關于GD機組小包噴碼控制系統開發與應用
2015-12-30 03:26:53曾燕云
中國設備工程 2015年12期
陳 曉 簡 文 曾 杰 曾燕云
(湖南中煙工業有限責任公司郴州卷煙廠,湖南 郴州 423000)
關于GD機組小包噴碼控制系統開發與應用
陳 曉 簡 文 曾 杰 曾燕云
(湖南中煙工業有限責任公司郴州卷煙廠,湖南郴州423000)
在GD機組原配MICROII電控系統平臺上開發小包噴碼控制系統,提高了設備控制精度與小包噴碼機運行穩定性,提升了產品質量和設備保證能力及運行效率。
標識技術;噴碼機;MICROII控制系統;控制精度;運行效率
為配合“芙蓉王”品牌的引進,卷煙廠在用GD機組需加裝噴碼防偽系統,并配套相應的小包噴碼控制系統,以完成產品的標識工序。然而據了解,其他廠廣泛采用的外掛式小包噴碼控制系統存在運行不穩定,控制精度低,維護成本高等缺點,相對而言,GD機組原配MICROII微機控制系統工作更穩定,檢測精度更高,并對輸入輸出點有診斷功能,操作者可通過OPC實時了解機器的控制和機器運行狀況。綜上所述,有必要在GD機組原配的MICROII控制系統平臺上開發1套小包噴碼控制系統,以確保小包噴碼機穩定運行,保證產品質量。
一、噴碼防偽系統的設計方案
通過多年的學習研究,在對GD機組原配的MICROII微機控制系統熟練掌握的基礎上,決定采用新增小包噴碼控制系統與原機控制系統融合的設計方案,這樣不但可發揮原機外圍電路簡潔,檢修方便,檢測精度高,運行穩定的優點,而且噴碼控制的相關參數可在OPC上進行修改,噴碼故障信息和統計信息可及時顯示,甚至通過數采系統可對小包噴碼控制系統的相關數據進行采集,便于設備管理與系統分析。具體的工作實施要根據小包噴碼機的控制要求,在MICROII電控制系統平臺上開發1套小包噴碼控制系統,并通過編寫相應的小包噴碼控制程序源代碼,實現如下功能。
1.小包噴碼自動剔除功能
當系統捕捉到小包噴碼機檢測系統發出剔除信號時,需跟蹤此剔除信號的煙包工位,使該煙包到達剔除口時完成自動剔除,系統控制程序具有統計每個班次對應的剔除數量功能,如出現連續剔除煙包過多時,則發出停機指令,并在OPC顯示屏上顯示“小包噴碼剔除煙包過多”的紅色提示信息。
2.小包噴碼機聯機功能
當系統捕捉到小包噴碼機發出停機信號時,設備自動停機,并顯示“小包噴碼檢測引起停機,請檢查噴碼檢測識別系統是否正常”紅色提示信息。
3.機器同步觸發功能
由MICROII控制系統根據透小包編碼器的角度準確提供小包噴碼及噴碼檢測觸發信號,且能夠在OPC上對相應的相位參數進行修改,滿足生產需求。
二、外圍電路原理圖設計
為保證與原機控制系統的一致性。設計原理圖時采用與原機相同工藝,并利用原系統連接電纜中多余的導線及原機控制系統數字量輸入、輸出電子板上未用的通道進行整體設計。
1.電器原理圖設計
彈性波傳播速度計算式為:式中q為膠帶、貨物及托輥單位長度的質量之和,kg/m;計算得,承載分支滿載時,j1=1 145 m/s;承載分支空載時,回程分支j2=2 103 m/s。承載分支滿載時,彈性波傳播時間t1=0.764 m/s;回程分支傳播時間t2=0.415 m/s。
根據GD主控制柜內IO點的設計要求,結合GD機組原電器原理圖的設計特性,以及小包噴碼系統的接口電路特點,對小包噴碼控制系統的電器原理圖展開設計工作。最終設計出的電路原理圖如圖1、2所示。

圖1 電配輸入信號(小包噴碼系統)原理圖
2.原理圖上電柜兩路輸入信號功能說明
(1)小包噴碼檢測發出的剔除信號:通過電柜10號輸入板的第23號通道對小包噴碼檢測器發出的剔除信號進行捕捉。當噴碼檢測系統檢測到噴碼不合格的透明紙,檢測系統的觸點將閉合,此時23號通道的電路內將產生信號流,輸入板的23號指示燈被點亮。剔除信號將被主控制程序捕捉。
(2)小包噴碼的聯鎖信號:通過電柜9號輸入板的第3號通道對小包噴碼系統的故障信號進行捕捉。當噴碼系統發出停機指令時,檢測系統的觸點將閉合,此時3號通道的電路內將產生信號流,輸入板的3號指示燈被點亮。剔除信號將被主控制程序捕捉。
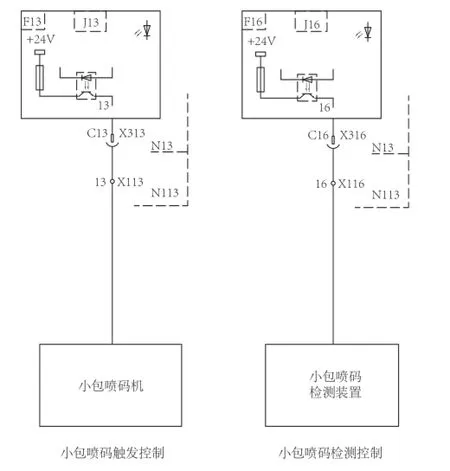
圖2 電配輸出信號(小包噴碼系統)原理圖
3.原理圖上電柜兩路輸出信號功能說明
(1)小包噴碼觸發控制信號:通過電柜13號輸出板的第13號通道對小包噴碼機發出觸發信號。當此輸出板的13號通道有觸發信號輸出時,此電路內將產生信號流,此通道的指示燈被點亮,觸發信號將被小包噴碼機捕捉。
(2)小包噴碼檢測控制信號:通過電柜13號輸出板的第16號通道對小包噴碼機發出觸發信號。當此輸出板的16號通道有觸發信號輸出時,此電路內將產生信號流,此通道的指示燈被點亮,噴碼檢測信號將被小包噴碼檢測系統捕捉。
三、軟件設計部分
噴碼控制程序通過調用原控制系統中透小包編碼器的處理程序來完現小包噴碼觸發控制與小包噴碼同步檢測信號功能。主要的軟件設計工作是增加噴碼剔除功能與噴碼聯機停機功能相應控制程序的源代碼編寫與調試。
根據小包噴碼剔除功能的要求:檢測器檢測到小包噴碼、給出剔除信號時,需跟蹤此剔除信號的相位,當對應煙包到達剔除口時給予剔除,并統計每個班次對應的剔除數量,如連續剔除煙包過多則停機,且卷包操作顯示屏上顯示對應信息。
結合GD機組整個MICROII控制系統的控制工藝與邏輯。設計出如圖3所示程序控制流程圖。
2.小包噴碼的聯鎖信號

