自保護(hù)藥芯焊絲電弧穩(wěn)定性研究
2015-12-27 07:33:30朱珍彪郭純孔紅雨
金屬加工(熱加工) 2015年2期
朱珍彪 郭純 孔紅雨

焊接電弧穩(wěn)定性是自保護(hù)藥芯焊絲焊接工藝性的重要指標(biāo)之一,新型焊接材料的研究與開發(fā)乃至現(xiàn)有焊接的改進(jìn)均離不開電弧穩(wěn)定性的研究,焊接材料的電弧穩(wěn)定性也反映了熔滴過渡的穩(wěn)定性,同時(shí)也是新型焊接材料被推廣使用的一項(xiàng)重要指標(biāo)。
本文依據(jù)強(qiáng)堿性渣系的設(shè)計(jì)理念,以BaF2-Fe2O3-Al-Mg渣系自保護(hù)藥芯焊絲為研究對(duì)象,研究了藥芯組分間對(duì)氣孔敏感性的影響,并對(duì)熔敷金屬組織及其夾雜物進(jìn)行分析討論。通過對(duì)試驗(yàn)結(jié)果的研究,分析加入各組分含量對(duì)氣孔敏感性的影響規(guī)律,使自保護(hù)藥芯焊絲的質(zhì)量得到進(jìn)一步的改善。
1. 試驗(yàn)過程
(1)試驗(yàn)用原材料 自制焊絲用鋼帶規(guī)格為0.6 mm×12 mm,焊絲直徑為2mm,藥芯填充率為22.5%±0.3%。為保證焊絲的表面質(zhì)量,軋制前要求鋼帶無明顯劃傷,無銹跡,無嚴(yán)重折彎、扭曲。粉芯原材料:BaF2、Fe2O3、Al-Mg合金、CeO2、LiF、Li2CO3、石英等。
(2)試驗(yàn)設(shè)備及方法 焊接設(shè)備選擇LincolnDC—400焊接電源,匹配LN—23P送絲機(jī)。焊接參數(shù)如表1所示。
(3)電弧穩(wěn)定性試驗(yàn) 采用德國(guó)漢諾威大學(xué)發(fā)明的HA—ⅩⅧ—4E型漢諾威弧焊分析儀,對(duì)焊接過程中電弧電壓和焊接電流信號(hào)進(jìn)行重復(fù)多次采集。

表1 焊接參數(shù)
2. 試驗(yàn)結(jié)果分析與討論
(1)氟化物對(duì)電弧穩(wěn)定性的影響 利用漢諾威弧焊質(zhì)量分析儀采取的電弧電壓、焊接電流波形如圖1所示。
