光盤庫機械手的驅動控制系統的設計
2016-01-05 21:03:50宋秦中
檔案管理 2015年5期
宋秦中
摘 ?要:光盤庫機械手驅動控制系統是光盤庫系統的關鍵部件,對光盤庫機械手驅動控制系統進行了設計與實現,控制系統使用STC12C5628AD系列單片機作為控制核心,采用L293及驅動電路實現對機械手電機的驅動控制。按照設計的控制程序流程,進行了驅動控制實驗,實驗結果表明本系統實現機械手的上升、下降、左移、右移、手爪抓盤、放盤等功能,快速性和穩定性能夠滿足光盤庫機械手性能的要求,對提升國內光盤庫的研究、應用水平有一定的現實意義。
關鍵詞:光盤庫,機械手,驅動控制系統,電機;
Abstract:Optical disk library manipulator driving control system is a key component of optical disk library system, the jukebox manipulator driving control system is designed and implemented, using STC12C5628AD Series MCU system as the control core, using L293 and the drive circuit to achieve control of the manipulator drive motor. According to control program flow design,through driving control experiment, the results show that the system realize the rise, manipulator, left, right, down, or gripper catch disc functions, speediness and stability can meet the performance requirements of optical disk library manipulator, has some practical significance to enhance the level of the domestic disc library research and application.
Key words:Optical disk library; Manipulator; Drive control system; Motor
引言
光盤庫是以光盤作為存儲載體的高可靠性的海量、安全機電一體化近線存儲設備,對海量光盤數據進行集中管理,其主要由機械手、光盤架和光驅(CD-ROM驅動器)三部分組成。光盤庫廣泛地運用于煤礦監控系統,作為數據存儲和備份的重要方式,它利用機械手從機柜中選出一張光盤送到驅動器進行讀寫。光盤庫可通過光纖通道或 SCSI 端口與服務器相連,光盤驅動器則通過自身接口與主機交換數據。當用戶要訪問光盤庫時,首先,由機械手將驅動器中的光盤取出并放置到光盤架上的指定位置,為光盤騰出位置,然后,再從光盤架中取出所需的光盤并送入驅動器中。
關于光盤庫,國外進行了大量的研究與應用,技術相對領先,但由于技術保密等因素限制,相關研究文獻很少,國內從事光盤庫產業的公司主要有廣州影達影像設備有限公司、上海美佳達計算機工程有限責任公司、福特瑞斯(北京)科技有限公司、北京鴻瑞智達科技有限公司等,但國內光盤庫的起步較晚,他們中大多是外國公司的國內代理,即銷售國外光盤庫產品,而真正從事光盤庫研發的公司很少[1]。
除了光盤驅動器以外,光盤自動換盤機構即機械手要保證安全、高速、準確地將光盤片從庫中取出并送入空閑的指定光盤驅動器中,是整個系統中關鍵的執行機構。另外,光盤庫數據的平均訪問時間比磁帶和磁盤高很多,磁盤的平均尋道時間在毫秒級,顯然光盤庫的機械手已經成為光盤庫系統的性能瓶頸[2][3]。因此,對光盤庫機械手控制系統進行設計、開發具有較重要的現實意義,本文設計的機械手將裝、卸盤片的功能設計在一起,在主控制電路設計上,將機械手控制、定位檢測部分和光盤驅動器中的光頭控制部分結合在一起,由一片單片機控制。
1 ?機械手驅動控制系統設計
要實現機械手所期望實現的功能,機械手的各部分之間必然還存在著相互關聯、相互影響和相互制約,它們之間的相互關系構成機械手控制系統的控制原理,如圖1所示。
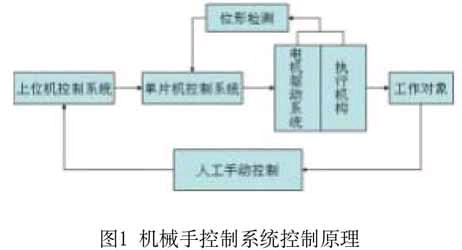
