激光熔覆技術在氟化預反應器主軸套上的應用
2016-02-14 11:25:30翁子清魏春華夏德明葉延壽鄒芹芹
化工生產與技術 2016年3期
關鍵詞:裂紋
翁子清,魏春華,夏德明,葉延壽,鄒芹芹
(1.浙江巨化裝備制造有限公司;2.浙江晉巨化工有限公司:浙江 衢州 324004)
激光熔覆技術在氟化預反應器主軸套上的應用
翁子清1,魏春華1,夏德明1,葉延壽2,鄒芹芹2
(1.浙江巨化裝備制造有限公司;2.浙江晉巨化工有限公司:浙江 衢州 324004)
針對某氟化工預反應器主軸軸套經常磨損、軸套涂層易脫落等問題,采用激光熔覆的方法制備了耐磨的合金軸套。對軸套涂層進行了物相結構和微觀組織分析,并對軸套使用效果進行了考察評價。結果表明,激光熔覆制備的合金軸套硬度達HB560以上,涂層中含有完整的WC顆粒,提高了合金軸套的耐磨性,使用后涂層與基體冶金結合不再脫落。
激光熔覆;軸套;耐磨涂層;結合強度
軸套在工作中因長期承受交變應力,搖臂和牽引連接軸產生摩擦,故要求軸套具有高強度、高耐磨性[1]。尤其是在轉軸耐磨性稍差或造價偏高的情況下,易磨損部位加裝軸套極為必要[2]。在軸套表面制備耐磨涂層采用的技術有離子注入、等離子氮化、化學物理氣相沉積、電鍍、熱噴涂等方法。某氟化工預反應器主軸也是靠軸套起保護作用,該軸套之前采用的是電鍍或者熱噴涂的方法制備而得。但電鍍的處理工藝主要缺點是涂層不致密、結合強度低鍍層易剝落,熱噴涂涂層也存在著結合強度低的問題。因此,在軸套拆裝過程或者使用過程中很容易引起涂層的剝落,造成軸套報廢,并影響了連續生產。
激光熔覆是改善金屬表面性能的有效手段之一,近年來得到了迅速發展[3-5]。激光熔覆技術指的是在基材表面添加熔覆材料,并利用高能密度的激光束使之與基材表面薄層一起熔凝的方法,在基層表面形成與其為冶金結合的添料熔覆層。因其是局部表層的快速熔凝,對基體的熱影響小、熱變形量小、結合強度高,可明顯改善材料的表面性能而受到重視。通過激光熔覆技術制備了預反應器主軸軸套,并對激光熔覆層的微觀組織和性能進行了研究和測試。
1 實驗部分
1.1 原料與設備
選擇尺寸為φ100 mm×15 mm的42CrMo為基材,激光熔覆前基材表面利用砂紙去除表面氧化層并用酒精清洗。粉末采用球形鑄造WC粉末(粒徑45~109 μm,圖1)和自制霧化球形粉末FeH55(粒徑45~109 μm),按照質量比1:4在V型混粉器中進行混料2 h處理。實驗用的42CrMo基體和FeH55粉末化學成分見表1。
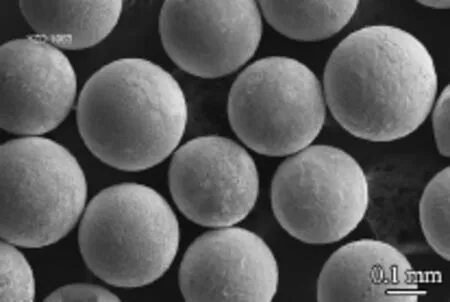
圖1 實驗用的球形WC粉末形貌Fig 1 The spherical morphology of the test WC powder
