CrMoV 合金堆焊層組織結構及抗沖蝕磨損性能研究
2015-12-30 03:55:00趙建華,趙占西,陳曉亮等
振動與沖擊 2015年10期
第一作者趙建華男,博士生,1978年9月生
通信作者趙占西男,教授,1963年10月生
CrMoV合金堆焊層組織結構及抗沖蝕磨損性能研究
趙建華,趙占西,陳曉亮,陸曉,周翔,紀秀林(河海大學機電工程學院,江蘇常州213022)
摘要:采用手工電弧焊工藝在20鋼基體表面制備CrMoV合金堆焊層進行相組成、顯微組織、耐沖蝕磨損性能及沖蝕磨損機理研究。結果表明,堆焊層數增加母材稀釋率減小,堆焊層顯微組織主要為馬氏體、殘余奧氏體及合金碳化物。第二、三堆焊層顯微硬度最高,堆焊層平均顯微硬度達780 HV,為基體硬度的4倍多。在所有沖蝕角度范圍內,CrMoV合金堆焊層耐泥沙沖蝕磨損性能優于20鋼;沖蝕角度小于30°時沖蝕磨損機制以微切削為主,大于30°時以疲勞損傷及局部塑性變形為主;砂粒粒徑增加,堆焊層及20鋼的沖蝕磨損率均有所增加,但不與粒徑的增加值成正比。
關鍵詞:CrMoV堆焊層;沖蝕磨損;顯微組織;沖蝕角度
基金項目:河海大學大學生創新訓練計劃項目(201210294069)
收稿日期:2014-02-07修改稿收到日期:2014-05-24
中圖分類號:TG174.4文獻標志碼:A
Microstructure and anti-erosion wear properties of CrMoV alloying coating
ZHAOJian-hua,ZHAOZhan-xi,CHENXiao-liang,LUXiao,ZHOUXiang,JIXiu-lin(College of Mechanical and Electrical Engineering, Rivers & Oceans University, Changzhou 213022, China)
Abstract:CrMoV surfacing coatings were deposited on 20 steel substrates using shielded metal arc welding.The microstructure, erosion wear resistance performance and erosion wear mechanism of CrMoV coatings were studied. It was shown that with increase in surfacing layers, the dilution rate of parent material decreases; the microstructure