整體葉盤型面電解加工陰極“C”形加強筋結構優化設計
2015-12-28 07:40:13萬龍凱曲寧松劉嘉徐正揚朱棟
機械制造與自動化 2015年3期
關鍵詞:優化
萬龍凱,曲寧松,劉嘉,徐正揚,朱棟
(南京航空航天大學 機電學院,江蘇 南京 210016)
?
整體葉盤型面電解加工陰極“C”形加強筋結構優化設計
萬龍凱,曲寧松,劉嘉,徐正揚,朱棟
(南京航空航天大學 機電學院,江蘇 南京 210016)
摘要:電解加工整體葉盤時,由于葉柵通道狹窄,陰極工具必須設計成薄片結構,因此減少工具陰極在高速、高壓電解液環境中的變形顯得尤為重要。采用單向流固耦合方法分析了三維復合流場下2.5 mm等厚度薄片陰極的變形,分析結果表明該陰極變形量過大,無法滿足要求。設計了“C”形加強筋結構,提出了一種加強筋厚度優化方法,獲得了最優加強筋厚度,并對設計優化后的陰極進行變形仿真,仿真結果表明:葉背陰極變形量從0.052 mm減少到了0.0037mm,葉盆陰極變形量從0.061mm減少到了0.0074mm,陰極變形量顯著減小。
關鍵詞:電解加工;整體葉盤;變形仿真;陰極結構設計;優化
0引言
整體葉盤是為了滿足高性能航空發動機而設計的新型結構件[1]。整體葉盤結構復雜,葉片超薄、扭曲,葉柵通道狹窄,通常選用鈦合金、高溫合金等難切削材料,加工精度要求苛刻,機械加工十分困難[2]。電解加工是基于電化學陽極溶解原理去除金屬材料的一種非接觸式加工方法,具有加工成本低、加工效率高和陰極無損耗等諸多優點[3]。國外如美國GE公司采用成形或近成形陰極的五軸數控電解加工方法對先進發動機整體葉盤進行加工[4];德國AEG采用單頭臥式機床電解加工整體葉盤[5]。國內學者針對整體葉盤電解加工技術也開展了許多研究。例如數控展成通道加工[6]、徑向進給葉柵通道加工[7]、W型流場型面加工[8]、薄片陰極型面加工[9]等整體葉盤電解加工方法。