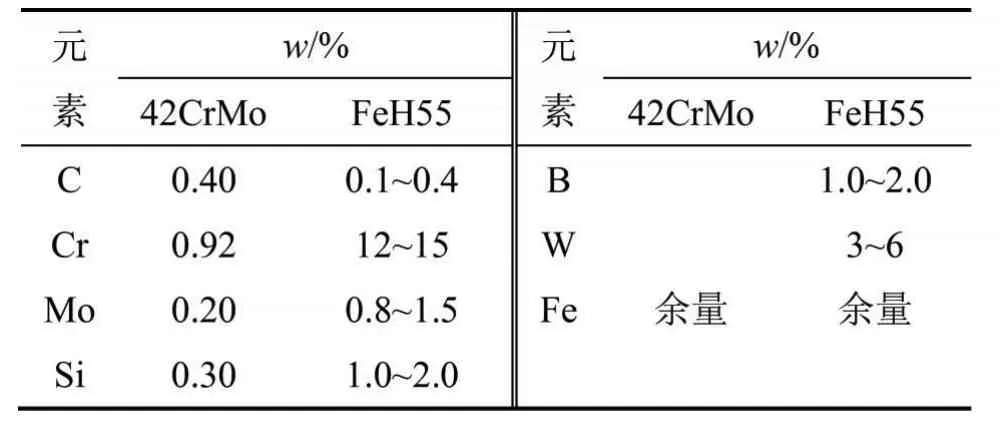
表1 實驗基體和粉末化學成分Tab 1 Chemical composition of the test substrate and powder
實驗采用大功率半導體激光表面改性系統。該系統包括半導體直接輸出激光器、6軸自由移動機械手臂、高精度送粉器及側向送粉噴嘴、以及與機械手臂聯動的旋轉平臺。實驗先在42CrMo板上進行單道和多道激光熔覆實驗,熔覆的方式為側向同步送粉,送粉氣和保護氣分別為N2和Ar。激光熔覆實驗的參數為:激光功率2.5 kW,掃描速度4mm/s,光斑直徑12 mm×2.5 mm,送粉率25 g/min,搭接率為1/3。
激光熔覆完成后,將平板試樣上的激光熔覆涂層進行著色滲透探傷觀察是否存在表面宏觀裂紋,并沿試樣的橫截面截取試樣,經鑲嵌、打磨、拋光,腐蝕后利用4XC型光學顯微鏡(OM)來觀察熔覆層內部微裂紋及熔覆的組織形貌。用JSM-5610型掃描電子顯微鏡(SEM)對涂層微觀組織做進一步觀察分析,并用SEM自帶的能譜分析儀(EDS)對不同選區的微觀結構進行成分分析。相結構分析采用X’Pert PRO型X射線衍射儀(XRD)、Cu靶、kα射線(λ= 0.154 056 nm),測試掃描速度為1(°)/min,角度10~120°。將上述平板試樣用磨床磨平,按照GB/T 230.3-2012進行試樣的制備,用HR-150A型洛氏硬度計測量涂層的硬度[6]。
1.2 軸套制作流程
軸套制作流程主要包括:軸套加工夾具設計→軸套毛坯粗加工→表面清洗→基體預熱處理→激光熔覆→涂層表面著色滲透探傷→軸套內外孔精加工→硬度檢測→后續安裝調試。
設計的軸套粗加工毛坯尺寸及實驗制作的軸套成品尺寸如圖2所示。
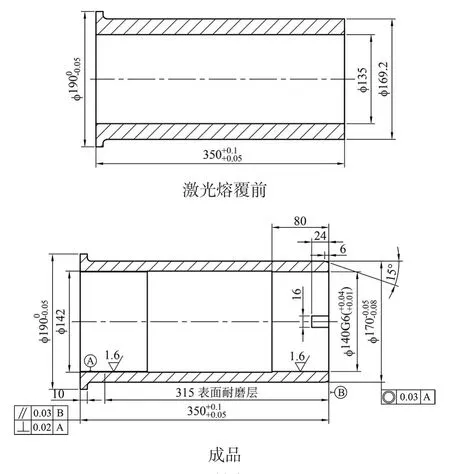
圖2 軸套尺寸Fig 2 The size of sleeve
內孔直徑留有5 mm的加工余量,外圓粗車成φ169.2 mm,在此表面進行單層多道激光熔覆,熔覆的粉末材料、設備、激光熔覆參數均同上述平板上實驗時一致。激光熔覆完成后對軸套表面進行著色探傷處理,無氣孔、裂紋缺陷則按照圖3進行金加工完成軸套的制作。
2 結果與討論
2.1 熔覆層宏觀形貌
在42CrMo基體上激光熔覆制作的試板和合金耐磨軸套的宏觀形貌分別如圖3所示。
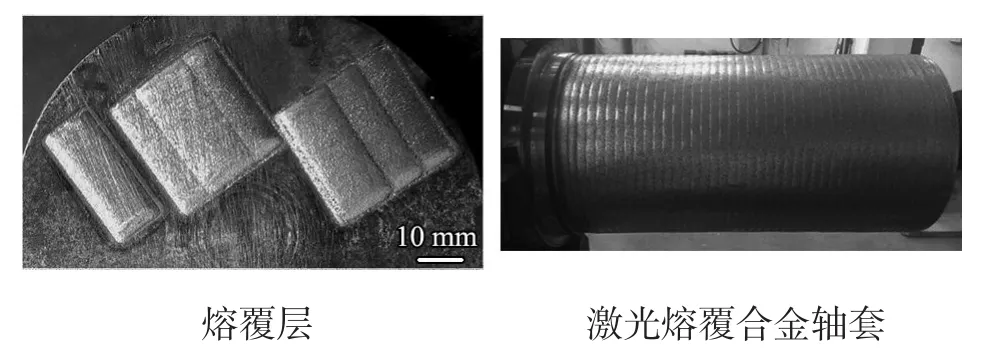
圖3 熔覆層和激光熔覆合金軸套宏觀形貌Fig 3 Macro morphology of cladding layers and laser cladding alloy sleeves
由圖3可知,熔覆層表面光潔平整、呈現亮白的金屬色,經探傷劑檢測熔覆層表面均無宏觀裂紋。
2.2 熔覆層物相分析