of surfacing layers consists of martensite, residual austensite and alloy carbides; the highest hardness of surfacing alloy exists at the second and third layers; the average micro-hardness of surfacing layers is 780HV, it is more than 4 times of the matrix one. The erosion wear tests showed that CrMoV coating has a better erosion resistance capacity than 20 steel substrate does; the erosion wear mechanism of CrMoV coating is mainly micro-cutting at small impact angles, and mainly fatigue damage and local plastic deformation at large impact angles; the erosion wear rate of surface coating increases with increase in particle size, but it is not directly proportional to the particle size.
Key words:CrMoV surfacing layer; erosion wear; microstructure; impact angle
水流攜帶泥沙造成的沖蝕磨損是我國黃河等多沙河流水電站水輪機過流部件表面失效的主要原因[1-2]。據估計,在已運行的水電站中,約有 1/5~1/4 的水輪機葉片遭受泥沙不同程度危害,每年因磨蝕破壞停運或檢修引起的電能損失約2×108~3×108kW·h,年消耗檢修費及設備更新費達千萬元之巨[3]。為提高水輪機過流部件的抗泥沙沖蝕性能,保證水輪機安全運行并在遭沖蝕破壞后高效、快速修復,已有諸多卓有成效的研究[4-5]。雖聚合物剛性、彈性涂層及金屬氧化物或氮化物陶瓷涂層先后用于水輪機過流部件修復[6-9],但非金屬材料與水輪機鋼基體物理化學性能存在巨大差異,導致兩者間結合強度不高易脫落,因此涂層技術短期內較難大面積推廣應用。
