基于SPC的空空導彈產品質量評審過程監(jiān)控
2015-12-24 03:40:43牛俊磊董周戰(zhàn)
航空標準化與質量 2015年4期
關鍵詞:產品質量
牛俊磊 董周戰(zhàn)
(中國空空導彈研究院,河南 洛陽 471099)
基于SPC的空空導彈產品質量評審過程監(jiān)控
牛俊磊 董周戰(zhàn)
(中國空空導彈研究院,河南 洛陽 471099)
將SPC技術用于空空導彈產品質量評審活動過程的監(jiān)控,選取了監(jiān)控指標,建立了模型和實施步驟,并在某重點型號空空導彈產品質量評審活動中加以實施和應用。應用結果表明,SPC技術用于空空導彈產品質量評審活動過程監(jiān)控是可行和有效的。
產品質量評審;統(tǒng)計過程控制(SPC);控制圖;過程監(jiān)控
產品質量評審是指在產品檢驗合格之后、交付之前,對研制產品的質量及其質量保證工作所作的全面與系統(tǒng)的審查[1]。它的主要目的是通過對產品性能的一致性和穩(wěn)定性,產品技術狀態(tài)控制情況,產品質量證明文件和質量記錄的完整性,生產過程控制情況等進行審查,以確定該產品能否出廠和交付。GJB 907A-2006《產品質量評審》規(guī)定,承制單位應將產品質量評審項目納入研制計劃并提供必要保證條件,未經產品質量評審,產品不得交付。可見,產品質量評審是產品質量控制的重要手段和對產品實現質量保證工作的有力監(jiān)督。
產品質量評審的一般流程是由被評審單位(部門)向評審單位(部門)提出評審申請,申請經批準后按要求組織評審組,制定評審工作計劃,準備產品研制質量分析報告、設計評審、工藝評審或首件鑒定結論報告等評審文件,之后召開評審會,按照規(guī)定的評審內容和評審要點進行審查;評審組進行討論,做出評審結論。承制單位應根據評審中提出的問題或建議,確定待辦事項,明確責任單位(部門)、工作內容和完成時間,并進行跟蹤檢查。產品質量評審應有完整的記錄,評審結論應形成文件,對評審提出的問題或建議,承制單位應列出待辦事項并落實。
新一代空空導彈具有技術復雜、專業(yè)復雜、配套復雜,技術跨度大,四新(新技術、新材料、新工藝、新器件)應用多的特點,為確保大型外場試驗成功和交付部隊使用時產品質量可靠,產品出廠前的質量評審顯得尤為重要,對產品質量進行全面的評估,能夠將風險和隱患大幅降低。
為把好產品交付前的最后一道關,按照GJB 9001B-2009《質量管理體系要求》、GJB 907A-2006要求,我們制定了《產品質量評審程序》的質量體系程序文件并予以實施。隨著認識的不斷提升和工作的不斷深入,產品質量評審工作得到了持續(xù)的規(guī)范和改進,評審的有效性不斷提升,真正發(fā)揮了評審應有把關的作用。但個別產品質量評審活動仍存在評審提出問題較少(或提出了問題但未準確進行記錄),或者提出了較多問題但產品仍然放行的狀況,此時產品質量評審的有效性就打了折扣;同時,也缺乏對過程進行簡便有效監(jiān)控的手段以及時發(fā)現以上情況。GJB 9001B標準8.2.3“過程的監(jiān)視和測量”規(guī)定:組織應采用適宜的方法對質量管理體系過程進行監(jiān)視,并在適用時進行測量,以證實過程實現所策劃的結果的能力;當未能達到所策劃的結果時,應采取適當的糾正和糾正措施。為確保過程受控應對產品質量評審這一過程的有效性進行衡量并進行監(jiān)視和測量。
