氨氣。后續進一步試驗發現,當PNB-1溶液溫度升至約60℃時,開始有刺激性氣體產生,因此建議處理液溫度不宜超過60℃。
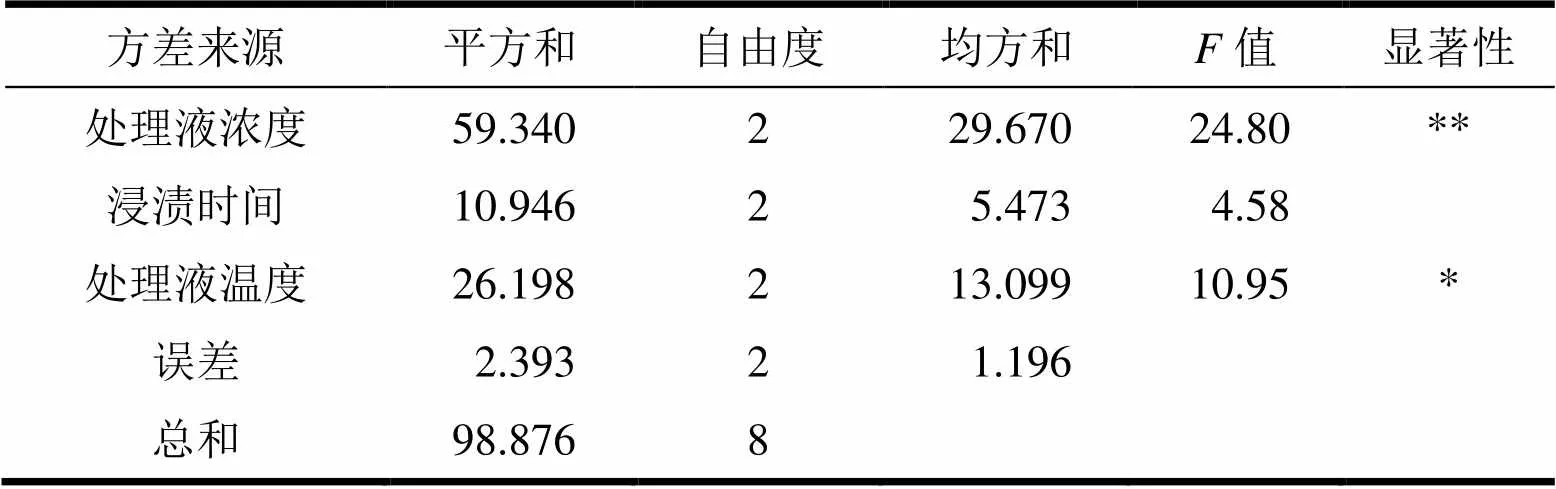
表4 正交試驗方差分析
注:0.05(2,2)=19.00,0.10(2,2)=9.00。
3 小結與討論
在纖維飽和點以內,單板含水率的增加會延緩桉木單板對阻燃劑的吸收,但影響較小,在實際生產中可以不予重點考慮。另外,對單板進行預處理可將單板載藥率由室溫下的4% ~ 6%提高至8% ~ 10%。然而,預處理溫度的升高并不能明顯增加單板載藥率,表明熱水預處理對單板吸收阻燃劑的促進作用有限,同時此方法實際操作時較為復雜,因此不建議用于改善桉木單板的滲透性。
處理液濃度、浸漬時間和處理液溫度與單板載藥率均呈顯著正相關性,這與阻燃浸漬處理楊木單板的研究結果一致[9]。為了提高桉木單板載藥率,應該重點控制這3個因素。正交試驗中,因子影響單板載藥率的主次順序為處理液濃度>處理液溫度>浸漬時間。處理液溫度過高時會釋放氨氣,因此實際生產中以60℃為宜。浸漬時間在溫度超過30℃時對單板載藥率無顯著影響,考慮生產效率,建議選定為3 h。處理液濃度是影響單板載藥率的最重要因子,同時也容易調整,在實際生產過程中可用來控制單板載藥率。
[1] 陳天全,毛秋芳,揭昌亮,等.我國膠合板發展情況與產量統計芻議[J].中國人造板,2013,20(8):5?8.
[2] 余養倫,任丁華,周月,等.尾葉桉單板膠合性能的初步研究[J].林產工業,2006,33(4):20?23.
[3] 姚利宏,王喜明,費本華,等.膠合工藝對桉/楊Ⅰ類膠合板膠合強度的影響[J].木材工業,2008,22(6):34?36.
[4] 吳盛富,翁甫金,馬英剛.我國膠合板產業的發展建議[J].木材工業,2016,30(2):44?47.
[5] 胡拉,陳志林,詹滿軍.阻燃桉樹膠合板的初步研究[J]. 桉樹科技,2011,28(2):10?15.
[6] Hu L,Chen Z,Fu F,et al. Investigation of factory fire retardant treatment ofplywood[J].Forest Products Journal,2015,65(7):320?326.
[7] 胡拉,陳志林,傅峰.桉木與楊木阻燃膠合板性能對比研究[J].木材工業,2015,29(3):43?46.
[8] 陳志林,胡拉.磷氮硼復合阻燃劑處理桉樹膠合板的性能評價[J].木材工業,2013,27(3):38?41.
[9] 顧波,余麗萍,李光沛.BL-環保阻燃劑在單板上載藥量影響因素的初步研究[J].林業機械與木工設備,2006,34 (12):10?13.
Study on the Effects of Impregnating Processes on Fire Retardant Loading ofVeneers
CHEN Zhi-lin, HU La
(,,100091,)
The effects of veneer thickness, moisture content (MC) of veneer and impregnating processes on the fire retardant loading for veneers ofspecies were investigated. The results indicated that solution concentration, impregnation time and solution temperature had a significant positive correlation with fire retardant loading of veneers, while the loading decreased with the increase of both thickness and moisture content (MC) of veneers. An orthogonal experiment conducted showed the optimal group to consist of using a solution concentration of 30%, an impregnation time of 12 h and a solution temperature of 70oC. The factor with the biggest influence on fire retardant loading of veneers proved to be the solution concentration. It is suggested that solution concentration could be used to adjust the fire retardant loading of veneers..
veneer; fire retardant loading; impregnating process; solution concentration
TS653.3
A
林業公益性行業科研專項“桉樹膠合板產業技術升級關鍵技術”(201104003-02)
陳志林(1964—),男,博士,研究員,主要從事阻燃木質材料的研究
猜你喜歡
中國現代醫藥雜志(2024年1期)2024-02-27 02:03:04
體育風尚(2023年24期)2024-01-26 05:59:00
上海醫藥(2023年19期)2023-10-25 03:00:38
體育風尚(2023年17期)2023-10-17 13:18:36
漳州職業技術學院學報(2019年1期)2019-11-16 08:45:58
冰雪運動(2019年3期)2019-08-23 08:10:32
國際木業(2016年4期)2017-01-15 13:54:25
國際木業(2016年11期)2016-12-21 03:12:56
中國防癆雜志(2015年10期)2015-01-21 20:47:02
中國質量與標準導報(2014年12期)2014-02-28 22:26:41