由圖1可知,當(dāng)BaF2含量為50%時(shí),電壓波形比較整齊,焊接電流波動(dòng)范圍相對(duì)較小,電壓跳動(dòng)現(xiàn)象也比較有規(guī)則,這說明此時(shí)熔滴過渡形態(tài)主要以軸向過渡以及小角度排斥過渡形式為主,熔滴過渡過程較穩(wěn)定;當(dāng)BaF2含量增加至55%時(shí),熔滴過渡時(shí)高電壓引弧電壓和低電壓過渡區(qū)在波形圖上增加明顯,分布增多,焊接過程電弧穩(wěn)定性有所降低;當(dāng)BaF2的含量為60%時(shí),電弧電壓變化范圍較大,不穩(wěn)定,由焊接低電壓區(qū)向高電壓跳動(dòng)的現(xiàn)象明顯增多,所對(duì)應(yīng)的焊接電流波形較亂,這說明此時(shí)熔滴過渡尺寸較大,過渡方式不穩(wěn)定,沒有規(guī)律。
從圖1還可看出,LiF、Na2AlF6的加入對(duì)電弧穩(wěn)定性有改善作用。在自保護(hù)藥芯焊絲中加入少量的LiF,能夠減小電弧電壓和焊接電流的波動(dòng)范圍,但是當(dāng)LiF的含量進(jìn)一步提高時(shí),電弧穩(wěn)定性又會(huì)有所惡化(見圖1e);Na2AlF6的加入會(huì)進(jìn)一步改善電弧穩(wěn)定性(見圖1F)。
(2)氧化性組分對(duì)電弧穩(wěn)定性的影響 本渣系采用的氧化性組分為Fe2O3和Li2CO3。不同組分含量時(shí)電弧電壓以及焊接電流隨時(shí)間變化的波形如圖2所示。
當(dāng)Fe2O3質(zhì)量分?jǐn)?shù)為10%時(shí)(見圖2a),電壓波形比較整齊,焊接電流波動(dòng)范圍較小,沒有出現(xiàn)明顯的電壓跳動(dòng)現(xiàn)象,當(dāng)Fe2O3質(zhì)量分?jǐn)?shù)為15%時(shí)(見圖2b),電弧電壓的波動(dòng)值不斷增大,電弧穩(wěn)定性開始下降。