由于水輪機過流部件常為表面局部磨損,在被磨損破壞部位堆焊或鋪焊高抗磨合金涂層,強度高操作簡單,為快速、經濟、有效的修復措施,且符合“再制造工程”發展要求。本文選水輪機過流部件耐磨耐蝕修復用CrMoV堆焊焊條制備抗沖蝕涂層,研究堆焊層組織結構及沖蝕磨損性能,探討沖蝕磨損機理,以期為制備水輪機葉片抗沖蝕涂層奠定基礎。
1實驗材料及方法
選厚20 mm的20鋼作為堆焊基體材料,堆焊前進行噴砂處理清除工件表面鐵銹及油污,并預熱至300℃。堆焊材料為CrMoV焊條,直徑4 mm,主要化學成分(質量分數/%)為:0.3~0.6 C, 8.00~10.00 Cr, Mo≤3.00, 0.50~1.00 V。利用時代ZX7-400焊機,直流反接于基體堆焊4層, 堆焊層厚度不少于9 mm。具體堆焊工藝參數見表1。為減小熔敷金屬稀釋率,堆焊第一、二層時選較小的焊接電流。焊條使用前在烘箱中經300℃烘焙1h,保溫待用。為保證堆焊質量,堆焊過程中相鄰堆焊層焊道方向交錯90°,并使每一焊道能壓住前一焊道的1/2,以保證堆焊層溫度均勻、表面平整。堆焊過程中層間溫度控制在300℃左右[10]。
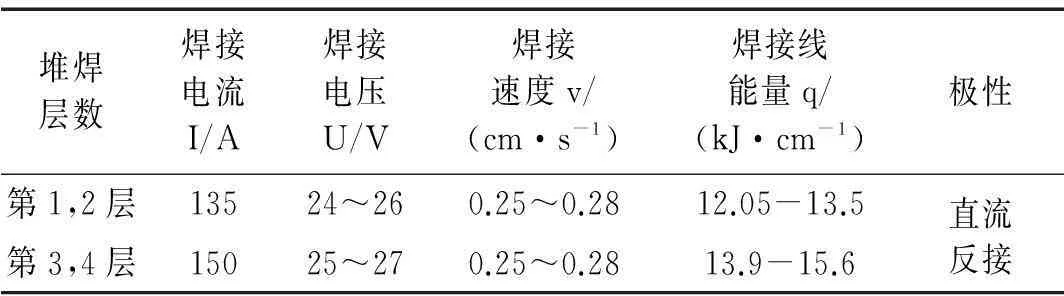
表1 堆焊工藝參數
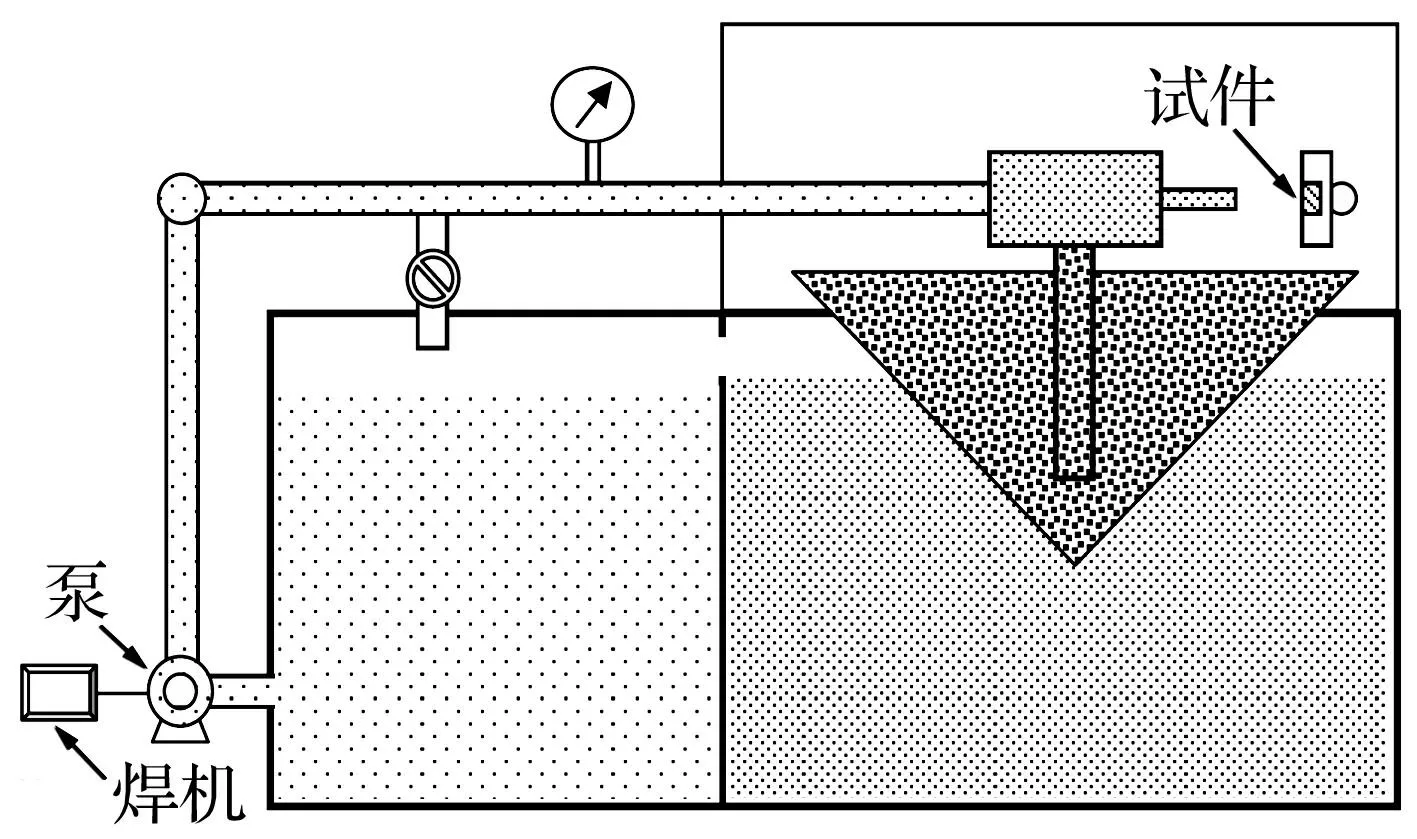
圖1 沖蝕磨損裝置示意圖 Fig.1 Schematic diagram of erosion wear tester
采用線切割法截取堆焊層斷面金相試樣,用4%硝酸酒精溶液腐蝕,在XJG-05臥式金相顯微鏡下觀察熔覆金屬橫截面組織。使用Rigaku D/Max-2500/pc型X射線衍射儀分析堆焊層合金的相組成。利用JSM-6510掃描電子顯微鏡觀察、分析沖蝕表面微觀形貌。用HXD-1000TC型數字顯微硬度儀測量堆焊層硬度,載荷為200 g(1.961 4 N),保壓時間15 s。泥沙沖蝕實驗在自制噴射式沖蝕磨損實驗機上進行,工作原理示意見圖1。沖蝕砂粒采用26~50目、50~80目、80~100目不規則多角形長江口石英砂。砂粒被水流加速沖蝕試樣表面,水流速12.8±0.2 m/s,含砂量15±1 wt.%。沖蝕試樣面積10 mm×10 mm,沖蝕時間30 min。試驗中樣品置于載物臺上,載物臺可作180度水平旋轉,可調整射流沖擊樣品攻角。試樣沖蝕角度分別取15°、30°、45°、60°、90°。每個角度重復3次試驗以減少誤差,為消除試樣表面粗糙度對試驗結果影響,對試樣試驗表面用600#砂紙打磨,在超聲波清洗器中用酒精清洗,干燥后在感量為0.1 mg的光電天平上稱量試樣原始質量m0。便于比較,用體積沖蝕磨損率(簡稱沖蝕磨損率)ΔV(mm3/ (cm2·h))反映試驗材料的抗沖蝕磨損性能。ΔV=(m0-m1)/(Sρt)。其中,ρ為試驗材料密度;m0為試樣原始質量;m1為沖蝕磨損后試樣質量;S為試樣沖蝕磨損面面積;t為試驗時間。
