數(shù)字式梳棉機(jī)自調(diào)勻整控制系統(tǒng)開發(fā)
2015-12-25 01:49:30李新龍馬崇啟周寶明
紡織學(xué)報(bào)
2015年8期
李新龍,馬崇啟,2,周寶明
(1.天津工業(yè)大學(xué)紡織學(xué)院,天津 300387;2.天津工業(yè)大學(xué)先進(jìn)紡織復(fù)合材料教育部重點(diǎn)實(shí)驗(yàn)室,天津 300387)
梳棉機(jī)自調(diào)勻整裝置是一種用來控制梳理機(jī)輸出生條粗細(xì)不勻的自動調(diào)節(jié)裝置,根據(jù)喂入纖維層不同時刻的厚度差異自動調(diào)節(jié)牽伸倍數(shù),使生條單位長度粗細(xì)穩(wěn)定在一定的水平,從而達(dá)到人們預(yù)期的要求[1]。早期的純機(jī)械式自調(diào)勻整裝置早已被淘汰,近年來的電子式自調(diào)勻整裝置得到了較好的發(fā)展,國內(nèi)外主要機(jī)型有法國SACM型、美國ST型以及無錫YZ-1型和青島FT021型自調(diào)勻整裝置等[2],但是國外先進(jìn)機(jī)型技術(shù)由于保密等原因難以復(fù)制,國內(nèi)短開環(huán)式自調(diào)勻整裝置通常由于延遲時間、測量不準(zhǔn)確以及采用定時法延遲控制算法等原因,難以實(shí)現(xiàn)針對性勻整。
本文研究開發(fā)了一種DSCa-11數(shù)字式梳棉機(jī)機(jī)后短開環(huán)式自調(diào)勻整控制系統(tǒng),通過準(zhǔn)確測量設(shè)備延遲距離并以定位移法設(shè)計(jì)延遲控制算法,從而實(shí)現(xiàn)針對性勻整,為紡制高質(zhì)量生條奠定了良好基礎(chǔ)。
1 自調(diào)勻整控制系統(tǒng)硬件構(gòu)成
通常情況下,自調(diào)勻整裝置主要由檢測機(jī)構(gòu)、控制機(jī)構(gòu)和執(zhí)行機(jī)構(gòu)3部分組成[3]。DSCa-11數(shù)字式梳棉機(jī)自調(diào)勻整控制系統(tǒng)采用位移傳感器作為檢測機(jī)構(gòu),檢測當(dāng)纖維層通過握持鉗口時給棉板位移的變化量,以給棉板位移的變化量反映喂入纖維厚度,如圖1所示。
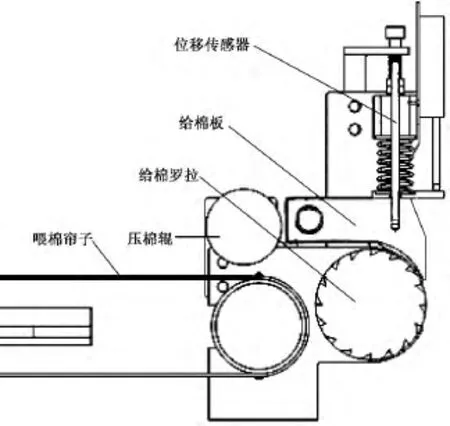
圖1 給棉檢測機(jī)構(gòu)示意圖Fig.1 Schematic diagram of feeding testing system
用歐姆龍CP1H-XA40DT-D型PLC作為控制機(jī)構(gòu),根據(jù)設(shè)定的理論厚度和檢測到的實(shí)時厚度計(jì)算給棉羅拉電動機(jī)頻率的調(diào)節(jié)方向和調(diào)節(jié)量。……
登錄APP查看全文
