數控切割下料編程快速入門
2015-12-27 07:33:46潘明
金屬加工(熱加工) 2015年2期
潘明

等離子/火焰數控切割機與手工氣割槍下料相比優勢明顯。首先是可以改善操作工人的工作條件,減輕工人的勞動強度,工人的身體健康;其次是采用數控切割機下料表面質量遠好于手工下料,可以減小機械加工留余量,從而減少了刀具的損耗,同時也可以提高機械加工的效率;另外,通過數控編程,數控切割機床可以切割出形狀復雜的料坯,可以將零件的外形和較大的內孔(圓形、方形和不規則形狀)都切割出來,這對于減少機械加工量,減少刀具的損耗,進一步提高機械加工的效率,縮短加工周期作用非常大。正因如此,數控切割機下料現在越來越普及。
1. 數控切割下料編程方式
(1)可在數控切割機系統上直接編程。該方式效率低,操作復雜,也不直觀,容易出錯,而且編程時需占用數控切割機,影響數控切割機的使用效率。
(2)運用FastCAM軟件進行編程。這種方式具有效率高,操作簡單、直觀,可以很方便地進行檢查,不容易出錯,而且編程時不需要占用數控切割機。建議采取這種方式進行編程。下面將介紹在電腦上運用FastCAM軟件進行編程。
2. 安裝、應用繪圖軟件進行繪圖
數控切割編程要求編程人員具有較強的識圖和繪圖能力,但只要能看懂外形和內孔的輪廓,圖形有些細節并不要求完全看懂。繪圖占了數控切割編程絕大部分的工作量。下料切割圖形與零件圖還是有區別,需要在零件外形尺寸上加余量,外形輪廓尺寸要加大,內孔尺寸要減小;另外,外形有的地方可以進行簡化,小的凹槽可以不畫。不規則的多邊形最好是先不加余量畫好外形,畫完后再對輪廓線進行偏移,加余量。這樣畫出來的下料圖形最準確。加余量多少應根據數控切割機的性能、板料厚度以及操作人員的水平來定。我們一般是板料厚度40mm以下在繪圖時單邊加5mm的余量,切割后料坯的實際余量一般為單邊2~3mm,板料厚度超過50mm就會適當加大余量。下料圖形完成后,需要對圖形一些主要尺寸進行檢查,以確保下料圖形準確。
為了方便對下料程序的管理,可以在電腦中按年、月、日分級建立文件夾,這樣可以方便對下料程序的查詢,同樣的圖號就不需要重復編程了,減少了不必要的工作。另外,下料出現問題可以快速找到原始圖形和下料程序,方便查找問題的原因。
3. 運用FastCAM程序將單個圖形轉化編程代碼(NC)
如果是采用FastCAM程序繪圖,繪圖完成后單擊工具欄中的“保存文件”按鈕,輸入零件名稱并確定保存路徑進行文件保存,接下來就可以將圖形轉化為編程代碼。如果是采用AutoCAD或CAXA2007電子圖板保存的圖形文件,需要點擊FastCAM程序命令欄中的“文件”圖標,出現下拉菜單,鼠標左鍵單擊“DWG讀入”,出現“DXF選項”對話框。“文件選擇”一般選“單一文件”,“DXF文件單位”一般選擇“公制”,點選“CAD清除”和“CAD修整”使之打勾,再點擊“確定”,會彈出“dwg文件名”對話框,找到圖形文件,并點擊“S選擇”,這樣就在FastCAM程序中打開了圖形。下一步就是使用FastPATH自動生成切割代碼。
左鍵單擊“編輯路徑”菜單中的“FastPATH”,彈出對話框,點擊“修改設置”會彈出“FastPATH設置”對話框。
在加工面板中選擇“可選擇的加工方式”中的一種,可以選擇CUTTING加工方式,單擊向左側的箭頭,完成加工方式的添加。
接下來設置“外邊界引出線”和“內邊界引出線”面板,設置引入線的位置、類型和大小,設置退出線的類型和大小。