2試驗結果及分析
2.1堆焊熔敷金屬組織及顯微硬度
堆焊層合金XRD圖譜見圖2。由圖2看出,堆焊層合金的相主要由馬氏體(馬氏體與殘余奧氏體混合組織)與(Cr,Fe)7C3、MoC等碳化物組成。衍射強度表明鉻元素形成的碳化物生成量較少,主要因鉻為弱碳化物形成元素,絕大部分固溶于基體中。
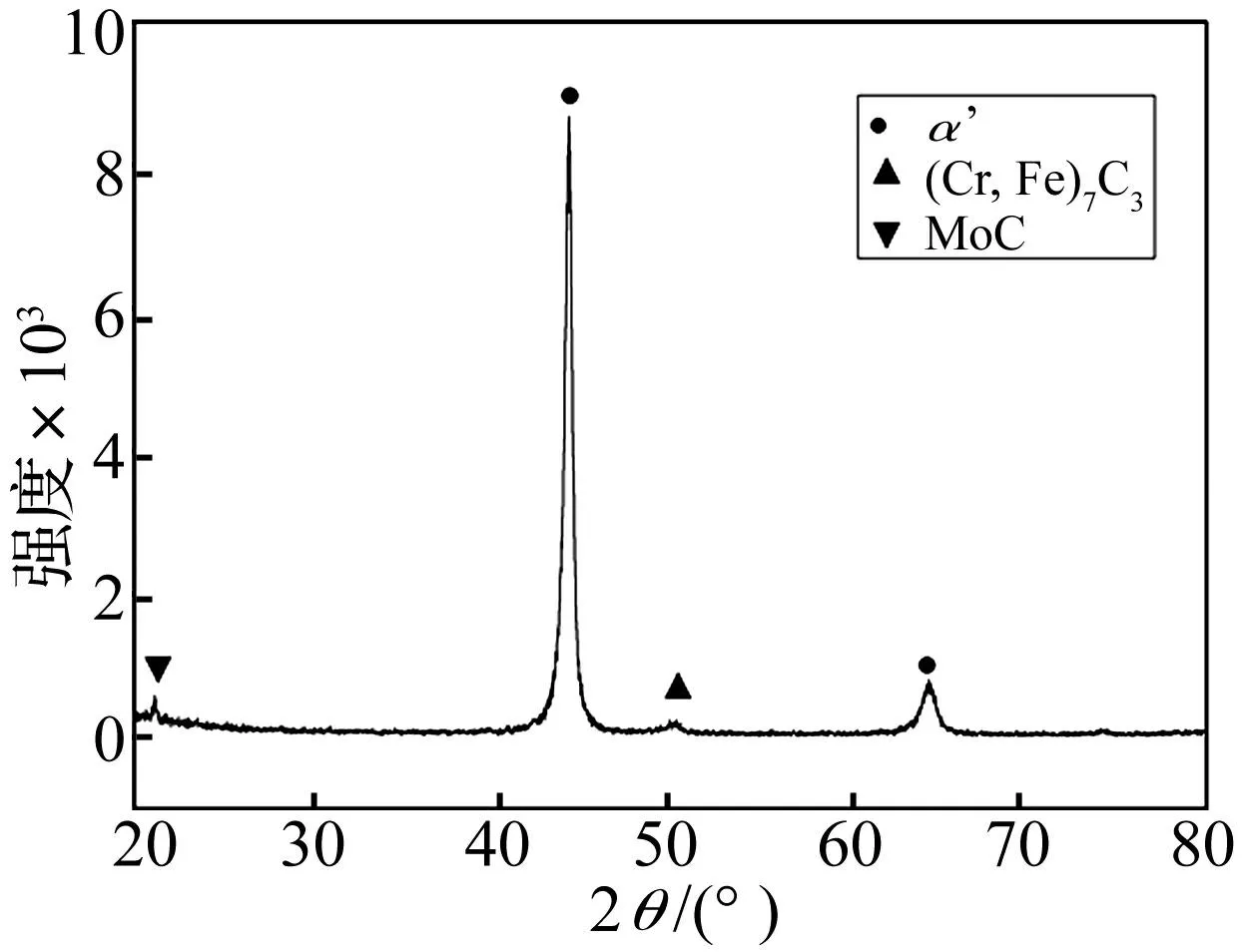
圖2 CrMoV堆焊層XRD譜 Fig.2 XRD pattern of CrMoV surface coating
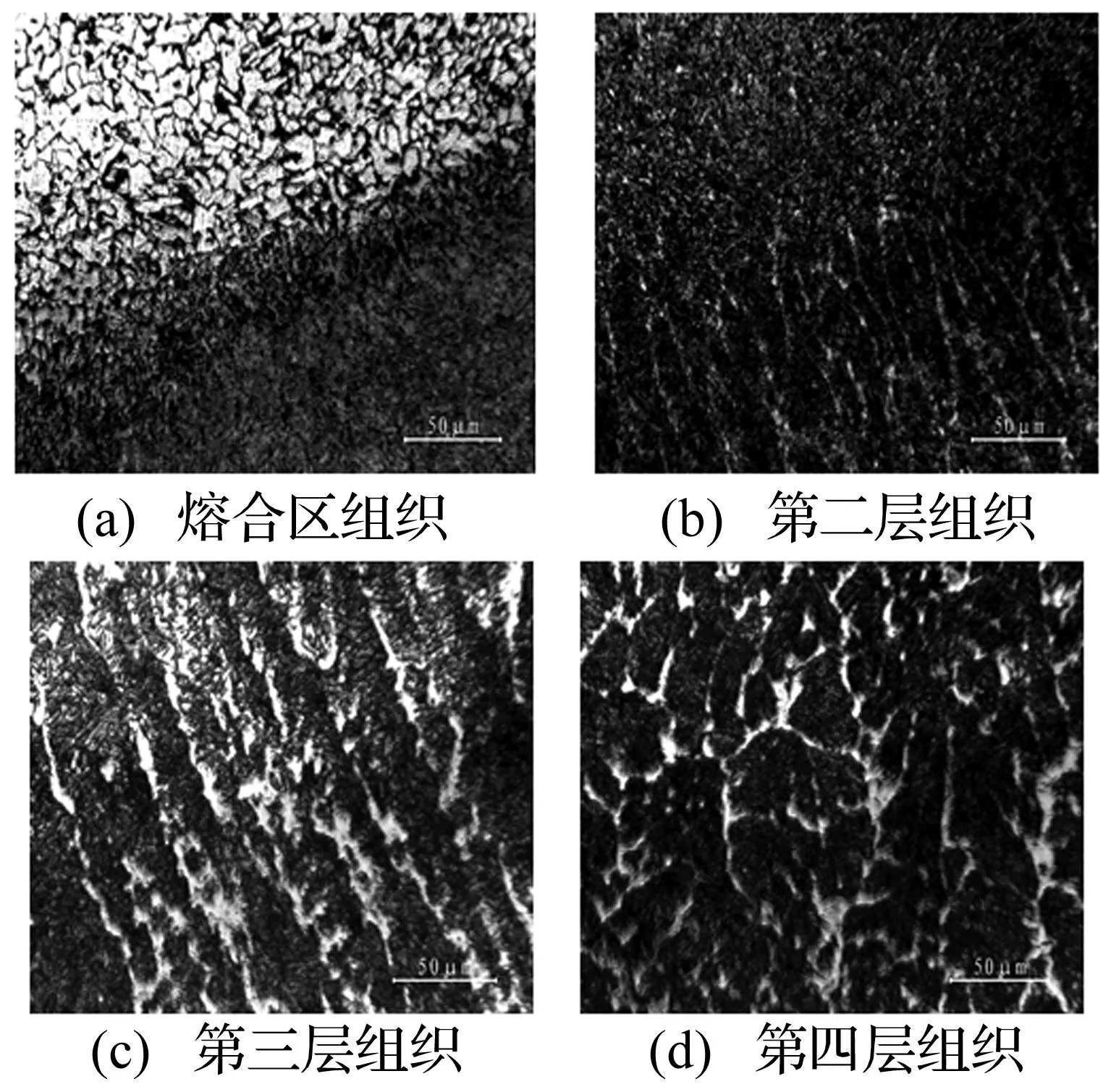
圖3 CrMoV堆焊層熔敷金屬的顯微組織 Fig.3 Microstructure of CrMoV surfacing layer
堆焊合金橫截面顯微組織見圖3。圖3 (a)左上側為基體材料,右下側為堆焊熔敷金屬,近熔合區第一層堆焊金屬因受母材的稀釋作用,組織為灰色針狀馬氏體與白色殘余奧氏體。隨稀釋率逐漸降低,第二層堆焊金屬顯微組織主要為黑色針狀馬氏體、白色殘余奧氏體及少量碳化物。第三、四層組織相差不大,均為黑色馬氏體、白色殘余奧氏體及碳化物。第四層堆焊金屬馬氏體呈團絮狀,被白色網狀殘余奧氏體包圍。從堆焊合金顯微組織看,第二層組織受母材稀釋作用較小,第三、四層組織則基本反映焊條本身的熔敷金屬組織。堆焊組織含大量馬氏體及碳化物,主要因焊條中含大量Cr、Mo、V等碳化物形成元素,而合金元素使Ms點降低,C曲線右移,且焊接過程中冷卻速度快等均促進馬氏體形成[11]。
焊接頭顯微硬度可間接反映力學性能,顯微硬度主要由組織及晶粒大小決定。從基體材料開始向堆焊金屬每隔0.5 mm取一測點測量堆焊層剖面顯微硬度。堆焊層橫截面顯微硬度曲線見圖4。由圖4看出,基體顯微硬度約為170 HV,而堆焊層平均硬度值約780 HV,其硬度明顯提高。堆焊層高硬度為因焊縫區存在MoC、(Cr, Fe)7C3等強化相。強化相尺寸細小、均勻分布在馬氏體基體上,起到彌散強化作用。從熔合區到堆焊層表面,顯微硬度整體分布呈先上升再下降最后趨于穩定的規律。從熔合區開始硬度值急劇上升,第一、二層堆焊金屬受母材稀釋作用,硬度值變化明顯。第三、四層堆焊金屬母材稀釋率減小,基本對應焊條熔敷金屬硬度。在第二、三層焊接中,后一層相當于對前一層進行一次正火,細化了第二、三層晶粒,起到細晶強化效果,且利于合金碳化物析出,導致第二、三層硬度出現峰值。
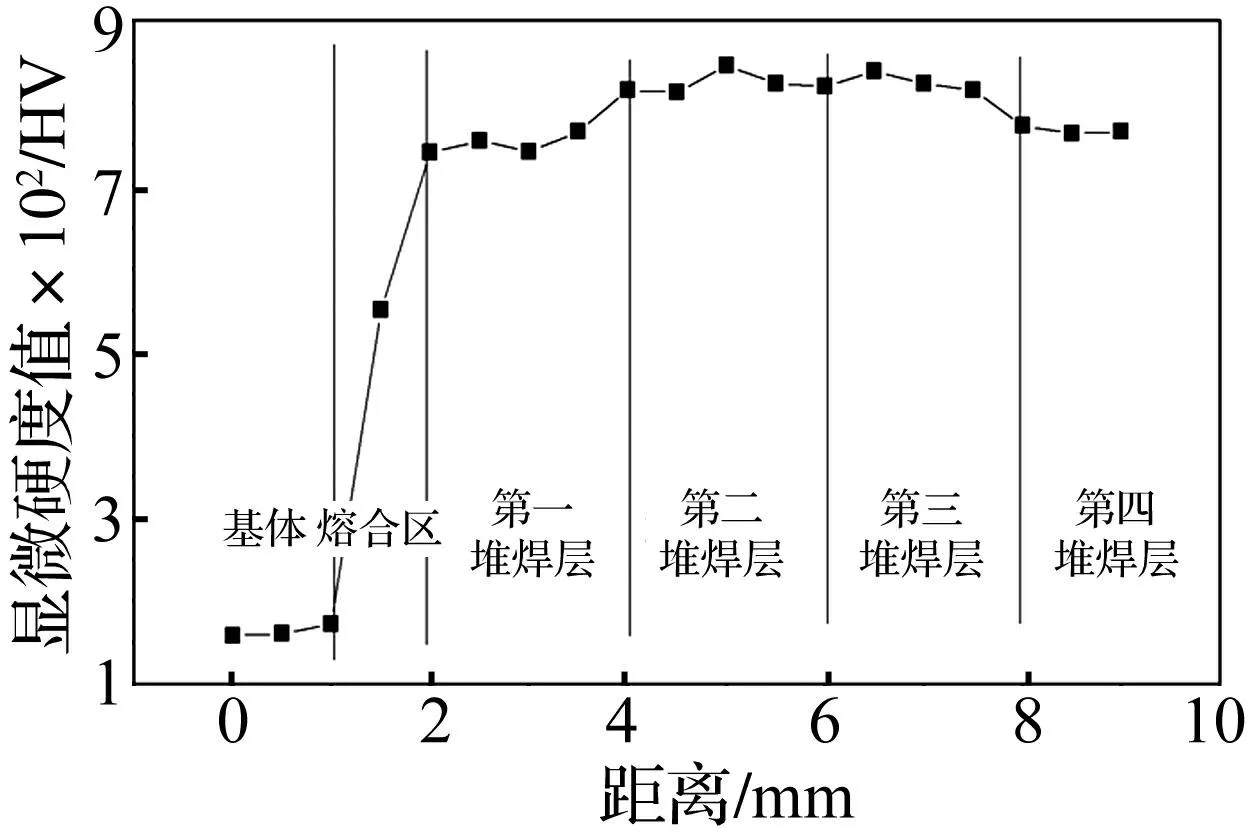