在整體葉盤電解加工中,由于葉柵通道狹窄,葉盆陰極與葉背陰極必須制成薄片結構,伸入毛坯兩側葉柵通道進行加工。加工中薄片陰極處于高速、高壓電解液環境中,電解液使陰極承受復雜的液壓載荷,由于電解液壓力較高,薄片陰極在液壓載荷下容易變形。變形的陰極勢必對加工精度造成影響,嚴重時會引起加工中陰陽兩極接觸,導致加工短路,因此開展陰極變形研究對提升加工精度和穩定性至關重要。一般情況下,可以通過增加陰極厚度來減少變形,但由于部分葉盤毛坯的葉柵通道狹窄,且葉型扭曲程度大,陰極自身厚度增加非常有限,無法滿足要求,文中開展了對陰極加強筋結構的設計優化研究。采用單向流固耦合方法分析了三維復合流場下2.5mm等厚度薄片陰極變形;根據夾具、工件毛坯和工具陰極的相對位置關系,設計了“C”形加強筋結構;提出了一種加強筋厚度優化方法,并對設計優化后的陰極進行了變形仿真分析。結果表明:對陰極結構的設計優化大大減少了陰極變形。
1陰極受力變形仿真分析
整體葉盤電解加工過程中,葉背陰極、葉盆陰極伸入葉柵通道后相向進給,加工整體葉盤葉型,為了提高電解加工精度,整體葉盤傾斜放置,如圖1所示。
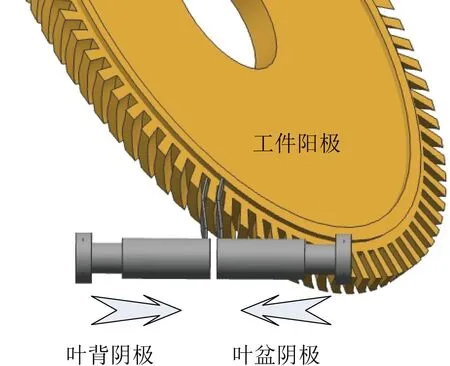
圖1 整體葉盤型面電解加工示意圖
圖2為整體葉盤葉柵通道示意圖。由于葉柵通道狹窄且寬度不均勻,同時考慮到設計陰極的成型面是不可變的,使得陰極厚度非常小,并且由于葉柵通道呈一定扭曲狀,進一步限制了允許陰極厚度。
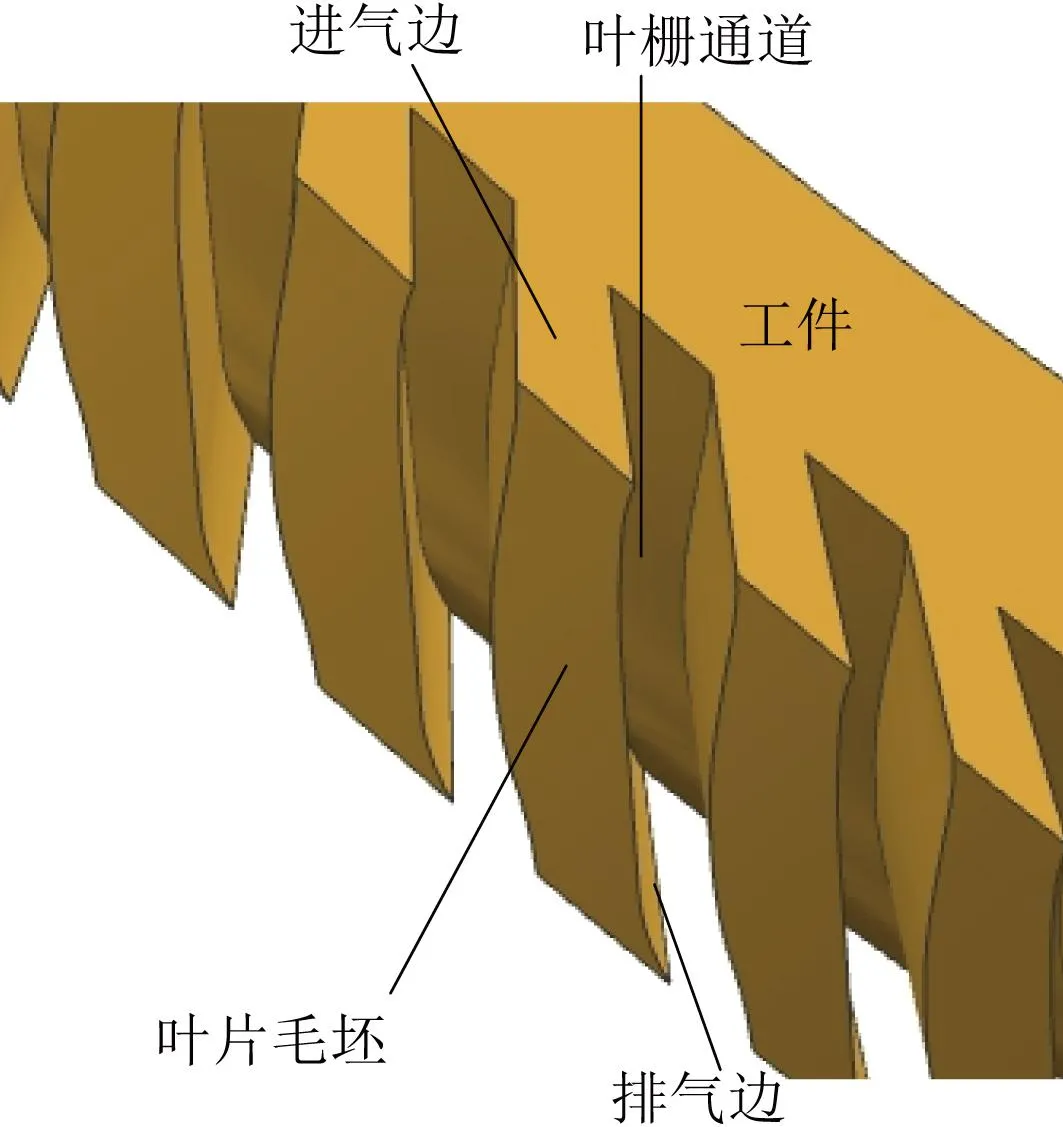
圖2 整體葉盤葉柵通道示意圖
采用三維復合流場的電解液流動方式[10],即一股主液從葉片毛坯的進氣邊流入,兩股輔液分別從葉盆葉根、葉背葉根流入加工區,最終從毛坯排氣邊流出,該流動方式有效提高了流道突變區域流體的壓力,改善了流場的可達性,如圖3所示。
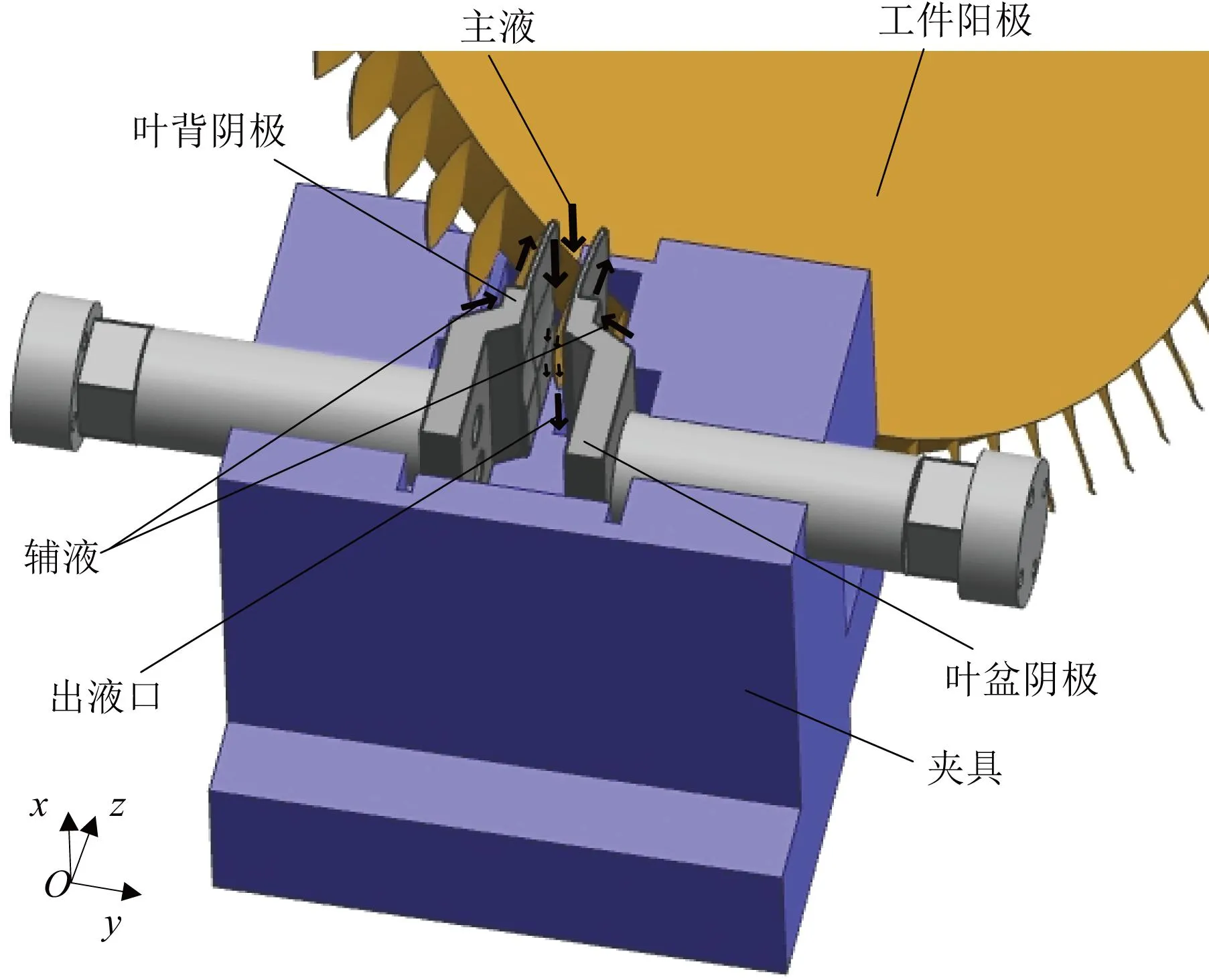
圖3 三維復合流場示意圖