在電弧溫度下,F(xiàn)e2O3極易分解產(chǎn)生大量的氣體,急劇膨脹,當(dāng)其表面張力遠(yuǎn)小于外圍熔滴,受到內(nèi)部的氣體壓力時(shí),熔滴就發(fā)生了爆炸;此外,隨著藥芯中Fe2O3含量的增加,藥芯熔化的熔點(diǎn)升高,在焊接過程中可能會(huì)產(chǎn)生“滯熔性”渣,使冶金反應(yīng)不充分,造成大顆粒飛濺,使電弧不穩(wěn)。
組分中Li2CO3的加入使電弧穩(wěn)定性有所改善(見圖2c、2d)。適量的Li2CO3還可以增加電弧氣氛的氧化性,增加電弧挺度,同時(shí)Li的電離電位較低,故Li2CO3含量較低時(shí)具有穩(wěn)弧作用;但產(chǎn)生的CO2氣體對(duì)熔池也有強(qiáng)烈的攪拌作用,故在含量較高時(shí)電弧穩(wěn)定性下降。合適的Li2CO3含量(質(zhì)量分?jǐn)?shù))應(yīng)<8%。
(3)脫氧固氮元素對(duì)氣孔敏感性的影響 利用漢諾威弧焊質(zhì)量分析儀采取的不同Al-Mg合金含量的電弧電壓、焊接電流波形如圖3所示。
從圖3可以看出,隨著Al-Mg含量的增加,電弧電壓的波動(dòng)范圍不斷增大。8%Al-Mg合金焊絲的電弧電壓的波動(dòng)程度較小,焊接過程也較為平穩(wěn);14%Al-Mg合金焊絲的電弧電壓的波動(dòng)范圍有所增大,焊接過程電弧穩(wěn)定性開始下降,但其下降程度并不嚴(yán)重,焊接電流、電弧電壓波形顯得較為有規(guī)律;進(jìn)一步增大Al-Mg合金含量,16%的Al-Mg合金,焊接過程電弧電壓波動(dòng)程度較為明顯,焊接電流波形顯得比較散亂,焊接過程中能夠觀察到電弧嚴(yán)重跳動(dòng)現(xiàn)象,電弧穩(wěn)定性惡化;當(dāng)使用Al粉取代部分Al-Mg合金時(shí),即2%Al+16%Al-Mg合金,電弧穩(wěn)定性有所提高。
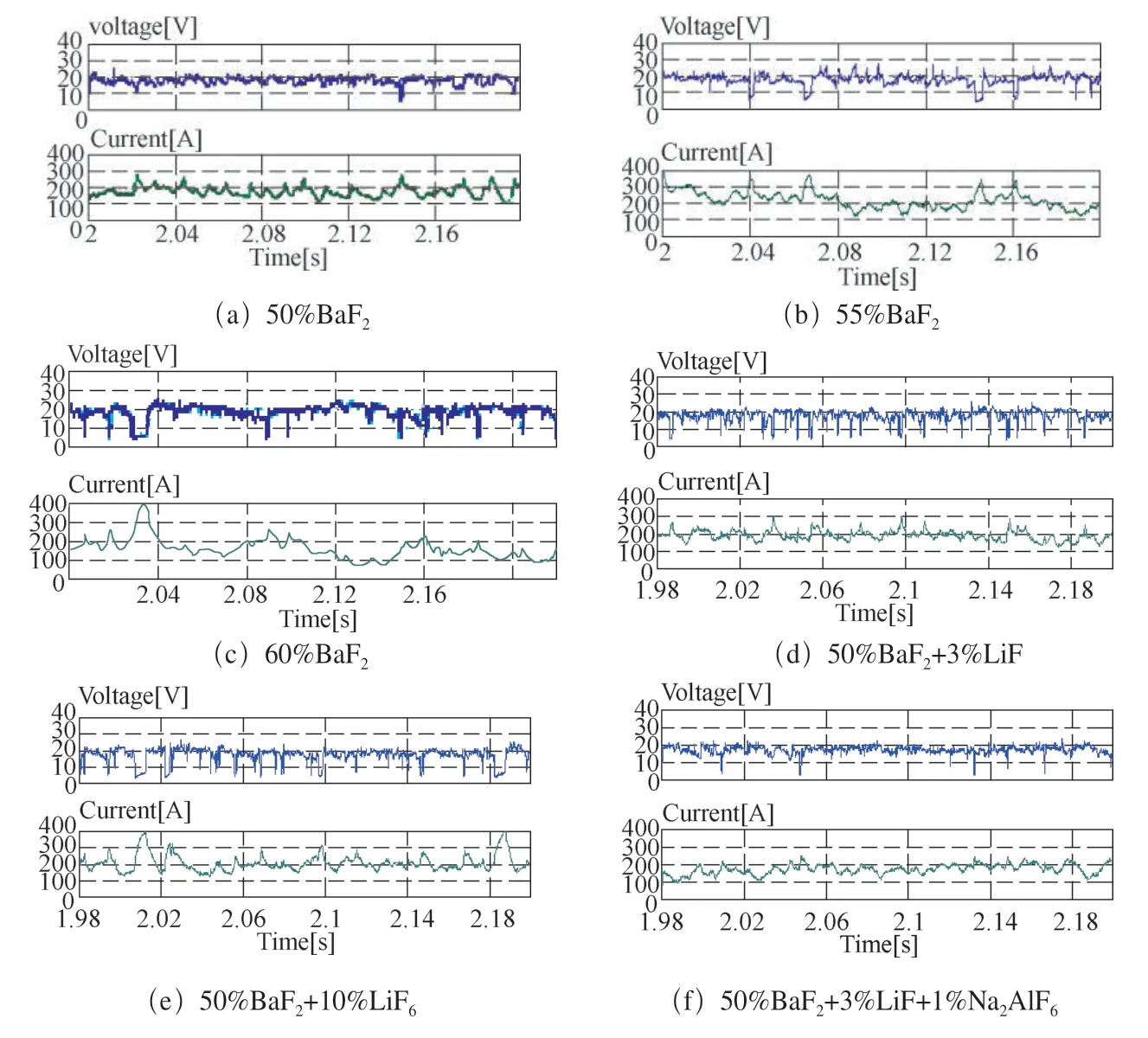
圖 1
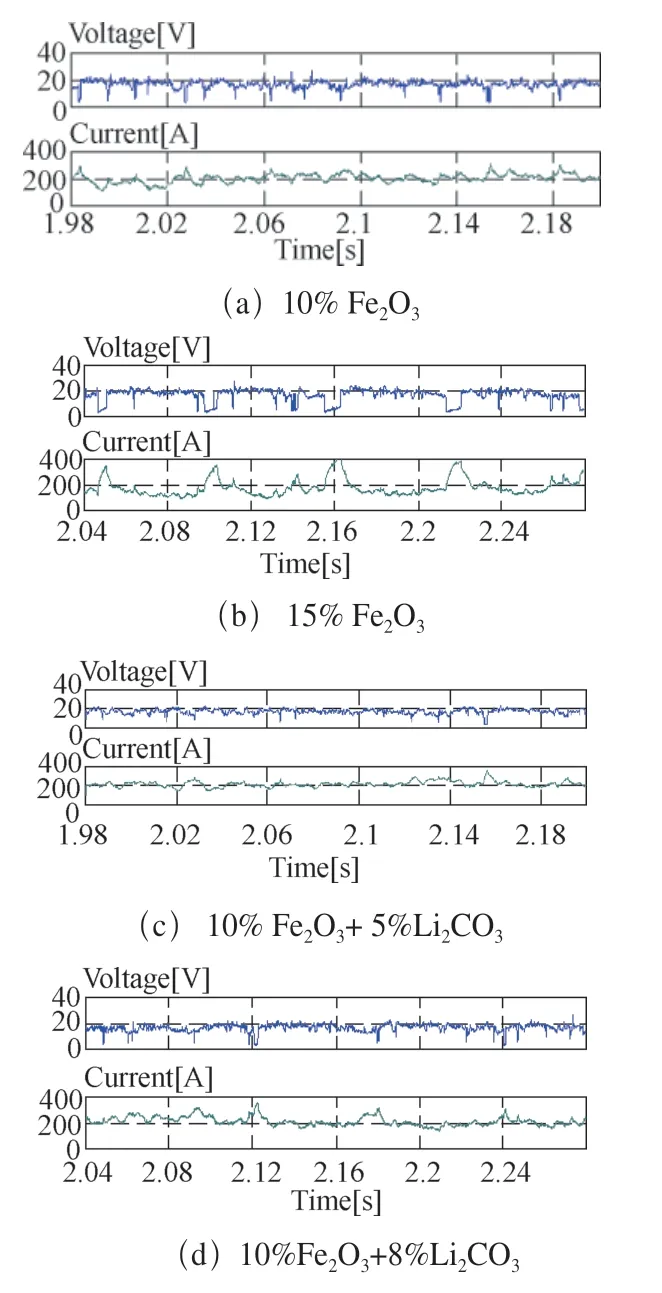
圖 2
3. 自保護(hù)藥芯焊絲電弧穩(wěn)定性能對(duì)比
