后焊不起車狀態下YHG-500Q 型廂式焊軌車施工組織探討
2015-12-25 00:57:16孫萬金彭元昭
科技視界 2015年4期
孫萬金 儀 然 彭元昭
(濟南鐵路局濟南工務機械段,山東 濟南 250000)
YHG-500Q 型廂式焊軌車是由南車戚墅堰機車車輛研究所有限公司研制的非自行式移動閃光焊軌車,考慮到該型焊軌車所搭載的K900 焊機的額定頂鍛力只有90 噸小于YHG-1200 焊軌車K922 焊機120 噸額定頂鍛力的實際情況,該型焊軌車多用于后焊生產。后焊焊軌作業是線上焊,這就不可避免的需要將廂式焊軌車的四個液壓支撐腿撐起,將整車車體升起到一定高度(液壓支撐腿伸出140~170mm)后才能實現線上鎖定焊,在焊接過程中需要派專人盯控車體兩側四液壓支撐腿的伸縮狀態,防止四液壓支撐腿接由于伸縮不均勻造成車體傾斜或是車體轉向架心盤脫出,不僅致使后焊施工作業費時費力效率低下而且伴有較為嚴重的安全隱患。
YHG-500Q 型廂式焊軌車不起車狀態下施工組織簡介:
廂式焊軌車后焊不起車狀態下線上焊施工作業組織,如圖1。
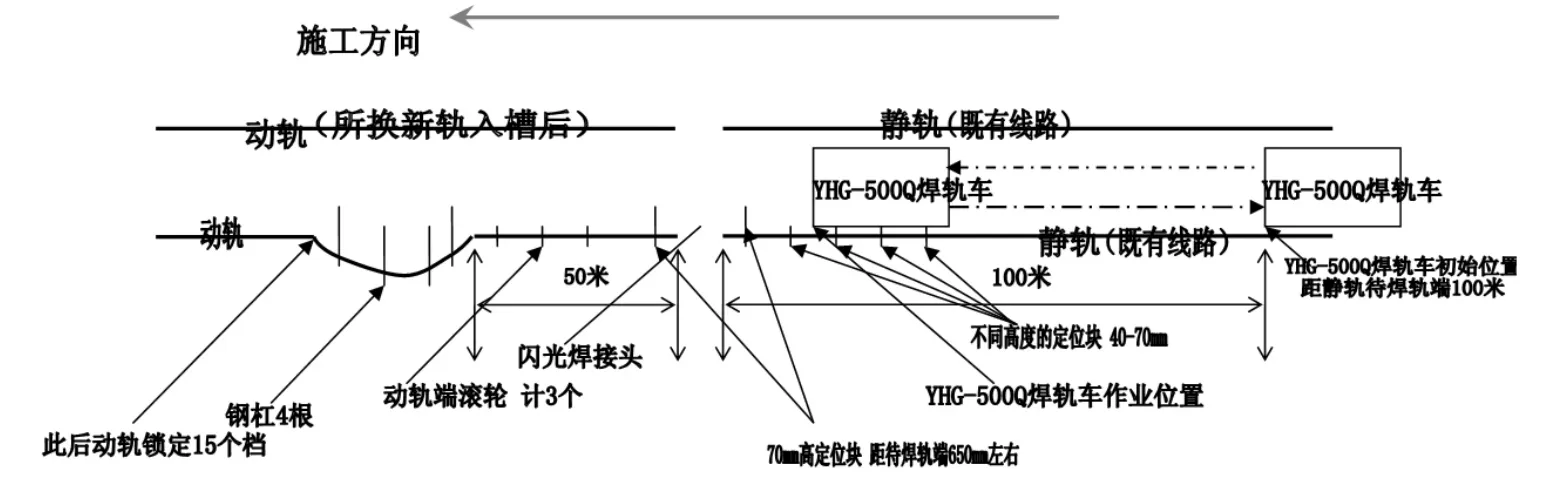
圖1
封鎖調度命令下達后。作業車聯掛進入封鎖區間,到達指定地點車組解體后,由一輛專用軌道車牽引廂式焊軌車至后焊地點,按施工方向停靠距待焊閃光焊接頭軌端100 米處等待,做好焊軌準備。
1 焊前檢查及鋸軌除銹
封鎖命令下達后,施工負責任人即可安排后焊打磨人員對線下待焊鋼軌進行端面幾何形狀檢查,對鋼軌端面及軌腰進行除銹打磨作業,按兩側軌腰650mm 長度范圍進行打磨,直到全部呈現金屬光澤。軌腰位置有表面熱軋突起標志時必須一并打磨掉,打磨時應沿鋼軌方向縱向進行,禁止橫向打磨,鋼軌端面用鋼軌端面打磨機或砂輪機打磨除銹,直至所有打磨項目結束。
此時YHG-500Q 焊軌車由軌道車牽引駛入,至待焊接頭靜軌端100 米處待機。施工負責人安排焊機操作人員放下K900 焊機,對焊機機頭進行日常維護保養,清理完焊機鉗口焊渣后,對待焊鋼軌按38~40mm 預留量(此時不應按焊機燒化量+頂鍛量進行預留,防止預留量不足)進行軌縫鋸切作業,焊縫要預留在兩個軌枕之間中心處。在預留焊縫位置,需要把相鄰軌枕中間的石砟清除一部分,從軌枕平面向下要求至少挖200 毫米深度,預留出焊機推瘤刀安放位置。
2 拆卸靜軌端扣件、墊定位塊、滾輪、動軌甩彎、接回流線
封鎖命令下達后,施工負責人安排一部分人進行焊前檢查及軌腰除銹的同時,將安排另一撥人員對既有線路(也就是圖上靜軌端)上的螺栓、扣件、彈條等配件進行拆除,長度應滿足焊軌要求(視線路情況而定,一般20 米左右)。拆卸后的螺栓、扣件、彈條、擋板一定要有規律的放在既有線路的內側,不要丟失,便于焊接完成后線路的快速恢復,當既有線路兩股鋼軌皆按要求長度拆卸完相關扣配件后,立即安排人員利用起道機進行起到作業,并按4個檔一處的標準沿施工方向由低到高設置定位塊(定位塊長度、寬度都是相同的,只是高度不同,長×寬=165×150mm,高度分別為40mm、50mm、60mm、70mm,其中50mm、70mm 各兩對,其余的一對,共兩組,詳見附件3),兩股合計12 處。定位塊安裝一定要放置在既有線路軌槽中間膠皮墊的上方,既有線路軌底的正下方,其150mm 的寬度恰好是60Kg/m 鋼軌軌底寬度,定位塊檔肩高出定位塊高度8mm 左右(防止鋼軌在機車壓軋下橫向滑動),定位塊安裝完成后,利用既有線路鎖定輪按5個檔一處的距離即可對既有線路(靜軌)進行鎖定。