圖4 CrMoV堆焊層和基體的顯微硬度分布 Fig.4 Micro-hardness distribution of substrate and CrMoV coatings
2.2堆焊層沖蝕磨損性能
圖5為CrMoV堆焊層與基體20鋼在不同沖蝕角度下沖蝕率的變化規律曲線。由圖5知,無論低或高沖蝕角下,堆焊層的沖蝕磨損率均低于20鋼,表現出優良的抗沖蝕磨損性能。原因可能為堆焊層顯微硬度是20鋼的4~5倍,高硬度值能抵抗沖蝕粒子的切入,減緩涂層被切削、犁溝、擠壓,會降低堆焊層表面材料流失;而堆焊層中Cr元素對基體的固溶強化作用及Mo、V合金碳化物的彌散強化作用會阻礙沖蝕顆粒滑動。此外,20鋼最大沖蝕磨損率出現在沖蝕角30°附近,隨沖蝕角增大沖蝕磨損率不斷減小,呈典型的塑性材料沖蝕磨損特征。CrMoV堆焊層的沖蝕磨損率最大值出現在沖蝕角45°附近,其沖蝕特征介于塑、脆性材料之間,具有復合沖蝕磨損特征。
圖6為CrMoV堆焊層在不同沖蝕角下的沖蝕磨損表面微觀形貌。圖6(a)可見,材料沖蝕磨損表面呈明顯的切削及犁溝,并與沖蝕介質流動方向一致。此因在30°沖蝕角度下,高流速砂粒對堆焊層沖蝕面切向作用力分量遠大于法向,砂粒的切向運動會產生微切削作用。此時,材料磨損以微切削為主,與微切削模型[12]一致。由圖6(b)可清晰看到沖蝕磨損表面的沖擊碎片及沖蝕坑,溝槽痕跡明顯減少。表明此時高速砂粒對堆焊層表面的法向沖擊作用加強,磨損機制為疲勞損傷及微切削。由圖6(c)看出,沖蝕磨損的法向作用力達到最大,試樣表面犁溝消失,出現或大或小的沖蝕凹坑及擠壓唇片。此因高速砂粒對試樣表面施加擠壓力,使試樣表面出現凹坑及凸起的唇口,隨后粒子對唇片進行“鍛打”,經嚴重塑性變形后材料呈片屑狀從表面流失。故90°沖蝕角的沖蝕磨損以表層局部塑性變形為主[13]。
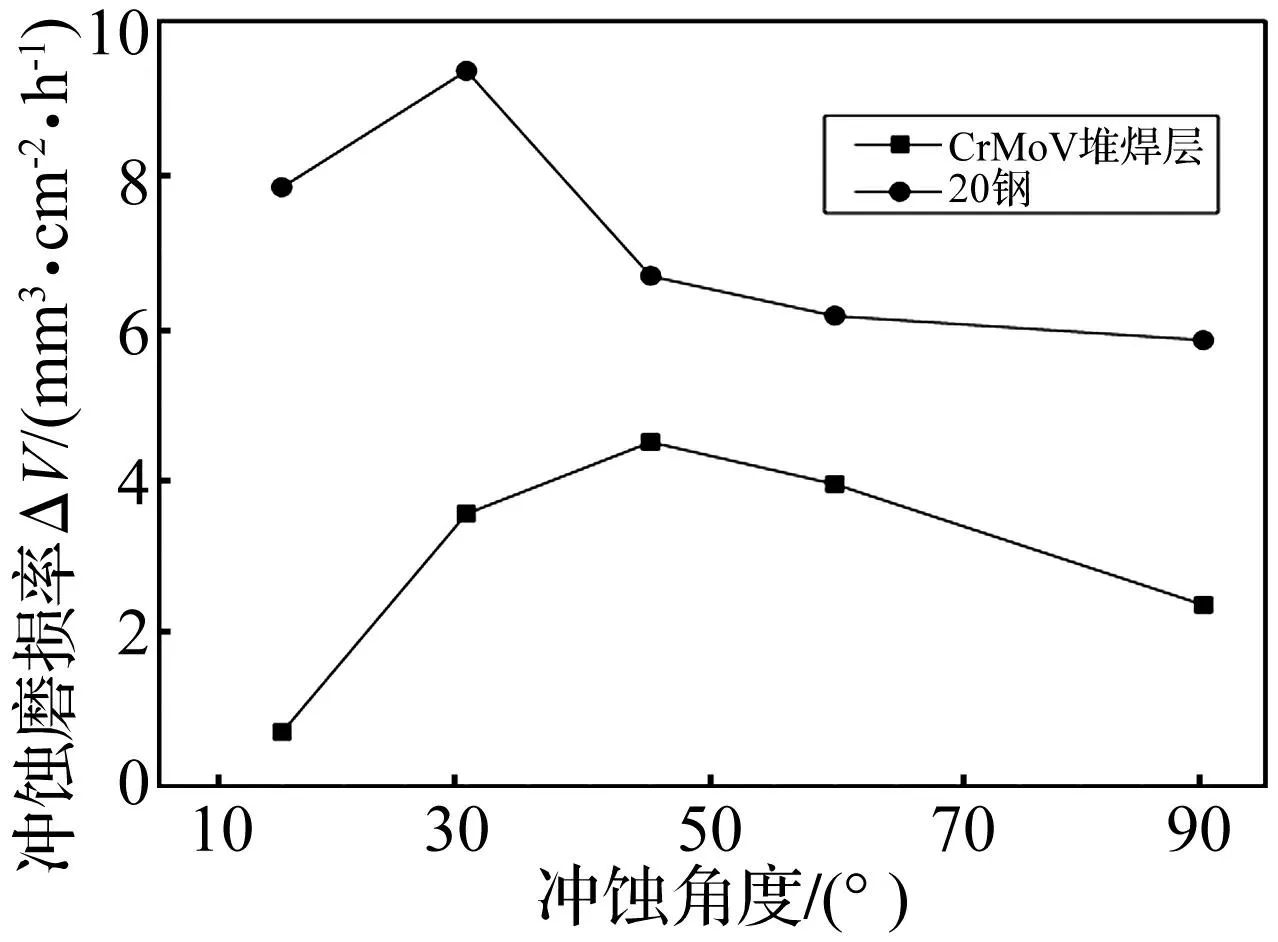
圖5 不同沖蝕角度對CrMoV堆焊層沖蝕磨損性能影響 Fig.5 Effect of impact angle on the erosion property of CrMoV coatings
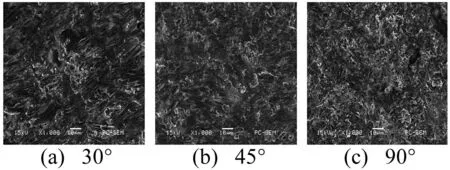
圖6 不同沖蝕角下CrMoV堆焊層沖蝕磨損SEM像 Fig.6 SEM micrographs oferoded surface of CrMoV coatings at different impact angles
由于CrMoV堆焊層硬度較高,小角度沖擊產生的切削深度小,故沖蝕磨損量亦小(圖5中15°沖蝕角下產生的磨損量)。而CrMoV堆焊層含一定量的殘余奧氏體,塑性良好,大角度沖擊產生的表層疲勞斷裂大大減弱,導致堆焊層在90°沖蝕角下產生的磨損量也不大,只在切向、法向作用力綜合作用下才具有較大的沖蝕磨損量。