試驗(yàn)采用三種自保護(hù)藥芯焊絲,分別是進(jìn)口焊絲HS-1、自制焊絲HS-2以及國(guó)產(chǎn)焊絲HS-3。對(duì)漢諾威弧焊分析儀采取的電壓電流波形圖及概率密度分布圖,進(jìn)行定性或定量分析自保護(hù)藥芯焊絲的電弧穩(wěn)定性。
(1)電弧電壓和焊接電流波形圖分析 結(jié)合圖4中三幅波形圖的整體來看,HS-3焊絲的電壓電流波形有較大幅度的跳動(dòng),電弧穩(wěn)定性較差,HS-1藥芯焊絲的電壓電流波形平穩(wěn),HS-2焊絲的電弧穩(wěn)定性居中。
(2)電壓電流概率密度分布圖分析 HS-1、HS-2和HS-3的電弧電壓概率密度分布疊加如圖5a所示。該圖描述了在某統(tǒng)計(jì)測(cè)試的時(shí)間內(nèi),電弧電壓隨機(jī)出現(xiàn)的概率密度分布。從圖中可以看出,曲線1、2、3三個(gè)區(qū)域組成了電弧電壓概率密度分布圖,分別為:低電壓區(qū)1;概率密度較低的高壓分布區(qū)3(為跳弧、再引弧高電壓區(qū));正常燃弧區(qū)2。跳弧、再引弧高電壓區(qū)3主要反應(yīng)了焊接過程中電弧排斥過渡、爆炸過渡完成后,電弧跳弧、再引弧現(xiàn)象等相關(guān)信息。爆炸過渡、電弧排斥過渡越多,熔滴過渡后出現(xiàn)的跳弧現(xiàn)象就越多,出現(xiàn)高電壓的比例也就越多,此時(shí)該信息就會(huì)越顯著,焊接過程電弧越不穩(wěn)定。3區(qū)大電壓概率越小,曲線越集中,焊接過程就比較穩(wěn)定。
圖5a結(jié)果表明:HS-2焊絲和HS-3焊絲3區(qū)的電壓概率密度較小,說明其電壓波動(dòng)相對(duì)較小,而HS-1焊絲3區(qū)的電壓概率密度較高,電弧電壓的大電壓概率很大,說明其電壓波動(dòng)較大,說明HS-1焊絲出現(xiàn)再引弧、跳弧現(xiàn)象較多,電弧穩(wěn)定性較差,產(chǎn)生的飛濺較多。
三種典型自保護(hù)藥芯焊絲焊接電弧電壓焊接電流的變異系數(shù)δU和δI、標(biāo)準(zhǔn)偏差ΔU和ΔI如表2和表3所示。表2和表3結(jié)果表明,電流標(biāo)準(zhǔn)偏差、焊接電弧電壓和變異系數(shù)有著相同的趨勢(shì),即ΔU越小,ΔI也越小,并且δU和δI也越小,電弧穩(wěn)定性越好。同時(shí),由表2可知,HS-1 焊絲電弧電壓變化范圍和變化率都較大,電弧穩(wěn)定性較差。
