消除穿孔毛管尾端“鐵耳子”的新工藝
2015-12-28 12:03:44羅德金褚光勝王雪飛
鋼管 2015年6期
關(guān)鍵詞:變形
羅德金,褚光勝,王雪飛
(1.攀鋼集團成都鋼釩有限公司,四川 成都 610303;2.濟南斯帝圖普冶金工程技術(shù)有限公司,山東 濟南 250100)
在熱軋無縫鋼管生產(chǎn)中,供給延伸機軋制的空心坯料(穿孔毛管)一般是由二輥斜軋穿孔機穿軋生產(chǎn)[1]。穿孔機穿制毛管是熱軋無縫鋼管生產(chǎn)中的重要工序。穿孔毛管的質(zhì)量好壞直接影響成品無縫鋼管的質(zhì)量和產(chǎn)量。由于穿孔變形的固有特點及其金屬材料的內(nèi)應(yīng)力[2],穿制毛管尾端常常產(chǎn)生“鐵耳子”或者“鐵圈圈”,對延伸工藝造成危害,是長期困擾熱軋無縫鋼管生產(chǎn)的難題。
1 毛管“鐵耳子”分布形態(tài)及危害
穿孔機在穿制毛管過程結(jié)束時,穿孔毛管尾部往往產(chǎn)生“鐵耳子”、“鐵圈圈”。這種“鐵耳子”、“鐵圈圈”多數(shù)在穿孔結(jié)束時脫落在穿孔機底座,被冷卻水沖入氧化鐵皮溝排到鐵皮沉淀池。穿孔機下部氧化鐵皮溝內(nèi)被水沖不走的“鐵耳子”、“鐵圈圈”勾結(jié)在一起,生產(chǎn)時間長了通常采用氧割清除。穿孔結(jié)束未脫落而被毛管帶出的“鐵耳子”、“鐵圈圈”呈3種形態(tài)分布在穿孔毛管尾端:①與管尾內(nèi)壁端撕裂的“鐵耳子”,一頭自由伸出,一頭與管尾體仍然連接,毛管尾端“鐵耳子”如圖1所示;②“鐵圈圈”的一部分與管尾內(nèi)壁端撕裂離開管尾體,未撕裂部分仍然與管尾體內(nèi)壁端連接,毛管尾端“鐵圈圈”(撕裂)如圖2所示;③“鐵圈圈”完好但已經(jīng)伸出管尾體,仍然與管尾體內(nèi)壁端連接,毛管尾端“鐵圈圈”(未撕裂)如圖3所示。

圖1 毛管尾端“鐵耳子”

圖2 毛管尾端“鐵圈圈”(撕裂)

圖3 毛管尾端“鐵圈圈”(未撕裂)
毛管尾端“鐵耳子”、“鐵圈圈”的危害:
(1)伸出管體外的“鐵耳子”、“鐵圈圈”在輸送到軋管機途中沒有脫落,因冷卻而變硬,進入延伸機軋制孔型中容易劃傷軋制工具,造成產(chǎn)品缺陷。特別是在采用隧道式機座安裝機架的三輥連軋管機中容易卡住軋輥,造成停產(chǎn)故障。