此時舊軌撥出軌槽后,首先將待換新軌(動軌)的前100 米鋼軌盡快撥入軌槽內,并在距待焊動軌端50~60 米處甩彎,每隔12.5 米處安放一個滾輪,可根據現場實際情況調整滾輪墊放間距,保證鋼軌縱向移動順暢即可,甩彎點后方鎖定15 檔的螺栓,甩彎點與軌槽間固定4 根撬棍,保證YHG-500Q 焊軌車K900焊機焊接頂鍛時甩彎處鋼軌能夠自由橫向滑動,最后將待焊一側動軌端部用起道機提起,距待焊軌端650mm 處墊放一個高度為70mm 的定位塊,等待與靜軌端的對軌,并安排相關人員接好回流線。
3 焊軌車焊機對位及焊軌
完成以上工序后,YHG-500Q 焊軌車在軌道車的推進下以每小時3~4 公里的速度向待焊鋼軌焊縫位置前進,當焊軌車第一個輪對距待焊位置3.2~3.7 米距離時停止前進,做好廂式焊軌車與軌道車防溜措施后,焊機操作人員操作焊機緩緩移動到待焊焊頭合適位置后進行對軌作業,確保焊縫對中性良好并在待焊鋼軌兩端預留合適軌縫后(一般取3mm 左右),將焊機緩慢提高到一定位置(確保待焊鋼軌底部及軌底腳邊緣不觸及軌枕上的螺絲桿),按下焊機綠色焊接按鈕對鋼軌進行焊接,在焊接過程中要求密切觀察鋼軌閃光過程和屏幕顯示焊接時間,當屏幕顯示焊接時間到達30 秒后,就可以把焊機操控面板“鋼軌夾緊/松開”按鈕扳至“中間位置”,這是YHG-500Q 廂式焊軌車K900 焊機不同于其它焊機的操作方法,當屏幕顯示焊接時間到達130秒時,焊接過程將達到加速燒化階段,指揮人員通過對講機立即通知前方撥軌人員從甩彎處加速撥軌,尤其在最后頂鍛階段更要全力撥軌,盡量減少鋼軌頂鍛階段的阻力,便于形成良好接頭。
焊軌作業完成后,焊接人員操作焊機將所焊接頭下放至焊縫兩端滾筒上,松開鉗口,除去接頭焊縫上的焊瘤、焊渣、對鉗口進行清理后,按照上述工序準備下一個接頭的焊接,后焊兩個接頭全部焊接完成后將K900 焊機收至承機臺上,撤掉廂式焊軌車及軌道車止輪器,由軌道車牽引廂式焊軌車至初始位置,等待封鎖點開通,其他人員繼續對焊接接頭進行粗磨、正火、細磨處理。
以上就是YHG-500Q 廂式焊軌車在不起車狀態下的后焊施工組織,起車狀態下的后焊施工組織在工序上與不起車狀態大致相同,兩者相較,不起車狀態下的施工組織比起車狀態下的施工組織有以下諸多優點:
(1)焊前不需要在車體兩側四液壓支撐腿下墊木墩(15 分鐘),更不需要安排專人監視液壓支撐腿的升降情況,既減少了勞動成本又消除了存在的安全隱患。
(2)廂式焊軌車在起車狀態下為防止驅動轉向架心盤脫出需安裝車體轉向架心盤防脫鏈(10 分鐘),在不起車狀態下,則完全無必要進行安裝。
(3)在起車狀態下,軌道車聯掛焊軌車進入焊軌地點后,兩車需解體作業(大約5 分鐘),否則廂式焊軌車將無法完成整車起升作業,而在不起車狀態下,兩車則無必要進行解體作業,焊軌前后兩車只需保持聯掛狀態同進同出即可。
對比廂式焊軌車起車狀態下線上焊施工作業方式,其在不起車狀態下的施工作業模式不但節約了勞動成本,精簡了不必要的繁雜工序,使得廂式焊軌車后焊作業準備時間節省了30 分鐘左右,還極大地提高了后焊施工作業效率,消除了后焊起車狀態下作業存在的安全隱患,是YHG-500Q 型廂式焊軌車后焊施工組織創新的成功舉措。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