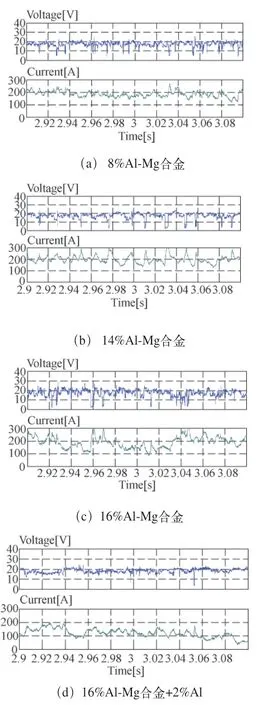
圖 3
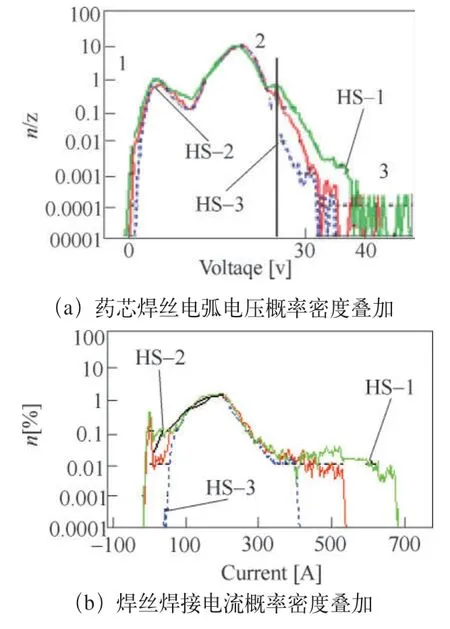
圖 5
圖5 b為焊接過程中電流概率密度分布圖。圖5b結(jié)果表示,HS-3焊絲的焊接電流主要集中在100~360A之間,分布范圍最窄,即焊接電流較集中,焊接過程電流波動(dòng)較小,電弧穩(wěn)定性最好。而HS-1焊絲的電流分布范圍較大,達(dá)50~600A,且400~700A之間的比例較大,電弧穩(wěn)定性最差。HS-2焊絲的電流分布在50~450A之間,居于上述兩種焊絲之間。結(jié)合表3可知,HS-1 焊絲焊接電流變化范圍和變化率都較大,電弧穩(wěn)定性較差。
(3)瞬時(shí)電壓電流U-I圖分析 HS-1的瞬時(shí)電壓電流U-I曲線如圖6所示,分析表明,HS-1焊絲電弧燃燒時(shí),大電壓、大電流的比例較高,且所覆蓋的面積最大,工作點(diǎn)軌跡最分散。不僅低電壓區(qū)燃弧工作點(diǎn)比較分散,且再引弧、跳弧高電壓區(qū)出現(xiàn)的工作點(diǎn)軌跡多,說明在焊接過程中存在較多的高電壓跳弧的現(xiàn)象和低電壓熔滴短路過渡頻率較高,這些因素都導(dǎo)致了焊接過程飛濺較大,電弧穩(wěn)定性差。結(jié)合表2和表3結(jié)果也可以看出,HS-1焊絲的電弧電壓和焊接電流標(biāo)準(zhǔn)偏差、變異系數(shù)最大,也說明電弧燃燒和熔滴過渡穩(wěn)定性最差。
焊絲HS-2的瞬時(shí)電壓電流U-I曲線如圖7所示,分析表明,其電弧燃燒時(shí)的工作點(diǎn)軌跡覆蓋面積較HS-1集中,與HS-3焊絲相比,覆蓋面積偏大,集中度稍差,并且再引弧、跳弧高電壓區(qū)出現(xiàn),工作點(diǎn)軌跡較HS-3焊絲多, HS-2在焊接過程中出現(xiàn)跳弧現(xiàn)象、抖動(dòng)所占比例較HS-3高,電弧穩(wěn)定稍性較差。結(jié)合表2和表3,其電弧電壓,焊接電流,標(biāo)準(zhǔn)偏差、變異系數(shù)都比HS-3焊絲要大,說明其電弧燃燒穩(wěn)定性比HS-1焊絲差。