圖7為在30°沖蝕角下不同砂粒徑對沖蝕磨損率影響。由圖7看出,沖擊粒徑砂粒在26~100目范圍內,20鋼沖蝕磨損率均為CrMoV堆焊層的2~3倍。堆焊層的抗沖蝕性能明顯優于20鋼。磨料粒徑增大,堆焊層及20鋼的沖蝕磨損率均增大。沖蝕速度一定時,對某種粒子,粒徑越大沖擊動能越大,對材料表面造成的損傷越大[14]。粒徑增大,材料承受沖擊面積增大,單位面積上的沖擊力變化反而不大,因此沖蝕磨損率雖隨粒徑增大而增加,但在26~100目粒徑范圍內磨損率增加幅度逐漸趨緩[15]。
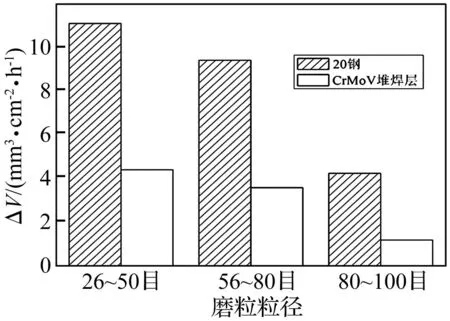
圖7 不同砂粒徑對CrMoV堆焊層沖蝕磨損性能影響 Fig.7 Effect of particle size on the erosion property of CrMoV coatings
3結論
通過對制備的CrMoV堆焊層試驗研究,結論如下:
(1)堆焊層物相主要由馬氏體、殘余奧氏體及MoC等合金碳化物組成。增加堆焊層數可減小母材的稀釋率。堆焊層組織變化趨勢為鐵素體與珠光體→灰色針狀馬氏體及殘余奧氏體→黑色團絮狀馬氏體、殘余奧氏體及合金碳化物。堆焊層橫截面顯微硬度變化能反映顯微組織變化,堆焊層的平均顯微硬度達780 HV,為基體材料的4倍多。
(2)在所有沖蝕角度范圍內,CrMoV堆焊層沖蝕磨損率顯著低于20鋼基體材料,且抗泥沙沖蝕磨損性能良好。增加沖蝕角度,CrMoV堆焊層的沖蝕磨損機理逐漸由微切削轉為疲勞損傷及局部塑性變形。增加砂粒粒徑,堆焊層與基體材料的沖蝕磨損率均有所增加,但在26~100目粒徑范圍內磨損率增加趨勢減小。
參考文獻
[1]劉娟,許洪元,齊龍浩. 水力機械中沖蝕磨損規律及抗磨措施研究進展[J]. 水力發電學報, 2005, 24(1): 113-117.
LIU Juan, XU Hong-yuan, QI Long-hao. The development of study on the abrasive rules and anti-abrasive technique of hydraulic machines [J]. Journal of Hydroelectric Engineering, 2005, 24(1): 113-117.
[2]Allen C, Ball A. A review of the performance of engineering materials under prevalent tribological and wear situations in south africa industries[J]. Tribology International, 1996, 29(2): 105-112.