控制系統使用宏晶科技生產的STC12C5628AD系列單片機作為控制核心,擴展了必要的外圍電子元器件。主機通過TTL-RS232電平轉換實現與上位機通信,并和從機保持交換數據。接口板模式下根據上位機傳來的指令設置輸出,把檢測到的數據送到上位機。
1.1 ?電機驅動控制。機械手各活動部件采用直流電機驅動,單片機發送的控制信號經過功率放大,轉換后,控制直流電機轉動與停止,各個電機的協調轉動。設計的光盤庫機械手共需4個直流電機,每個電機上均配有變速箱。一個控制上下移動的大電機額定電壓為9V,功率為2.4W;另三個小電機額定電壓也為9V,功率為1.1W,分別控制中間支點部分的旋轉、機械臂的伸縮和機械手抓放物體。
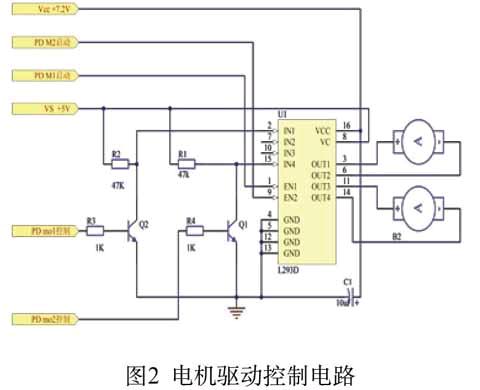
電機驅動控制電路如圖2所示,采用L293及驅動電路實現對電機的驅動控制。L293將2個H-橋電路集成到1片芯片上,這就意味著用1片芯片可以同時控制2個電機[4][5][6]。H-橋電路的輸入量可以用來設置馬達轉動方向,使能信號可以用于脈寬調整(PWM)。另外,每1個電機需要3個控制信號EN12、IN1、IN2,其中EN12是使能信號,IN1、IN2為電機轉動方向控制信號,IN1、IN2分別為1,0時,電機正轉,反之,電機反轉。選用一路PWM連接EN12引腳,通過調整PWM的占空比可以調整電機的轉速。
1.2 ?位置檢測。初始位置檢測利用主機的P2.2、P2.3、P2.5和P2.6使各部分碰到行程開關,即達到指定位置后斷開;INT0和INT1中斷來進行位置檢測;P1.1-P1.4引腳為電機驅動輸出,最后通過P1.0-P1.3口對電機電流進行檢測,判斷是否堵轉。
本設計限位行程開關安放在機械手的四個運行方向上。限位行程開關在沒有觸碰時信號處于低電平狀態。當機械手運行時,觸碰到限位行程開關,信號處于高電平狀態。單片機采集到限位行程開關的高電平信號,發出指令,使機械手停止運行,并進行下一個動作。計數行程開關安裝在齒輪旁邊,計數行程開關在沒有觸碰時信號處于低電平狀態。當電機轉動時帶動齒輪轉動,計數行程開關被觸碰處于高電平狀態,齒輪每次觸碰,單片機記下一個高電平信號,因此只需記錄下行程開關的觸發次數即可知道電機的轉數,從而可控制手臂在垂直方向的位置。
2 ?控制系統調試
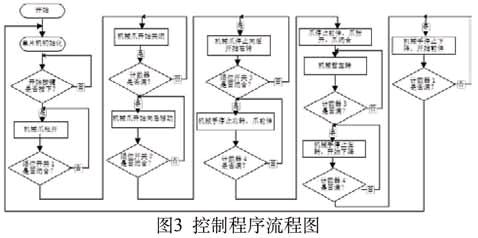
光盤的入庫及出庫是光盤庫自動化管理的一個重要方面。光盤入庫和出庫不僅僅限于光盤的正確插入和抽取,還包括數據庫信息的同步更新,保證光盤庫和數據庫內容的一致,從而準確地返回客戶端請求。光盤正確入庫和出庫減輕了人工操作的負擔,保證了系統正常運行,是光盤庫自動化管理的重要組成部分。通過按鍵或者上位機遠程控制,實現機械手的上升、下降、左移、右移、手爪抓盤、放盤等功能,控制程序流程圖如圖3所示。
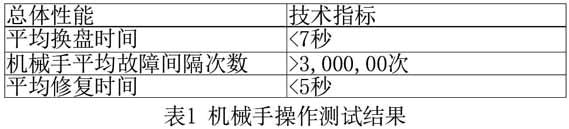
在某個Linux終端向機械手服務端循環發送取盤、放盤指令,使機械手滿負荷運行。經測試,該系統平均無故障時間大于30萬次,換盤時間最長為7秒,具有運行速度快、工作穩定等特點,如表1所示。
另外,將光盤插入光盤庫后,請求光盤的內容,機械手能正確地定位到光盤,并將請求的文件拷貝到本地光盤正確出庫,再次請求光盤內容,提示光盤不在光盤庫中。
3 ?結語
本文對光盤庫機械手驅動控制系統進行了設計與實現,控制系統采用STC12C5628AD作為控制核心,采用L293及驅動電路實現對電機的驅動控制。按照設計的控制程序流程進行驅動控制實驗,實驗結果表明本系統實現機械手的上升、下降、左移、右移、手爪抓盤、放盤等功能,快速性和穩定性能夠滿足光盤庫機械手性能的要求。本項目是對光盤庫系統實際開發工作的一次嘗試,對提升國內光盤庫的研究、應用水平有一定的現實意義。
參考文獻:
[1]馬曉銘,馬維華.光盤庫嵌入式主控系統[J].計算機系統應用,2011,20(6):21~24.
[2]劉炫.網絡光盤庫的應用性能研究[D].清華大學,2007:1~20.
[3]張帆.基于 NAS的光盤庫系統嵌入式控制器的設計與實現[D].華中科技大學,2004:1~30.
[4]李榮學,游少華. 機械手單片機控制系統設計[J]. 制造業自動化,2013(6):46~51.
[5]楊健, 朱瑞祥等. 基于單片機齒輪熱模鍛機械手控制系統設計[J]. 機械設計與制造,2012(7):182~184.
[6]蔡改貧,廖強等. 全自動高效鋁錠堆垛機械手控制系統研究[J]. 機械設計與制造,2013(2):187~189.
(作者單位:蘇州市職業大學機電工程學院 ?來稿日期:2015-06-17)