基于UG螺旋槽絲錐溝槽銑刀設計
2016-01-27 13:00:29陜西關中工具制造有限公司鳳翔721400王建衛孫承志王彥超徐有倉
金屬加工(冷加工) 2015年1期
關鍵詞:溝槽
■陜西關中工具制造有限公司 (鳳翔 721400) 王建衛 孫承志 王 歆 王彥超 徐有倉
基于UG螺旋槽絲錐溝槽銑刀設計
■陜西關中工具制造有限公司 (鳳翔 721400) 王建衛 孫承志 王 歆 王彥超 徐有倉
摘要:本文介紹了運用UG技術進行加工絲錐螺旋槽成形銑刀廓形的設計原理和步驟,準確地做出銑刀回轉面與絲錐螺旋槽的接觸線——空間曲線。利用這種方法,通過已知的螺旋槽絲錐端面槽形,創建絲錐溝槽3D 模型,依據包絡法加工原理設計出成形銑刀。
絲錐螺旋槽成形銑刀傳統設計方法是作圖法和解析法。作圖法比較直觀,但絲錐螺旋角較大時,在二維平面上尋求三維共軛點是相當困難的,費時且誤差大。解析法雖然精確但求解接觸點運算復雜。應用UG NX7.5中的建模方法,能夠準確做出成形銑刀回轉面與絲錐螺旋槽的接觸線,完成銑刀建模。
1. 設計原理
銑削加工絲錐螺旋槽時,溝槽螺旋面在切削點上與成形銑刀軸向廓形繞銑刀軸線的回轉曲面相切,其切點為接觸點。成形銑刀徑向剖面與自身回轉表面交線是一個圓,與螺旋槽表面的交線為平面曲線,圓與曲線相切,切點為接觸點,切點連線即為接觸線。將此接觸線繞銑刀軸線回轉,就可以得到刀具的回轉實體。
2. 設計方法
絲錐螺旋槽加工是以端面截形為基礎的,是決定溝槽形狀的主要尺寸和角度,如心圓直徑、刃瓣寬度和前角由它的端面輪廓線所決定。其尺寸是標注在徑向截面內的,也便于對加工后的螺旋槽進行參數檢驗。下面就以M36螺旋槽絲錐溝槽為例介紹一下成形銑刀的設計方法。
(1)創建絲錐溝槽螺旋曲面。①進入UG建模模塊,繪制草圖回轉生成f36mm、長度150mm的圓柱體。②以圓柱體端面為草圖平面繪制絲錐端面截形圖如圖1所示。容屑槽的結構采用前刀面直線段與兩段圓弧組成,并依次相切。為設計和制造銑刀方便,取兩圓弧圓心與絲錐外圓圓心共線,刃背角取90°,既有利于絲錐退出時切除“切削根”,又不至于刮傷已加工表面。槽形輪廓線參數參照螺旋槽絲錐國家標準GB 3506-1983取絲錐前角6°、刃瓣寬8.5mm、心圓直徑17.28mm 。完全約束草圖后,應用UG分析功能測得大圓弧半徑14.43mm、小圓弧半徑6.575 1mm;測得直線段部分長3.428 34mm滿足M36螺旋槽絲錐粗、細牙全齒高上為正前角的要求。③將用戶坐標WCS旋轉,使XC與溝形輪廓兩圓弧圓心連線重合。插入螺旋線,導程為3.14×36/tan30°,長度為150mm。以上一步畫的溝形輪廓線為截面線,以螺旋線為引導線,用掃掠命令生成片體。延伸片體4邊各2mm,用修剪體命令生成絲錐溝槽螺旋曲面如圖2所示。

圖1
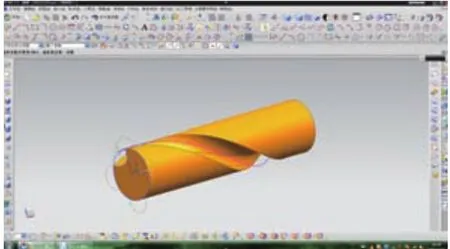
圖2
(2)絲錐螺旋槽成形銑刀廓形的建立。第一步:確定銑刀的放置位置。為保證銑刀與螺旋槽的接觸線全部在工件內及銑刀廓形兩側刃在鏟齒時法向后角基本相等,將銑刀放置在螺旋線的正上方并靠近中部的位置上。做法
如下:①創建平行于絲錐端面距離為75mm的基準平面1,找出平面1與絲錐軸線的交點1及與螺旋線的交點2。以1、2兩點創建基準軸3。②創建通過基準軸3與絲錐軸線的基準平面2,再創建基準平面3過絲錐軸線且垂直于平面2。