[3]余陽春. 水輪機磨蝕損傷分析與耐磨蝕新材料研究[D]. 武漢: 華中科技大學, 2004.
[4]許洪元,盧達熔,羅先武. 離心式渣漿泵葉輪磨損規律研究[J] . 摩擦學學報, 1998, 18 (3) : 248-253.
XU Hong-yuan, LU Da-rong, LUO Xian-wu. The research on abrasion of the impellers of centrifugal slurry pump[J]. Tribology,1998, 18 (3): 248-253.
[5]Walk C I, Bodkin G C. Empirical wear relationships for slurry pumppart I side-liners [J]. Wear, 2000, 242: 140-146.
[6]Encek E, Sen U, Yilmaz S.The erosion wear behavior of basalt based glass and glass-ceramic coatings[J]. Tribology International, 2012, 52: 94-100.
[7]Zhong P, Liao Y W,Li J, Behavior of erosion and adhesion of elastic polymer coating on concrete[C].//Proceedings of 2ndInternational Conference on Advanced Tribology, National University of Singapore, 2008: 556-558.
[8]Bolelli G, Cannillo V, Lusvarghi L, et al. Wear behaviour of thermally sprayed ceramic oxide coatings[J]. Wear, 2006, 261(11/12): 1298-1315.
[9]龐佑霞,許焰,張昊.微/納米復合涂層的抗沖蝕磨損性能[J] . 材料工程, 2013, 9: 60-63.
PANG You-xia, XU Yan, ZHANG Hao. Erosion resistance of micro/nano composite coating [J]. Material Engineering, 2013, 9: 60-63.