(2)伸出管端的“鐵耳子”、“鐵圈圈”,在裝入芯棒的瞬間被芯棒頭帶入毛管內(nèi),軋制時造成荒管內(nèi)表面結(jié)疤或者內(nèi)凹坑,產(chǎn)生軋制廢品。
(3)伸出管端的“鐵耳子”、“鐵圈圈”,在裝入芯棒時雖然沒有被芯棒帶入毛管,但很容易劃傷芯棒表面,或者刮落芯棒表面的石墨潤滑劑薄膜。特別是未撕裂的“鐵圈圈”,因內(nèi)徑小更容易刮落芯棒表面的石墨潤滑劑薄膜,嚴重者插不進芯棒,出現(xiàn)生產(chǎn)故障,毛管報廢。
2 毛管“鐵耳子”、“鐵圈圈”形成機理
2.1 穿孔毛管尾端軋卡件的幾何形狀
從穿孔軋卡件分析,穿孔頂頭未穿透管坯底端的軋卡件形狀如圖4所示,未穿透的底端中心區(qū)在頂頭尖的作用下是突出的,管坯底端外表面受軋輥影響而縮進,底端中心部分凸出,底端中心邊緣凹下;穿孔頂頭已經(jīng)穿透管坯底端的軋卡件形狀如圖5所示,頂頭尖部周邊金屬受頂頭作用力影響,內(nèi)壁金屬被拖著變形而伸出管坯底端,金屬伸出部分尖銳鋒利。
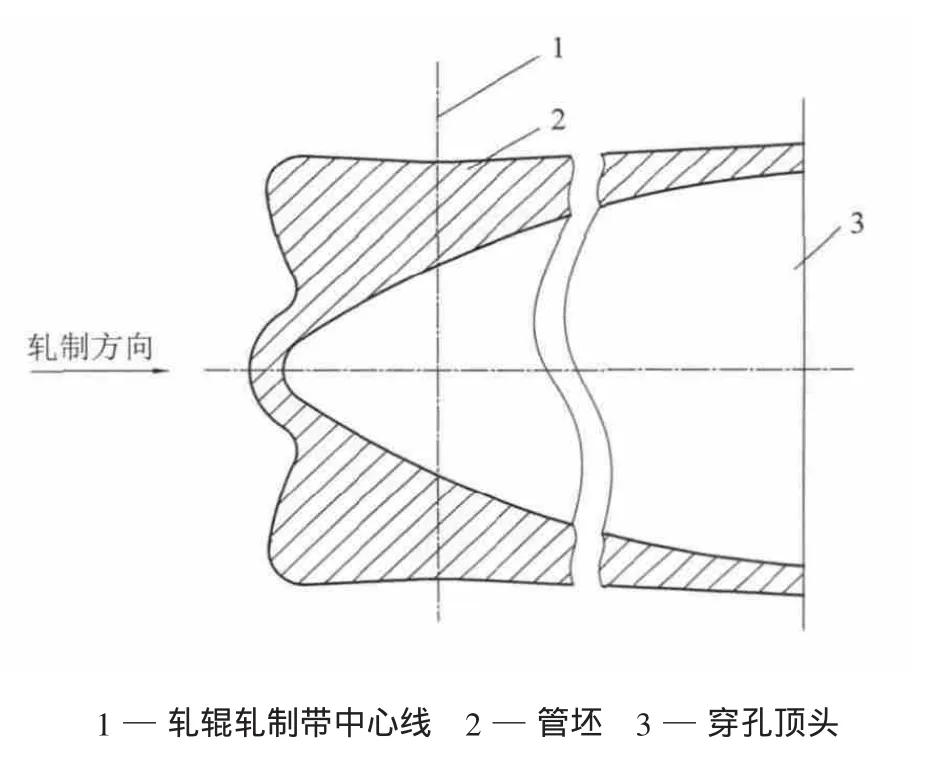
圖4 未穿透管坯底端的軋卡件形狀示意
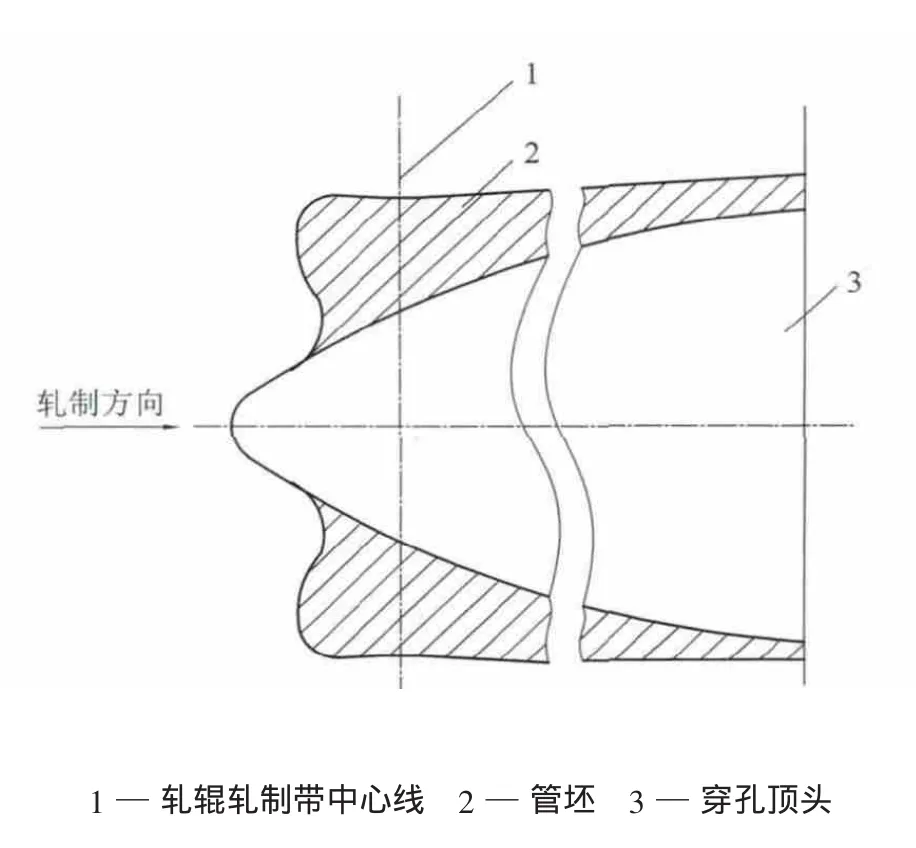
圖5 已穿透管坯底端的軋卡件形狀示意
2.2 穿孔管坯尾端金屬的支撐效應(yīng)
實心圓管坯穿孔成一定幾何尺寸的空心毛管,金屬是在旋轉(zhuǎn)的軋輥、導(dǎo)板(或者導(dǎo)盤)和頂頭組成的狹縫(孔型)中雙面受力產(chǎn)生縱向變形,軋輥拉著金屬向前延伸,頂頭阻止金屬軸向流動,實際是拉著金屬向后流動。同軋輥和頂頭接觸的金屬流動速度大于內(nèi)層金屬的流動速度,當穿孔過程快終結(jié)時,管坯底端金屬失去了支撐效應(yīng),與軋輥表面接觸的金屬向前延伸縮進,頂頭未穿透管坯底端時,管坯底端中心的金屬呈頂頭尖形狀突出,管坯底端其余金屬凹進;當頂頭尖穿透管坯底端時,包在頂頭尖部表面的金屬明顯伸出,其邊部鋒利。觀察現(xiàn)場穿孔薄壁毛管和穿孔厚壁毛管兩個尾端軋卡件形狀(氧割剝離頂頭后測量兩個縱剖面的頂頭尖距離管坯外端部基本相等條件下),穿孔薄壁毛管軋卡件尾端凸出嚴重,厚壁毛管軋卡件尾端凸出微小。說明穿孔薄壁毛管,穿透管坯底端瞬間時金屬的支撐效應(yīng)低;穿孔厚壁毛管,穿透管坯底端瞬間時金屬的支撐效應(yīng)較高[3-4]。