第二步:創建成形銑刀最大外圓處的接觸點。由絲錐端面截形圖可以看出,成形銑的最大外圓應位于通過基準軸3,且與基準平面2成30°的平面3內。對于同一個絲錐螺旋溝表面,成形銑刀軸線位置不同時,切削刃廓形也不相同。參照《螺紋工具生產圖冊》中直槽絲錐槽銑刀參數,取螺旋槽溝刀為f85mm。
①創建銑刀最大外圓平面3與螺旋面的交線,以平面3為草圖平面,繪制f85mm的圓,約束其圓心位于基準軸3上且與上一步所得交線相切,切點為接觸點。②據平面3及過f85mm的圓心做出銑刀中心軸線,測得其與絲錐軸線的距離為51.14mm,此為銑刀加工時高度方向的安裝尺寸(見圖3)。
第三步:確定銑刀端截面處的接觸點。銑刀端截面位于螺旋槽與絲錐外圓的交點處,從絲錐端截形中用UG分析測量命令可知,螺旋槽最外點與絲錐軸心的距離分別為11.319 5mm 和7.312 0mm。
用基準平面命令,將平面2平移11.319 5mm得平面4,求出其與平面1的交線,過此交線做平行于平面3的平面5,即為成形銑刀一端截面處的平面。銑刀端截面上的接觸點既是端截面上的點又是絲錐外圓表面上的點和螺旋槽上的點,用UG插入曲線→來自體的曲線→求交,求出截面與絲錐外圓的交線,再用插入點→求交命令求出交線與螺旋槽的交點,即為接觸點。用相同方法,即可求出銑刀另一端截面處的接觸點。
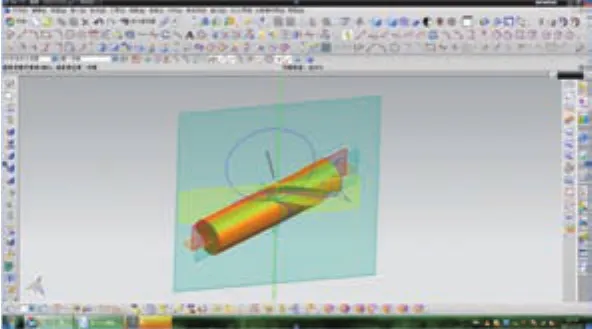
圖3
第四步:創建銑刀其他接觸點。點擊插入基準平面命令,類型選擇某一距離,偏置距離2mm,數量8。同上述第二步方法,先求出一個平面與絲錐螺旋槽的交線,再以此平面為草繪平面畫圓,約束圓心在第二步中第②步創建的銑刀軸線上,且約束圓與前面求得的交線相切。切點即為接觸點。依次求出每個基準平面上的接觸點(見圖4)。
(3)創建成形銑刀實體。調用UG插入樣條曲線命令,通過各接觸點生成一條光滑的空間曲線,以它做為成形銑刀的生成母線,繞銑刀軸線旋轉360°,便得到一個理想的成形銑刀實體(見圖5)。
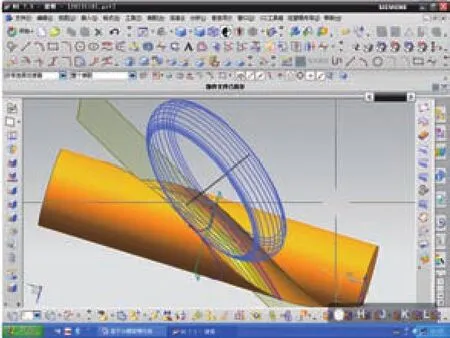
圖4
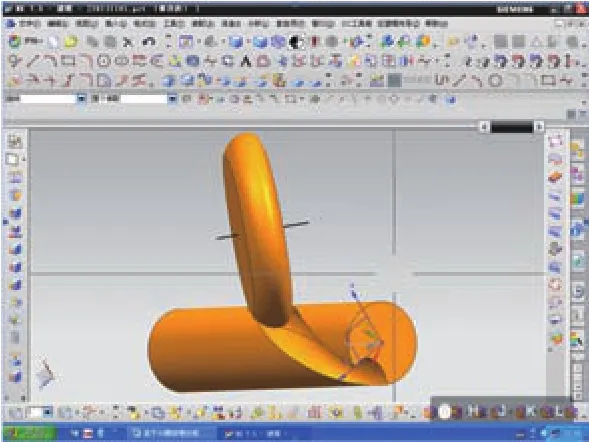
圖5
3. 結語
用這種方法設計絲錐螺旋槽成形銑刀十分精確,在求取接觸點過程中,如果能減小平面偏置距離、增加平面數量,結果會更好。在建模過程中還可以直觀地發現加工過程中是否存在過切等問題。建模時如果接觸線繞軸線回轉不能生成銑刀實體時,可適當調整銑刀直徑大小或銑刀與絲錐軸錯角大小。完成銑刀實體后進入UG工程圖模塊,可以得到廓形二維平面圖。
收稿日期:(20141023)
“智能制造”約稿函
尊敬的作者:
您好!隨著科學技術的進步,智能化是制造自動化的發展方向,智能制造已經成為大趨勢,我刊改全彩印刷以來,特別設置“智能制造”欄目,約稿如下:
(1)智能制造的前沿技術發展。
(2)人工智能技術,先進控制與優化技術,人機一體化,智能測控。
(3)敏捷、柔性制造,精密制造等
希望廣大作者和讀者積極投稿!
本刊編輯部
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