圖4是工具陰極、葉片毛坯與流場模型示意圖。其中,葉背陰極位于葉背加工間隙與葉背非加工區域之間,葉盆陰極位于葉盆加工間隙與葉盆非加工區域之間。由于毛坯葉柵通道中最窄的間隙僅5mm,工具陰極的成型面既要保證與扭曲理想葉片一致,又要保證能無干涉進入通道,陰極最窄處僅為2.5mm。現采用2.5mm左右的厚度薄片陰極為研究對象,開展電解液流場與陰極變形分析。
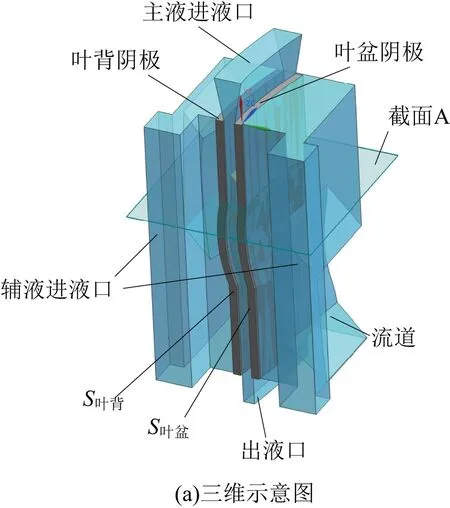
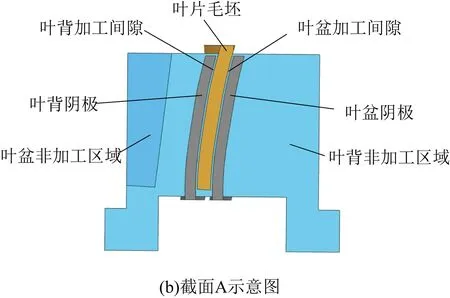
圖4 工具陰極、葉片毛坯與流場模型示意圖
首先開展三維復合電解液流場仿真分析。結合實際電解加工條件,作以下假設:1) 電解液不含氣泡、固體顆粒等雜質,為不可壓縮單相流,并且流場不受溫度影響。2) 電解加工已進入平衡狀態,各項參數都只是位置的函數而不隨時間變化而變化,陽極溶解速度與陰極進給速度相同,加工間隙已達平衡間隙。
對圖4中流道模型進行網格劃分,加工間隙處的網格進行細化。并對仿真模型進行邊界條件設置,主液進液口壓力值為0.8MPa,兩輔液進液口的壓力值為0.6MPa,并在出液口施加0.1MPa的背壓。
利用計算流體動力學軟件對圖4模型進行求解計算,得到三維復合電解液流動方式下葉背與葉盆陰極表面的流場壓力分布值,如圖5所示。其中圖5(a)、(c)分別為電解液在葉背、葉盆陰極非加工面上的壓力值,其值基本保持不變,約為0.6MPa。由于流道非加工區域截面積遠大于加工間隙,電解液僅流動至加工間隙時,流速才顯著增加。因此非加工區域電解液流速較低,該區域壓力接近輔液進液口壓力。圖5(b)、圖5(d)分別為電解液在葉背、葉盆陰極加工面上的壓力分布圖,在主液作用下,電解液壓力從進氣邊至排氣邊呈逐漸遞減;并且在輔液作用下,陰極成型面靠近輪轂處的壓力值有一定提高。

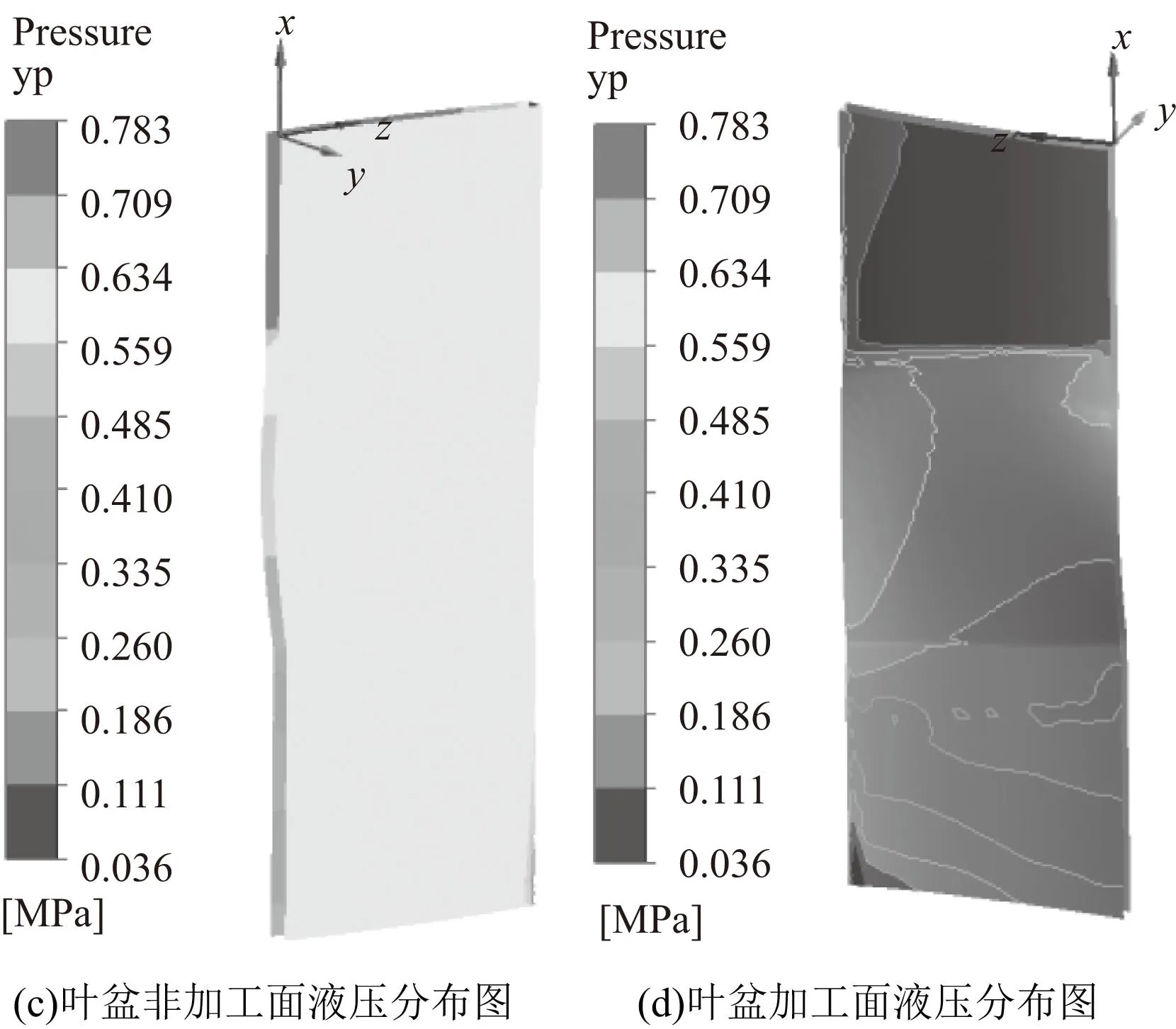
圖5 陰極表面液壓分布圖
為了分析上述等厚度陰極在電解液流場中的變形,采用單向流固耦合方法[11]開展變形分析,陰極材料為不銹鋼。通過將流道與陰極交界面上的壓力施于陰極表面,面S葉背和面S葉盆設置為固定,對陰極進行變形仿真分析。2.5mm等厚度陰極成型面沿陰極進給方向的變形仿真結果分別如圖6。陰極的較大變形主要位于陰極自由端,其中葉背陰極總變形量為0.052mm,葉盆陰極的總變形量為0.061mm。