圖3 小包噴碼剔除程序控制流程圖
根據聯機控制的要求:當檢測到停機信號輸入端有信號時停機,并顯示相應停機信息。同時結合GD機組整個MICROII控制系統的控制工藝與邏輯。設計出如圖4所示程序控制流程圖。

圖4 小包噴碼機聯機程序控制流程圖
3.程序編寫
通過對以上的兩個流程圖的分析,結合GD控制系統的GD編程語言特點與要求,對小包噴碼控制程序的源代碼進行編寫,并讓程序實現在OPC上顯示小包噴碼機調整的參數項、故障指示燈、紅色信息等功能。具體程序略。
四、樣機的安裝與效果驗證
當電路原理圖與小包噴碼控制程序設計完成后,將所需的零配件、軟件、控制程序準備好后,組織在“芙蓉王”生產區的13#GD機組上實施。安裝調試時多次根據現場調試情況對噴碼控制程序進行了修改。為了對小包噴碼控制系統進行效果驗證,還制定了相應的實驗方法與實驗目的。
1.噴碼控制功能實驗方法
檢查包裝機主控制柜上小包機檢測器投入開關狀態,并選擇投入。查看OPC透小包機參數設置項,查看原機OPC上透明紙包裝組下面的小包噴碼防偽功能項,找到新增加的小包噴碼觸發相位與檢測相位設定參數是否正確。再檢查小包功能噴碼功能是否投入,同時檢查小包噴碼剔除步數的設定參數是否正確。將透小包輔料準備到位,盤車查看小包防偽噴碼位置是否正確,觀察小包噴碼檢測器的檢測圖像,對OPC上相應的相位參數進行精細調整。設備運行時,噴碼檢測系統強制輸出停機聯鎖信號,設備應停機,同時OPC上顯示“小包機噴碼檢測錯誤”的紅色信息。
2.噴碼功能實驗目的
當設備運行時,小包噴碼的位置準確,同時噴碼檢測圖像的位置準確。用小紙片擋住噴頭,模擬噴碼不合格煙包,當噴碼不合格的煙包到達剔除工位時,該煙包應當被正常剔除。同時在小包噴碼剔除統計數上增加1次統計,邊續擋住3包煙包時,設備應停機,并在OPC上顯示“小包噴碼剔除過多”紅色信息。再次啟動設備,小包噴碼不合格的煙包在剔除工位被正常剔除。
3.效果認證
組織相關人員對改進后的小包噴碼控制系統進行了連續多日多班的現場模擬實驗。實驗結果表明,改進后的小包噴碼控制系統運行穩定可靠,達到了設計的效果。于是對B區其余5臺設備進行推廣,以保證“芙蓉王”品牌能按原計劃組織生產。
五、結論
在MICROII控制系統平臺上成功開發的小包噴碼控制系統通過樣機的安裝、調試,以及生產現場試驗和生產的運行實踐,證明該設計方案比較完美,實現了對小包噴碼設備的同步信號觸發、檢測信號同步控制、噴碼不合格煙包自動剔除、故障自動停機、紅色信息提示、分班數據統計等功能。保證了煙廠小包噴碼控制系統的穩定可靠運行和小包噴碼質量的提升,能方便對小包噴碼產品質量情況進行分析與管理。使得“芙蓉王”品牌能順利在煙廠轉移加工。
[1]初嘉鵬,賀鳳寶.機械設計基礎[M].北京:中國計量出版社,2002.
[2]機械設計手冊編委會.機械設計手冊[M].北京:機械工業出版社,2004.
[3]劉賀陽,張建勛等.GDXI包裝機組鋁箔紙自動拼接系統的設計應用[J].煙草科技,2010(2):20-22.
[4]譚浩強,張基溫,唐永炎.C語言程序設計教程[M].高等教育出版社,2003.
[5]徐科軍,馬修水,李曉林.傳感器與檢測技術[M].電子工業出版社,2004.
TF273
B
1671-0711(2015)12-0087-03
(2015-11-03)
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
中國科技論壇(2017年7期)2017-07-25 08:49:53
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25