圖4所示為FeH55+WC熔覆層的X射線衍射(XRD)圖譜。
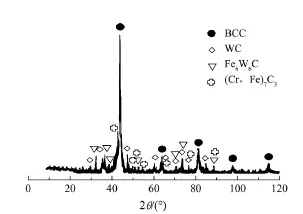
圖4 FeH55+WC熔覆層的XRDFig 4 XRD spectrum of FeH55+WC cladding layer
由圖4可知,相主要由體心立方固溶體(BCC)及非原位生成的碳化物顆粒增強相WC及原位生成的Fe6W6C、(Cr,Fe)7C3等相組成。在凝固過程中,外加的增強相WC顆粒,從液相中析出的初生碳化物Fe6W6C、(Cr,Fe)7C3成為涂層的主要增強相,母相主要為類馬氏體(α-Fe)結構的BCC固溶體結構。經物相分析涂層中未檢測到明顯的W2C相鋒,由此可知,制備的FeH55+WC熔覆層中WC并未發生2WC?W2C+C的分解反應,可能的原因有:1)在激光熔覆的快速加熱(升溫速度可達105~106℃/s)和冷卻中抑制了WC的分解;2)FeH55母材合理的設計有利于抑制WC的分解。
2.3 涂層的微觀組織
使用光學顯微鏡對熔覆層組織進行初步觀察,熔覆層的微觀組織形貌如圖5所示,經金相觀察熔覆層無微觀裂紋存在。
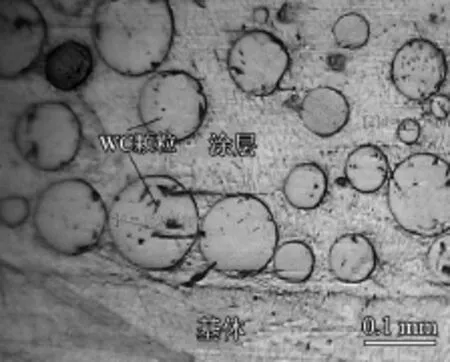
圖5 激光熔覆涂層顯微組織(OM)Fig 5 The optical microstructure of laser cladding coating
由圖5可知,熔覆過程中WC顆粒完好地保存在涂層內部。文獻[7]指出,激光熔覆復合層和基體熱膨脹系數存在較大差異,在熱應力和工作應力下,界面和復合層中極易產生裂紋。增強相(WC等)的偏聚進一步加劇了裂紋問題。實際應用中,裂紋問題已經成了激光熔覆制備表層復合耐磨高硬度材料的瓶頸問題。
本實驗激光熔覆制備的FeH55+20%WC復合涂層未出現裂紋,且成功地制作了耐磨合金軸套。筆者認為涂層不開裂的原因有以下幾點:
1)合適的粉末選材。現在激光熔覆合金粉末基本上是沿用熱噴焊用的自熔性合金粉末,但激光熔覆與熱噴焊對所用合金粉末性能要求存在較大的差距,激光熔覆時熔覆層容易產生裂紋,熔覆層硬度要求高時這種現象特別明顯,如果為了提高硬度或耐磨性能而在自熔性合金粉末中加入金屬陶瓷顆粒,則陶瓷相與熔覆合金及基材的熱物性參數相差大,界面容易存在不良反應,更促進了裂紋的產生[8]。采用自制的FeH55粉末,調整粉末中的Si、B含量,加入Cr、Mo、W元素,一方面提高了涂層的硬度和耐磨性,另外涂層中含有Cr、Mo、Fe元素與42CrMo基體材料滿足成分接近原則,W元素也有利于與WC的結合。其次,選擇的WC為球狀WC,加入比例較低只有質量分數20%,且為粒徑45~109 μm的粗顆粒WC,粗顆粒碳化鎢具有較高的斷裂韌性[9]。而文獻報道中采用的WC外形呈針狀、片狀等不規則形態,不規則的WC顆粒表面裸露的尖角,在激光熔覆過程中易碎裂或產生應力集中而易形成裂紋[10-12]。球狀WC激光熔覆過程表面不易形成應力集中,另外涂層中的大部分WC顆粒四周臨近的作用力是對稱的,各個方向的力彼此消除。