[10]Nicholls J R, Stephenson D J. High temperature coatings for gas turbines [J]. Surface Engineering, 1991(3): 156-163.
[11]Molleda F, Mora J, Mora E, et al. A study of the solid-liquid interface in cobalt base alloy (Stellite) coatings deposited by fusion welding[J]. Materials Characterization, 2006, 57: 227-231.
[12]Finnie I, Mcfadden D H. On the velocity dependence of ductile metals by solid particles at low angles of incidence [J]. Wear, 1978, 48: 181-190.
[13]Shivamurthy R C, Kamaraj M, Nagarajan R, et al. Slurry erosion characteristics and erosive wear mechanisms of co- based and ni-based coatings formed by laser surface alloying [J]. Metallurgical and Materials Transactions A, 2010, 41(2): 470-486.
[14]姜良鋒,楊順貞,紀秀林. 電沉積鎳合金的沖蝕-腐蝕磨損研究[J]. 振動與沖擊,2012, 31(21): 137-142.
JIANG Liang-feng,YANG Shun-zhen, JI Xiu-lin. Erosion corrosion of electroplated Ni based alloy coatings[J]. Journal of Vibration and Shock, 2012, 31(21): 137-142.
[15]Bhandari S, Singh H, Kumar H, et al. Slurry erosion performance study of detonation gun-sprayed WC-10Co-4Cr coatings on CF8M steel under hydro-accelerated conditions [J]. Journal of Thermal Spray Technology, 2012, 21: 1054-1064.