根據以上陰極受力變形仿真分析結果可以看出,2.5mm等厚度陰極在三維復合流場液壓下僅陰極變形引起的誤差就已超出零件要求的精度值,該陰極無法使用。同時由于通道狹窄,陰極自身能增加的厚度非常有限,難以通過增加陰極厚度來減少變形以滿足加工需求。因此必須開展陰極加強筋結構的設計研究。
2陰極結構設計優化
為了保證陰極既能正常伸入加工區又與理想葉片保持一致,結構設計中保持原有伸入葉柵通道部分陰極的厚度為2.5mm,僅對葉柵通道外的陰極非加工面結構進行改進。根據夾具、工件毛坯和工具陰極的相對位置關系,在不需要伸入葉柵通道的陰極部分設計“C”形加強筋結構,如圖7所示。
圖6 2.5 mm等厚度陰極成型面變形分布圖
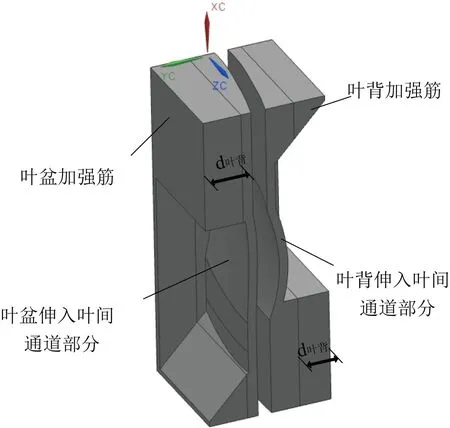
圖7 “C”形加強筋陰極結構示意圖
為了確定最合適的加強筋厚度,分別將葉背陰極加強筋厚度d葉背和葉盆陰極加強筋厚度d葉盆設置為控制變量對其進行優化。當陰極加強筋厚度發生變化時,對流道形狀的影響主要集中在葉柵通道以外的非加工區域。葉柵通道中的陰極厚度保持不變,葉柵通道以外的非加工區域截面遠大于加工間隙,如圖5(a)、圖5(c)所示,該區域電解液壓力與輔液進液口壓力接近,加強筋厚度的增加雖減小了部分區域流道的截面積,但其截面還是遠大于加工間隙,因此加強筋厚度的增加對流場壓力分布影響較小。
為了提升優化效率,假設陰極加工區液壓始終與前文流場仿真保持一致,而非加工區的載荷可等效為0.6MPa恒壓施加在陰極加工面上。陰極結構優化流程如圖8所示。
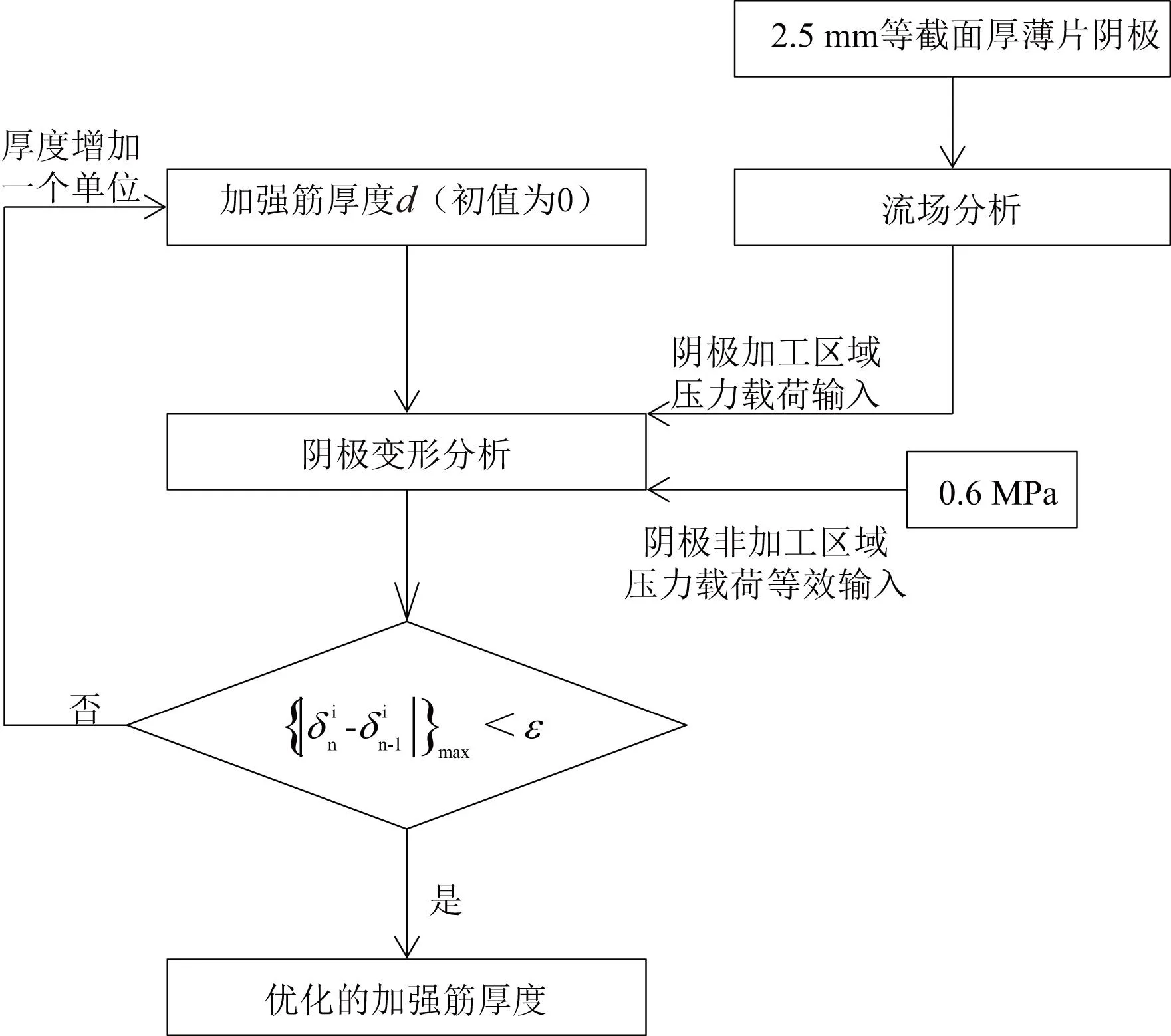
圖8 結構優化仿真流程圖

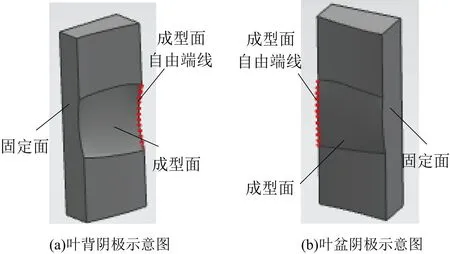
圖9 工具陰極示意圖