我們可以在“切割順序面板”中設置切割順序;在“特定設置”中使預穿孔選項為關閉;還可以進行“墊縫/補償”、“排料選項”和“坡口”設置。都設置好了之后,單擊“確定”,出現“PTH”對話框,選擇保存位置,點擊“保存”,程序將在指定位置生成一個FASTPATH.PTH文件,即編程路徑文件。不要改變文件名稱和路徑,否則下次需要重新進行設置,但必要時可以按前面的操作進行設置修改。修改設置后需重新打開圖形后才會修改過來。
“編輯路徑”設置好后或者是不需要修改設置,就可以點擊FastCAM軟件工具欄中的“輸出”圖標,在運算過后電腦會詢“輸出NC嗎?”,點擊“是”,此時提示輸入保存路徑和保存名稱。這樣NC碼(編程代碼)就保存到了指定的位置, 編程代碼是以文本文檔形式保存的。程序還將提示進行校驗。當進入FastPLOT界面后,左鍵單擊屏幕任意位置,即可進入FastPLOT NC EDITOR界面,點擊左上角的“顯示”,出現下拉菜單,點擊“切割軌跡顯示”。一般選擇“分布方式”,每按一次空格鍵或回車鍵就會顯示下一步的切割步驟,這樣可以很清楚地看到每一步的切割過程。
4. 使用
啟動FastNEST程序,如果是第一次用此程序或者是需要進行設置更改,在工具欄上的“改變機器參數”按鈕,會彈出自動套料參數設置。我們可以將“零件距零件”參數為10mm,設置“零件距板邊”參數為10mm。在裝載區域中勾選“計算排列”。設置完成后點擊“確認”。在工具欄中單擊“改變板材尺寸”按鈕設置板材的長度和寬度。
在下拉菜單中點擊“文件切割表”,進入“設置文件類型”對話框,設置文件輸入類型(一般設置為DXF文件);設置輸出文件類型(一般設置為NC);設置“已有引出線”為除去;點擊“設置穿孔“,進入FastPATH設置面板。設置操作和FastCAM程序的基本一樣。
單擊工具欄上的“+”增加零件按鈕,在“文件名”對話框中選擇要添加的零件。如果一種零件有多件的話,可以點擊工具欄上的“排列”按鈕,一次添加多個零件。為了使排料達到最好效果,可以先手動進行排料,有的零件隔一個旋轉180°,這樣零件就可以相互交錯,達到最省料的目的,如圖1所示。零件初步排好后,點擊下拉菜單“排料”,點擊“自動緊排”。程序就會自動將每塊料排緊,達到節約材料的目的,如圖2所示。
排完料后,就可以點擊FastNEST程序工具欄中的“輸出”圖標,根據提示往下操作。其中有切割順序的選擇。在這里我們還可以對“切割起始點”位置進行移動,移到我們認為最合適的起始點位置。FastCAM程序則只有幾個固定的位置,不能隨意移動。最后程序還將提示進行校驗。后面和FastCAM程序的操作是一樣。
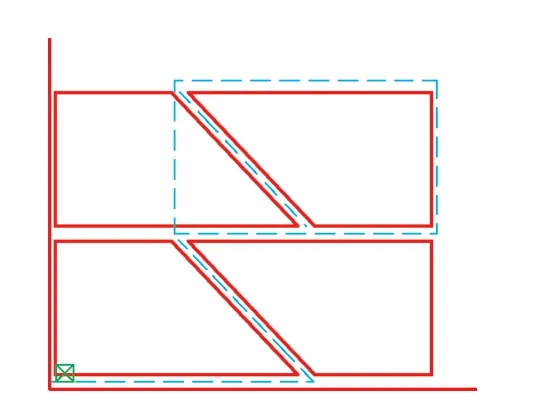
圖 1
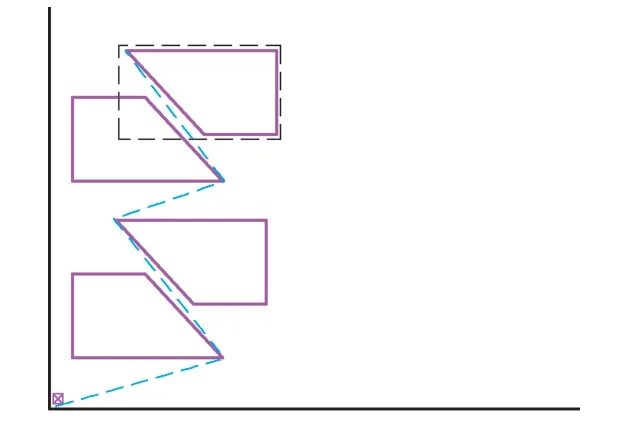
圖 2
5. 結語
本文介紹了應用FastCAM軟件進行數控下料編程的操作方法,希望對剛接觸到或者是打算學習數控下料編程的人員有所幫助。這只是一些最基本的操作,從事下料編程的人員應在實際操作中,不斷積累經驗,便能夠更加嫻熟地掌握下料編程操作。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國衛生(2015年3期)2015-11-19 02:53:32
中國艦船研究(2014年5期)2014-05-14 06:43:09