2.3 穿孔尾端金屬的切向剪切應(yīng)力
在整個的穿孔過程中,金屬的有用變形是軸向延伸變形、毛管周向的直徑變形、毛管徑向的壁厚變形,三大主變形是直觀的有形變形,將實心圓管坯穿制成需要的毛管,并提供給延伸機軋制。由于金屬內(nèi)應(yīng)力的存在,穿孔過程在產(chǎn)生有用變形的同時也產(chǎn)生了不可見的、無用的附加變形,如扭轉(zhuǎn)變形、縱向剪切變形、切向剪切變形。附加應(yīng)力引起附加變形,致使金屬產(chǎn)生變形缺陷[5-6]。
當頂頭尖穿透管坯底端中心金屬的瞬間,穿孔尾端金屬失去了支撐效應(yīng),與穿孔頂頭尖部周圍接觸的金屬伸出。管坯繼續(xù)穿軋,壁厚輾薄,頂頭尖部周圍伸出的金屬在延伸的同時也愈來愈薄。在交變切向(周向)剪切應(yīng)力的作用下,當切向剪切應(yīng)力大于金屬的強度時,那塊伸出的金屬在毛管旋轉(zhuǎn)前進的作用下就被撕裂而形成“鐵耳子”或者“鐵圈圈”。
3 消除毛管尾端“鐵耳子”的新工藝
3.1 試驗研究
1990年,原成都無縫鋼管廠(現(xiàn)攀鋼集團成都鋼釩有限公司,簡稱攀成鋼)研究了圓管坯頭尾端定心對穿孔毛管質(zhì)量的影響。選擇同一爐號、同一幾何尺寸的圓管坯,分為頭端、頭尾端冷定心和頭尾端不定心的同一數(shù)量的3類圓管坯,同時加熱,并在曼式穿孔機上的同一調(diào)整孔型中穿制成同一規(guī)格的毛管。試驗結(jié)果表明:頭端定心管坯穿孔后的毛管頭部壁厚均勻,端部整齊;頭端不定心管坯的穿孔毛管頭端壁厚不均;管坯尾端定心后穿孔的毛管,尾部形狀整齊,無鋸齒類毛刺,無“鐵耳子”、“鐵圈圈”;管坯尾端沒有定心的毛管,尾部形狀不整齊,嚴重的產(chǎn)生“鐵耳子”,或者出現(xiàn)“鐵圈圈”;雙頭定心管坯穿孔毛管的成材率較高[7-9]。
3.2 研究成果的應(yīng)用