為了獲得合理的加強筋厚度,優化收斂條件設定為:每增加單位加強筋厚度,將得到的陰極成型面自由端線上各點變形量與前一次的進行比較,保證各點變形量前后變化最大的值小于ε。即:

其中:ε=0.001mm,加強筋厚度初始值d0設為0,一個單位加強筋厚度為2mm,采用優化軟件計算求得滿足收斂條件的葉背和葉盆陰極加強筋厚度分別為4mm和6mm。其中,葉背陰極和葉盆陰極成型面自由端線上各點對應不同加強筋厚度時的變形量如圖10所示。每增加一個單位加強筋厚度,陰極成型面自由端線上各點變形量前后變化最大的值如表1。
從圖10和表1可以看出,當葉背陰極加強筋厚度從4mm增加至6mm時,葉背陰極變形量變化最大為0.0009mm,滿足了收斂條件,葉背陰極選擇4mm加強筋厚度最為合適;當葉盆陰極加強筋厚度從6mm增加至8mm,葉盆陰極變形量變化最大的為0.0009mm,滿足了收斂條件,葉盆陰極選擇6mm加強筋厚度最為合適。此時,葉背陰極總變形量為0.0042mm,葉盆陰極的總變形量為0.0075mm。

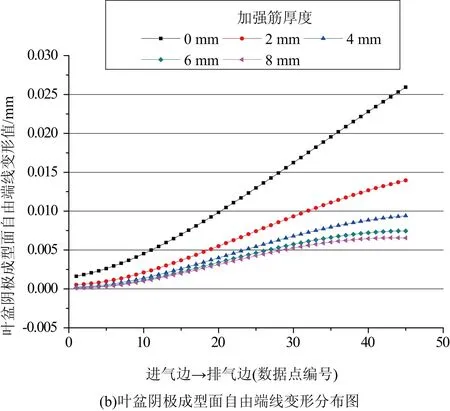
圖10 工具陰極成型面自由端線變形分布圖
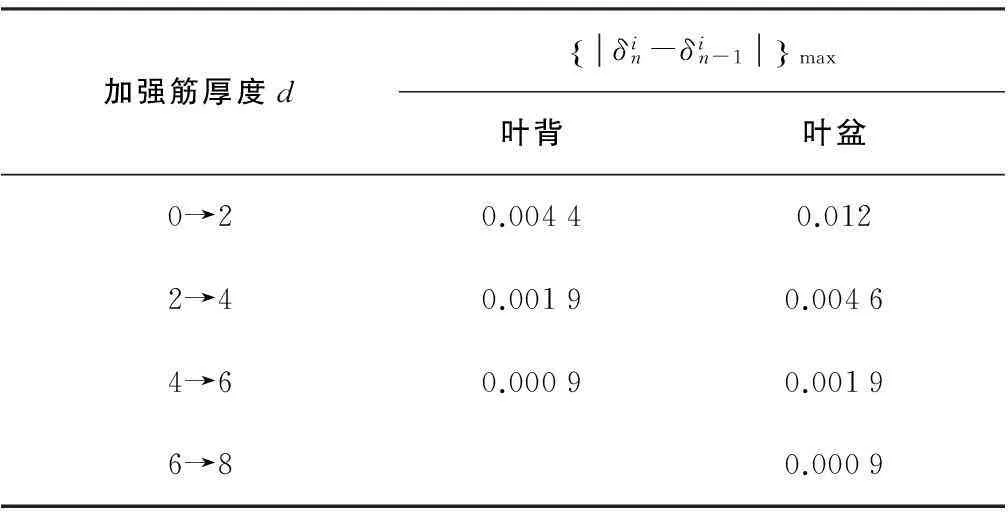
加強筋厚度dδin-δin-1{}max葉背葉盆0→20.00440.0122→40.00190.00464→60.00090.00196→80.0009
為了檢驗上述優化在簡化假設條件下分析的可行性,對優化結果重新開展流場仿真,并將流場仿真獲得的電解液液壓施加在優化后的陰極上,得到優化后葉背和葉盆陰極變形量分布(圖11)。圖中葉背陰極總變形量為0.0037mm,葉盆陰極的總變形量為0.0074mm。仿真結果與簡化假設分析的結果基本一致,該仿真結果證明了簡化假設分析的可行性與陰極加強筋厚度優化方法的合理性。
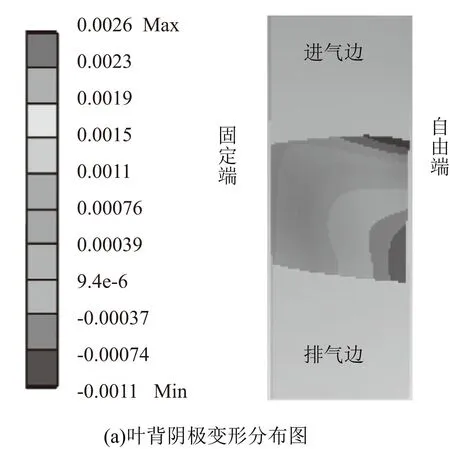
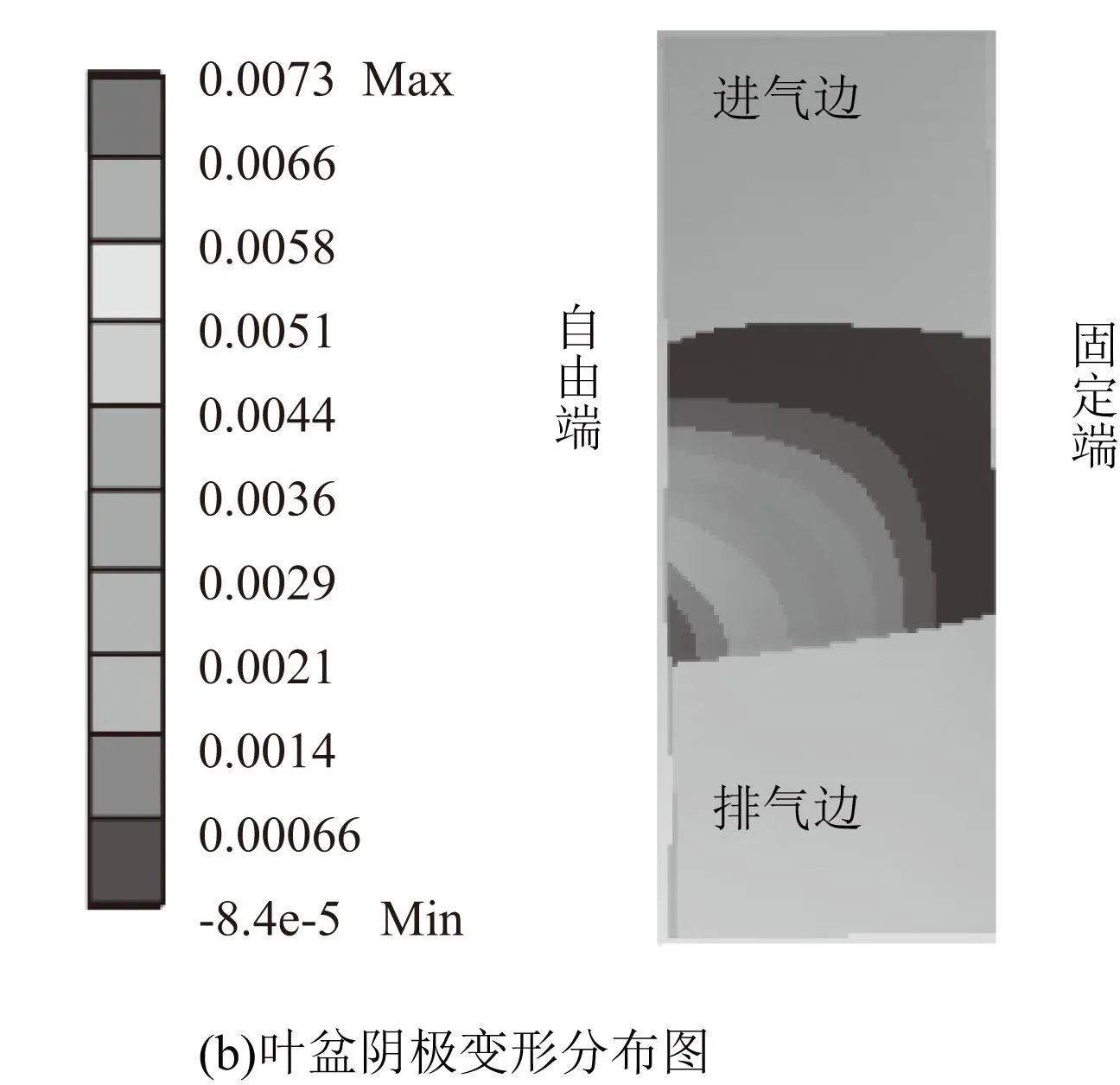