2)激光熔覆制備軸套前對基體進行了預熱處理,這有利于抑制熔覆層裂紋的產生。
3)激光熔覆過程的參數優化,熔覆過程進行了可靠的氣氛保護,一定程度上也抑制了裂紋的產生。
使用SEM對熔覆層組織進行進一步觀察分析,圖6為激光熔覆FeH55+WC合金涂層中部的掃描電鏡形貌。
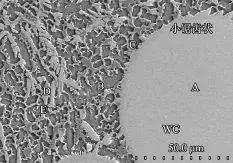
圖6 激光熔覆涂層的SEM照片Fig 6 SEM photograph of laser cladding layer
由圖6可知,WC顆粒的表面有極其明顯的被溶解的痕跡,說明了WC顆粒與基體FeH55潤濕良好。WC顆粒表面呈現細小的鋸齒狀,這也提高了WC顆粒與基體FeH55的結合強度。對涂層中不同區域的組織進行EDS能譜分析,結果見表2所示。
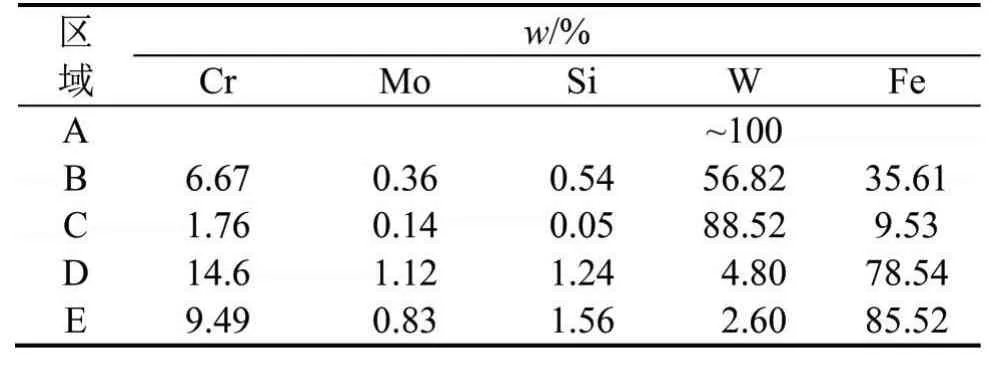
表2 FeH55+WC涂層不同區域能譜分析Tab2 SpectrumanalysisofFeH55+WCcoatingindifferentregions
由表2可知,WC顆粒中間(區域A)和邊緣處(區域C)成分有所區別,可知在激光熔覆過程中WC顆粒表面發生了熔化、分解并與FeH55粘結母材發生了材料的互擴散現象。比較區域C、D和區域B、E之間的成分,相差較大,D、E間的化學組分更為接近FeH55粉體材料的成分。由此可知球形的大顆粒WC顆粒在激光熔覆過程中對粘結母材成分影響較小。也就是說在激光熔覆過程中選用球形的大顆粒WC,避免了由于WC分解成W、C元素進入熔池中過多地形成脆性相而影響涂層開裂。
2.4 硬度測試
用洛式硬度計測試平板試樣的硬度和用便攜式里氏硬度計測量激光熔覆磨削完成后的軸套表面硬度,測試結果如表3所示。
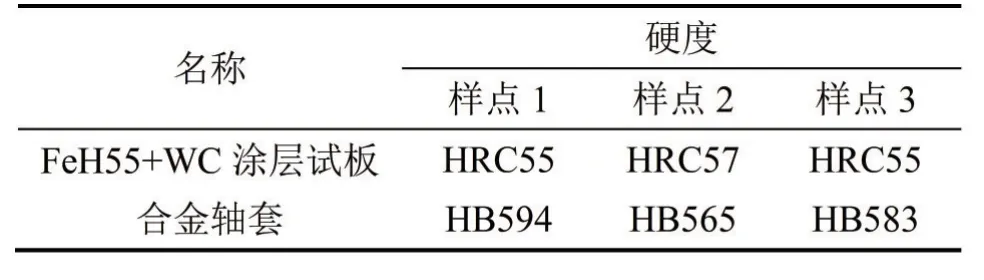
表3 硬度測試結果Tab 3 The hardness test results
由表3可知,激光熔覆FeH55+WC層的試板及制作的耐磨合金軸套表面均具有較高的硬度。在一定的范圍內,材料的硬度越高,耐磨性越好,故常將硬度作為衡量材料耐磨性的重要指標之一。另外,激光熔覆合金層內含有WC顆粒,WC的硬度與金剛石相近,耐磨性優異,因此也將增加軸套的耐磨性。
2.5 軸套使用情況
按照圖3尺寸制備的合金軸套用在氟化工領域的預反應器驅動器驅動主軸上,連續運行近1年,使用狀況穩定。相比采用電鍍制備的合金軸套,激光熔覆制備的軸套,耐磨層厚度增加、耐磨性提高、與基體的結合強度增加,從而提高了化工設備的連續運行時間和安全穩定性。