20世紀90年代初,原成都無縫鋼管廠在Φ318 mm周期軋管機組、Φ216 mm周期軋管機組的穿孔機前設(shè)計安裝了雙頭液壓熱定心機。攀成鋼新建的Φ159 mm、Φ340 mm連軋管機組和搬遷改造的Φ180 mm Accu Roll機組的穿孔機前也設(shè)計安裝了管坯尾端熱定心機或者雙頭液壓熱定心機[10-12]。實際生產(chǎn)發(fā)現(xiàn):管坯尾端定心后穿孔毛管尾端平整,沒有“鐵耳子”和“鐵圈圈”,鐵皮旋流池的鐵皮脫水坑中再也找不到“鐵耳子”和“鐵圈圈”[13]。
3.3 管坯尾端熱定心消除毛管尾端“鐵耳子”的原理
管坯尾端熱定心后,穿孔頂頭尖部穿透定心孔的形態(tài)如圖6所示。因為定心孔底部是球形面,球面半徑通常較頂頭尖的球面半徑大,兩個球面體相反,頂頭尖部穿透時,頂頭尖周圍的金屬被擠壓到管坯體中,無多余金屬伸出。定心孔是一個圓錐形,頂頭尖穿透后,頂頭頭部周圍即與成喇叭口的金屬接觸產(chǎn)生周向變形。喇叭口體(圓錐形)金屬的支撐效應(yīng)強度高,金屬周向變形時不會被頂頭的軸向阻力帶出,也就不會產(chǎn)生“鐵耳子”或者“鐵圈圈”[14]。

圖6 穿孔頂頭尖部穿透定心孔的形態(tài)示意
3.4 熱定心孔尺寸的確定
根據(jù)試驗研究和應(yīng)用成果分析,管坯尾端熱定心孔形狀如圖7所示。
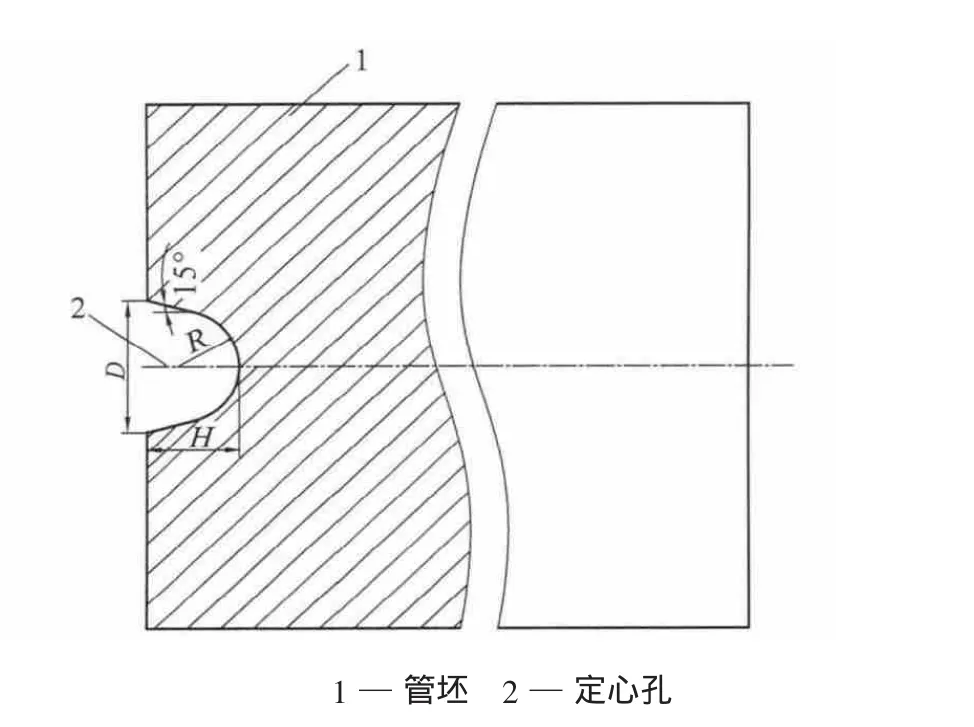
圖7 管坯尾端熱定心孔形狀示意
定心孔直徑D比頂頭尖部直徑d大5%~10%,而頂頭尖部直徑為管坯直徑D0的15%~25%,定心孔深度H不小于定心孔直徑的60%~70%,定心孔圓錐角度不小于 30°[15]。
4 結(jié) 論
(1)增加管坯尾端熱定心工藝可有效地消除穿孔毛管的“鐵耳子”、“鐵圈圈”。
(2)增加管坯尾端熱定心工藝可以改善穿孔毛管尾端幾何形狀,有利于裝芯棒軋制,提高作業(yè)率。因吊離一根有嚴重“鐵圈圈”(圖2)的毛管需5~12 min,如果插不入芯棒,影響作業(yè)時間則更長。
(3)采用管坯尾端熱定心工藝消除穿孔毛管的“鐵耳子”、“鐵圈圈”,提高了穿孔毛管成材率和軋管機軋制荒管的成材率。某廠采用Φ310 mm坯料,穿孔Φ340 mm×12 mm管坯,軋制成品Φ325 mm×8 mm,稱量“鐵耳子”的平均質(zhì)量約0.52 kg/塊。熱定心后穿孔毛管因不產(chǎn)生“鐵耳子”使成材率提高約0.06%(管坯長度1 600 mm)。如果軋制前“鐵耳子”被芯棒帶入毛管內(nèi)軋制,造成廢品長度300~500 mm,切廢率達2.03%~3.37%。