圖11 設計優化后陰極成型面變形分布圖
3結語
1) 設計了“C”形加強筋結構,并提出了一種加強筋厚度優化方法,優化得到合適的葉背和葉盆陰極加強筋厚度分別為4mm和6mm。
2) 對設計優化后的陰極進行單向流固耦合變形仿
真,與2.5mm等厚度薄片陰極變形仿真對比,結果表明:葉背陰極變形量從0.052mm減少到了0.0037mm,葉盆陰極變形量從0.061mm減少到了0.0074mm,優化設計后的陰極顯著減少了變形。
參考文獻:
[1] 史耀耀, 段繼豪, 張軍鋒, 等. 整體葉盤制造工藝技術綜述[J]. 航空制造技術, 2012,(3).
[2] 趙萬生, 詹涵菁, 王剛. 渦輪葉盤加工技術[J]. 航空精密制造技術, 2000, 36(5): 1-5.
[3] 徐家文, 王建業, 田繼安. 21 世紀初電解加工的發展和應用 [J]. 電加工與模具, 2001, 6: 1-5.
[4] Lamphere M S, Robertson R S, Graham J S(2006). Tandem blisk electrochemical machining. US2006272957.
[5] 王剛, 趙萬生. 渦輪制造技術的現狀和發展[J]. 航空工程與維修, 2000, 4: 41-43.
[6] 朱永偉, 徐家文, 趙建社. 大扭曲度整體渦輪葉片展成電解加工成形規律及試驗研究[J]. 中國機械工程, 2006, 17(17): 1778-1783.
[7] 韋樹輝, 徐正揚, 孫倫業, 等. 整體葉盤葉柵通道徑向進給電解加工成形規律研究與陰極設計[J]. 電加工與模具, 2012, 3: 012.
[8] Zhu D, Zhu D,Xu Z, et al. Investigation on the flow field of W-shape electrolyte flow mode in electrochemical machining[J]. Journal of applied electrochemistry, 2010, 40(3): 525-532.