3 結論
1)激光熔覆制備的FeH55+WC涂層組織主要為體心立方固溶體(BCC)分布著原位自生的復合碳化物及外加的球形WC,WC表面微熔化呈現鋸齒狀與母材基體熔合良好。
2)采用FeH55+WC粉末激光熔覆制備的合金軸套表面硬度達HB560以上,且涂層表面與42CrMo基體呈冶金結合,不剝落。
3)激光熔覆制備的耐磨合金軸套用在氟化工領域的預反應器驅動器驅動主軸上,提高了耐磨性,并使設備安全穩定運行。
[1]劉凱,陸興龍,路良良.采煤機再制造軸套實施方案[J].工業技術,2013(30):101.
[2]張子忠.微電機結構工藝學[M].哈爾濱:哈爾濱工業大學出版社,1997.
[3]劉建弟,張述泉,王華明.激光熔覆WC顆粒增強復合涂層的組織及耐磨性[J].中國有色金屬學報,2012,22(9):2600-2606.
[4]Yang X Y,Peng X,Ch En J.Effect of a small increase in the Ni content on the properties of a laser surface clad Fe-based alloy[J].Applied Surface Science,2007,253(9):4420-4426.
[5]斯松華,袁曉敏,何宜柱,等.激光熔覆鎳基金屬陶瓷涂層的組織和性能研究[J].中國激光,2002,A29(8):759-762.
[6]GB/T 230.3-2012金屬材料洛氏硬度試驗第3部分:標準硬度塊(A、B、C、D、E、F、G、H、K、N、T標尺)的標定[S].
[7]趙敏海,劉愛國,郭面煥.WC顆粒增強耐磨材料的研究現狀[J].焊接,2006(11)26-29.
[8]李勝,曾曉雁,胡乾午.激光熔覆專用鐵基合金特點分析及設計思路評述[J].中國表面工程,2007,20(4):11-15.
[9]陳獻廷.硬質合金使用手冊[M].北京:冶金工業出版社, 1986.
[10]李祖來,蔣業華,周榮,等.WC/鐵基表面復合材料的熱疲勞裂紋形成過程[J].復合材料學報,2008,25(2):21-24.
[11]馮志揚,李祖來,山泉,等.WC顆粒增強鋼(鐵)基表層復合材料的熱疲勞特性[J].特種鑄造及有色合金,2015,35 (8):859-862.
[12]鄧剛,宋延沛,王文焱.WC顆粒增強鐵基梯度功能復合耐磨材料研究[J].熱加工工藝,2005(5):14-16.
TQ052.5
ADOI10.3969/j.issn.1006-6829.2016.03.006
2016-03-07;
2016-03-20
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38