燒結機高鉻篦條鑄造生產實踐
2015-12-31 01:54:38趙會敏
天津冶金 2015年6期
關鍵詞:工藝
趙會敏
(天津天鐵冶金集團機械裝修部,河北涉縣056404)
燒結機高鉻篦條鑄造生產實踐
趙會敏
(天津天鐵冶金集團機械裝修部,河北涉縣056404)
為保證燒結機的正常運行,對高鉻篦條鑄造工藝進行改進,通過合理控制篦條消失模尺寸,設計了澆注系統及砂箱,強化了冶煉、澆注及開箱時關鍵工序的控制措施,使篦條綜合性能得到很大提高,鑄造篦條合格率達98%以上,產量提高了50%以上,能夠滿足燒結生產需要。
燒結機;高鉻篦條;鑄造;澆注系統
1 引言
天鐵集團400型燒結機臺車需要426根篦條平鋪安裝在三條主梁上,篦條與高溫燒結礦直接接觸,而且在運行過程中不斷受到各種廢氣、水蒸氣的腐蝕及燒結礦持續撞擊,極易造成篦條短時間內磨損嚴重繼而變形斷裂。因此,篦條質量的好壞直接影響燒結機的持續作業時間,這就要求篦條具有高強度及韌性、高耐磨性及抗氧化性,并有很高的熱疲勞抗力。以往利用木模及手工粘土砂鑄造篦條表面質量差,尺寸精度低,并且易斷裂,造成篦條成品率低,制模復雜造成生產周期較長,影響燒結機正常的備件供給。為保證燒結機的正常運行,進行了高鉻篦條鑄造工藝改進,使篦條綜合性能得到很大提高,滿足了燒結生產需要。
2 燒結機高鉻篦條鑄造工藝改進
篦條結構簡單且易損耗,導致需求量較大,利用木模制作成型率低、生產周期長、成品缺陷多,尺寸誤差大,影響安裝精度,因此采用成批量制作消失模代替木模,造型后無需起模,澆注時鐵水使其邊熔化邊充滿型腔,所生產的鑄件尺寸精度高、表面平整且生產效率較高,因此適合篦條的批量生產。篦條簡圖見圖1。
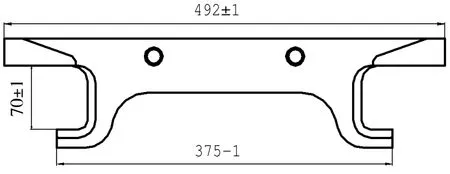
圖1 篦條簡圖
2.1 白模尺寸控制
高鉻鑄鐵篦條的線收縮較大,一般在1.5%~ 2%,所以在白模制作時工藝收縮量依據篦條結構特點,并在生產實踐過程中不斷調整,最終長度方向收縮量定為2%,寬度方向及高度方向收縮量定為1.5%。
2.2 涂料的作用及涂刷方案
消失模涂料主要保證白模的強度和剛度,并具有高溫透氣性,既阻止金屬液滲透到砂子中確保鑄件表面光潔,也能防止白模熱解產生氣孔。此次生產實踐通過把自制涂料與幾種外購涂料對比,最終確定了選用適合鑄造高鉻篦條的消失模專用耐火涂料,采用浸涂的涂刷工藝,涂層均勻,涂層厚度1~2 mm,采用蒸汽烘干方式,時間為4~6 h。
2.3 造型
2.3.1 澆注系統的設計
篦條是薄板類鑄件,容易產生側彎,所以澆注時白模放置采用工作面水平放置,澆注系統采用樹枝狀串澆工藝,每箱2個外澆口,3~4層橫澆口,澆注系統示意圖見圖2。

圖2 澆注系統示意圖
2.3.2 裝箱及振實
消失模鑄造盡量采用真空澆注,在一定范圍的負壓下,型砂具有一定的強度承受金屬液的沖擊和靜壓力,能加快排氣速度和排氣量,使鐵水前沿與模樣的接觸界面氣壓不斷降低,推進鐵水前沿的充型速度,加快汽化速度,增強鐵水的流動性與成型性,使鑄件輪廓尺寸更清晰。
用消失模鑄造篦條在造型時應充分考慮鑄型的密封性。根據篦條尺寸大小情況及澆注系統的選定,砂箱四周與模樣間的吃砂厚度為80~100 mm左右,砂箱底面與模樣間的吃砂厚度為150~200 mm,頂部與模樣間吃砂厚度為75~150 mm,篦條與篦條間距為20 mm,因此采用輪廓尺寸為1 350 mm×1 350 mm×1 200 mm,并且內腔四周帶有透氣網的負壓專用砂箱,見圖3。每箱放篦條消失模75~ 100件,造型時分3~4層。型砂采用20~40目天然砂,從砂箱上部敞開位置裝入底砂,振實后刮平,逐層放入與橫澆道、直澆道連接在一起的的白模,加砂后振實并在最后一層白模的上面覆蓋約100 mm的型砂,然后用塑料密封,并將澆口杯安放好,為防止塑料受到澆注時的鐵水飛濺而熔化導致密封不嚴,塑料上需要再覆蓋50~80 mm厚的型砂,現場篦條裝箱實物圖見圖4。