[1]李連詩,韓觀昌.小型無縫鋼管生產(chǎn)(上冊)[M].北京:冶金工業(yè)出版社,1989.
[2]王廷溥.軋鋼工藝學(xué)[M].北京:冶金工業(yè)出版社,1981.
[3]賈豹.二輥斜軋穿孔機穿孔過程的力學(xué)分析和數(shù)值模擬[D].鞍山:遼寧科技大學(xué),2008.
[4]李勝祗,陳大宏,孫中建,等.二輥斜軋穿孔時圓管坯的變形與應(yīng)力分布及其發(fā)展[J].鋼鐵研究學(xué)報,2000,12(5):26-30.
[5]李連詩.鋼管塑性變形原理(上冊)[M].北京:冶金工業(yè)出版社,1985.
[6]劉雨龍,王輔忠.二輥斜軋穿孔中心金屬的裂斷機理和穿孔變形工藝實質(zhì)[J].中國冶金,2013,23(8):14-19
[7]邸軍,李道剛.消除穿孔毛管尾端“鐵耳子”方法的探討[J].鋼管,2010,39(5):55-56.
[8]王曉麗.消除穿孔機軋后“鐵耳子”的研究[J].內(nèi)蒙古科技與經(jīng)濟,2006(18):110-111.
[9]張蕓,潘躍,侯建國.管坯冷定心孔電火花加工系統(tǒng)設(shè)計及工藝研究[J].機電工程,2010,27(9):61-64.
[10]高英南,譚立.穿孔機管坯熱定心設(shè)備的改進[J].鋼管,2012,41(2):64-67.
[11]常在晨,劉軒,李紅梅.包鋼無縫廠管坯雙向熱定心機設(shè)計與研究[J].包鋼科技,2006,32(6):34-36.
[12]張玉寶,郭書平.無縫軋管機組管坯雙向熱定心機的設(shè)計[J].冶金設(shè)備,2006(6):45-47,58.
[13]殷偉勤,王福昌,黃達,等.管坯定心工藝實踐[J].鋼管,1999,28(4):4-15.
[14]喬愛云,井溢農(nóng).關(guān)于在管坯尾端增加定心工序的探討[J].包鋼科技,2004,30(6):40-42.
[15]丁軍,穆樹亮,楊力.管坯熱定心頂錐推力的計算[J].鋼管,2013,42(3):59-62.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