焊絲HS-3瞬時(shí)電壓電流U-I曲線如圖8所示,電弧燃燒時(shí)的覆蓋的面積較小,工作點(diǎn)軌跡比較集中,說明跳弧、再引弧高電壓區(qū)出現(xiàn)的工作點(diǎn)軌跡少,其電弧燃燒較為穩(wěn)定,高焊接參數(shù)下反映了同樣地趨勢(shì)。
4. 結(jié)語
本文得出的主要結(jié)論如下:
第一,藥芯組分中氟化物增加,電弧穩(wěn)定性變差。適量的LiF、 Na2AlF6有改善電弧穩(wěn)定性的作用,最佳的BaF2含量(質(zhì)量分?jǐn)?shù))為50%~60%。
第二,隨著藥芯組分中氧化性物質(zhì)含量的增加,電弧穩(wěn)定性逐漸惡化,適量的Li2CO3可以改善電弧穩(wěn)定性,最佳的Li2CO3含量為5%。
第三,隨著藥芯組分中鋁鎂合金含量的增加,電弧穩(wěn)定性呈惡化的趨勢(shì),最佳的Al-Mg含量為8%~14%。
第四,瞬時(shí)電壓-電流圖、電壓電流概率密度函數(shù)可以反映電弧穩(wěn)定性;變異系數(shù)、電弧電壓、焊接電流的標(biāo)準(zhǔn)差有著相同的變化趨勢(shì),標(biāo)準(zhǔn)偏差ΔU越小,ΔI也越小,并且變異系數(shù)δU和δI也越小,熔滴過渡與電弧穩(wěn)定性好。

表 2

表 3
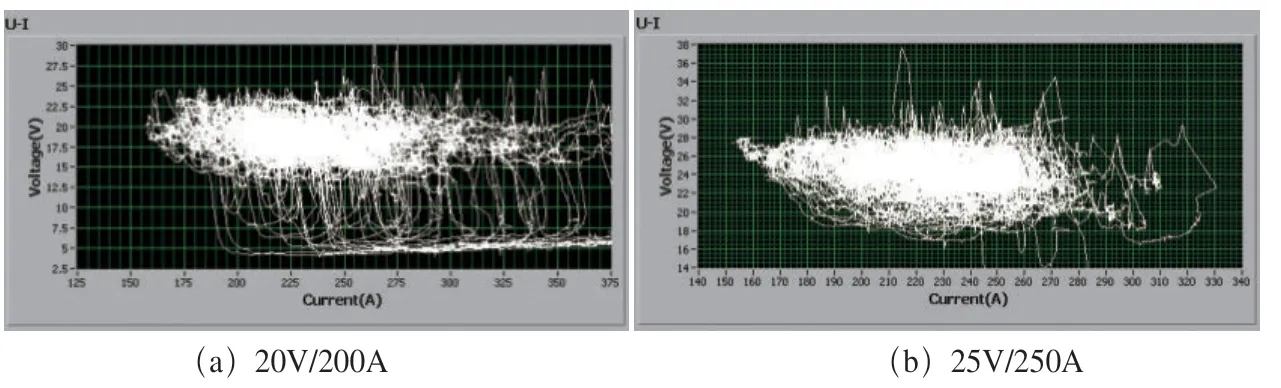
圖 6

圖 7

圖 8
[1] 薛振奎,國(guó)內(nèi)長(zhǎng)輸管道下向焊用焊接材料的發(fā)展現(xiàn)狀與建議[J].機(jī)械工人,2006,10):16-17
[2] Yoshiya Sakai, Yasuhiro Nagai,Kazuo Ikemoto,etal. Flux cored wire electrodes For selF-shielded arc welding [P]. U.S .Patent,4571480,1986.