圖4 現場篦條裝箱實物圖
造型完成后,將砂箱從震實臺移至澆鑄工位,連接好真空管路,啟動真空設備,將壓力控制在0.04~0.06 MPa,保壓2~3 min之后,使密封的砂箱內的砂型達到一定強度后進行澆注。
3 熔煉和澆注
3.1 鉻成分的控制
為提高篦條的耐高溫性能,需要冶煉鐵水時加入一定量的鉻合金元素,使篦條在與高溫燒結礦接觸時表層生成致密的氧化物保護膜。另外,高鉻鑄鐵本身對裂紋有一定的修復能力,減小在高溫下因熱內應力不均勻產生裂紋的幾率。此次生產實踐證明,通過多次進行鉻成分調整,隨著鉻含量的增加,金屬的抗氧化溫度相應提高。但鉻含量超過30%時,脆性化合物會增高導致合金熔煉困難,不但加大了生產成本,鑄造綜合性能反而降低。因此,鉻含量控制在25%~27%,此次含量定在26%,根據在爐料中投入舊篦條或廢鋼的不同,確定高鉻篦條鑄造配料表,見表1。
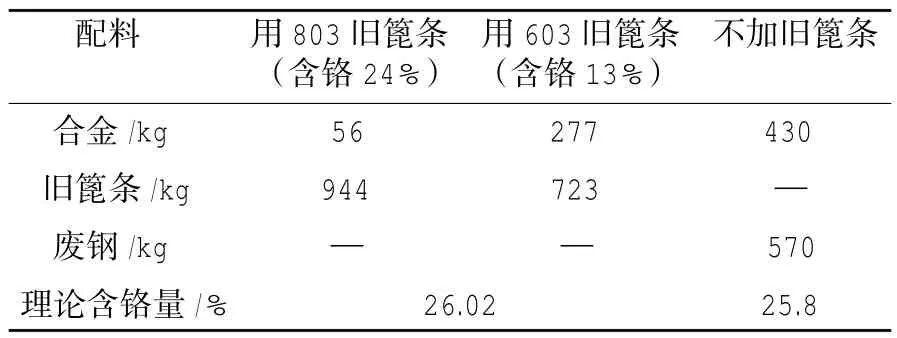
表1 高鉻篦條鑄造配料表
3.2 熔煉
采用容量為500 kg的中頻爐熔煉,按照先投合金,再加廢鋼(廢篦條),最后投回爐料的順序加料熔煉,在熔煉后期,加入0.2%~0.6%的鎳,其固溶于基體,以提高基體組織的高溫強度和熱疲勞強度。
為提高篦條綜合性能,在澆包內沖入具有脫硫去氧及細化晶粒作用的稀土,用來改善夾雜物形態、數量以及分布,通過實踐,將稀土加入量控制在0.08%~0.35%范圍內最為合理。
3.3 澆注
鐵水溫度達到1 500℃時,倒入已烘烤的澆包內,鎮靜鐵水,扒去表面浮渣,澆注溫度控制在1 450~1 480℃。
兩個外澆口分別澆注,澆注時間每個澆口控制在30~60 s,澆注間隔不超過1 min。在澆注初期要求鐵水注入量要慢,快澆容易使消失模熱溶解產生的氣體壓力大于鐵水流動前沿靜壓力,造成鐵水反噴,觀察澆注系統充滿鐵水后要加快澆注速度,在澆注后期,澆注速度再次放緩,保持鐵水平穩上升直至澆杯口充型完畢。
3.4 開箱
澆注7 min左右后將負壓關閉,冷卻5 min后進行開箱。此時篦條還處于高溫狀態,減少了表面粘砂缺陷。將開箱后的篦條放在透風空地后自行冷卻,這種開箱方式增強了篦條的抗沖擊性能。
4 效果
通過對燒結機高鉻篦條鑄造工藝的改進,表面光潔度及尺寸精度大大提高,降低了因尺寸超差造成的廢品率,減少了以往粘砂嚴重的鑄造缺陷,使鑄造篦條合格率達98%以上。對改進鑄造工藝后的高鉻篦條進行了尺寸檢驗及主要成分測定,不同批次的篦條鑄件抽檢結果見表2。與傳統的篦條鑄造工藝相比,產量提高了50%以上,而且篦條表面平整度較高,內部組織致密,性能穩定。經現場使用反饋,由于鑄件質量的提高,保證了生產單位設備的正常運轉,使用效果良好。

表2 高鉻篦條鑄造工藝改進后質量指標
5 結束語
高鉻鑄鐵篦條的需求量大,鑄件形狀簡單體積較小,因此利用一箱多件的澆注方式生產效率高,由于占地面積較小,從而生產線布局緊湊,所以不影響其他作業,易形成規模化生產。此次高鉻鑄鐵篦條生產工藝是消失模鑄造的簡單應用,為不同材質及結構尺寸較復雜鑄件采用消失模鑄造積累了經驗。
[1]鄧宏運.消失模鑄造及實型鑄造技術手冊[M].北京:機械工業出版社,2013.
[2] 韓曉峰.鑄造生產與工藝工裝設計[M].長沙:中南大學出版社,2010.
Production Practice of High Chromium Grate Bar Casting for Sintering Machine
ZHAO Hui-min
(Mechanical Installation and Maintenance Department of Tianjin Tiantie Metallurgy Group,She County, Hebei Province 056404,China)
In order to ensure the normal running of sintering machine,the casting process of high chromium grate bar was improved.By way of reasonably controlling the size of grate bar lost foam,designing casting system and flask and strengthening critical processes such as smelting,pouring and knocking out,the comprehensive properties of grate bar were improved by big margin.The qualification rate of grate bar casting was up to over 98%and production increased by more than 50%.Sintering production could be well met.
sintering machine;high chromium grate bar;casting;pouring system
10.3969/j.issn.1006-110X.2015.06.019
2015-08-15
2015-09-10
趙會敏(1983—),男,本科,工程師,現在天鐵集團機械裝修部從事機械制造與加工管理工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