[9] Zhu D, Zhu D,Xu Z. Optimal design of the sheet cathode using W-shaped electrolyte flow mode in ECM[J]. The International Journal of Advanced Manufacturing Technology, 2012, 62(1-4): 147-156.
[10] 劉嘉, 徐正揚, 萬龍凱, 等. 整體葉盤葉型電解加工流場設計及實驗研究[J]. 航空學報, 2014, 35(1): 259-267.
[11] 吳海燕, 張朝磊, 黃淑娟. 半開式離心壓縮機葉輪葉片單向流固耦合分析[J]. 風機技術, 2009, 4: 8-11.
Optimal Design of Cathode C-shaped Reinforced Structure in Blisk ECM
WAN Long-kai,QU Ning-song,LIU Jia,XU Zheng-yang,ZHU Dong
(Nanjing University of Aeronautics & Astronautics,Nanjing 210016,China)
Abstract:In the blisk ECM process, because the channel between two blades is narrow, the cathode must be thin-sheet structure, there fore it is especially important to decrease the cathode deformation in the electrolyte under certain pressure. One way fluid-structure interaction method is used to analyze the deformation of the thin-sheet cathode with 2.5 mm cross-section in the 3D complex flow field. As the cathode deformation is so large that it cannot meet the requirements, C-shaped reinforced structure, whose thinkness will be optimized by an optimization method, is designed. Then the deformation simulation of the new cathode is carried out. The result shows that, the convex cathode deformation is reduced from 0.052 mm to 0.0037 mm, and the concave cathode deformation is reduced from 0.061 mm to 0.0074 mm. The cathode deformation is greatly reduced.
Keywords:ECM; blisk; deformation simulation; cathode structure design; optimization
基金項目:國家自然科學基金( 51275244);國家科技重大專項(2012ZX04002021)
收稿日期:2014-12-11
中圖分類號:TG662; TP391.9
文獻標志碼:B
文章編號:1671-5276(2015)03-0005-04
作者簡介:萬龍凱(1989-),男,江蘇丹陽人,碩士研究生,研究方向為電化學制造。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45