統(tǒng)計過程控制(Statistic Process Control, SPC)技術是一種在生產過程中對產品質量特性或工藝參數進行控制的方法,已在工業(yè)生產質量控制中得到了廣泛的應用并對方法進行了改進[2~4]。SPC技術的實施需要以數據為基礎,但管理活動的評價通常不易量化,因此該技術在管理活動的監(jiān)控中應用較少。為此,本文提煉了產品質量評審過程的監(jiān)控指標,嘗試將SPC技術用于監(jiān)控產品質量評審過程,并用于空空導彈的產品質量評審活動,以期能夠有效監(jiān)控過程實施情況并實現及時采取相應措施的目的。
1 SPC技術
SPC是一種應用統(tǒng)計方法對過程進行監(jiān)控,從而達到改進與保證產品質量的技術,以控制圖理論為主,最早是在1924年由美國休哈特博士提出。控制圖利用正態(tài)分布的3σ原理進行構造,利用統(tǒng)計學中的小概率事件原理判定過程是否發(fā)生異常變異,使人們能夠及時采取措施消除異常變異,從而使過程受控。由于控制圖采用抽樣方式,使用簡便,且能發(fā)現導致產品質量特性漂移的異常原因,具有經濟性和實用性,便于解決問題,已在產品質量控制中得到了廣泛的應用。
常規(guī)控制圖根據數據類型的不同分為計量型控制圖和計數型控制圖。計量型控制圖根據子組數據樣本量大小和參數估計方法的不同可分為“均值–標準差”、“均值–極差”、“單值–移動極差(I–MR)”等控制圖;計數型控制圖根據數據分布類型的不同可分為“不合格品(p和np)”和“缺陷數(c和u)”控制圖。為改進和提高控制圖的靈敏性,人們又提出了諸如“累積和控制圖(CUSUM)”和“指數加權滑動平均控制圖(EWMA)”等。
SPC技術的實施步驟見圖1所示[5],主要步驟有:
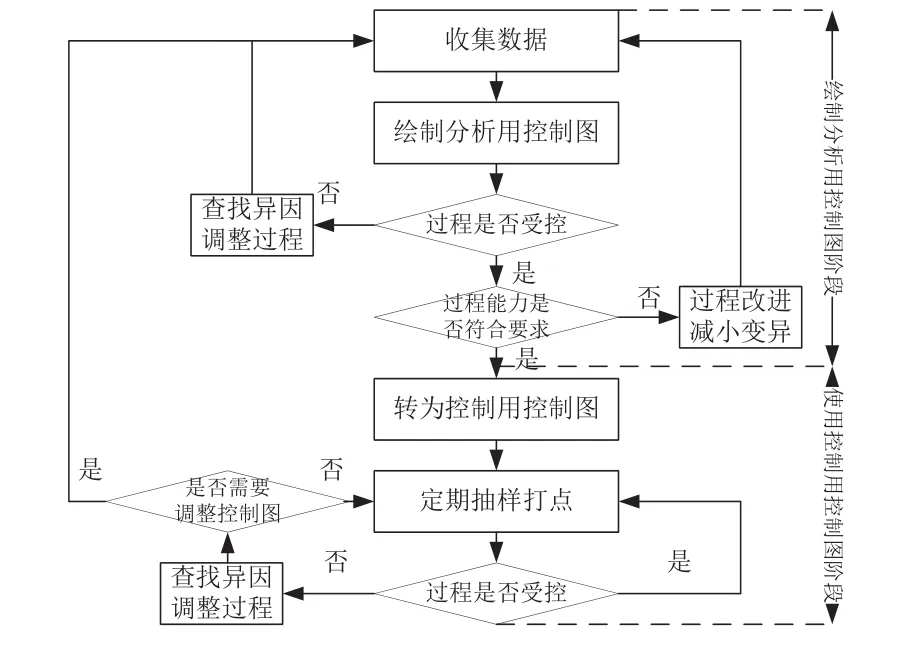
圖1 SPC技術實施的一般步驟
(1)收集需要監(jiān)控指標的歷史數據;
(2)根據歷史數據繪制分析用控制圖;
(3)判斷過程是否受控,若過程不受控,查找引起不受控的異常原因并調整過程;
(4)計算過程能力指數,判斷過程能力是否滿足要求,若過程過程能力不滿足,應進行過程改進;
(5)延長分析用控制圖的控制限,轉為控制用控制圖;
(6)定期抽樣打點進行控制;
(7)根據控制圖運行情況對控制圖進行調整。
2 SPC用于空空導彈產品質量評審的方法和步驟
2.1 監(jiān)控指標的選取
實施SPC技術進行過程控制時,選擇監(jiān)控指標應遵循以下原則[5]:
(1)選擇擬監(jiān)控的工藝參數,通常是產品的關鍵/重要質量特性,或者是對產品質量特性有重要影響的輸入參數;
(2)指標數據易采集和獲取。
對于“產品質量評審”這樣的管理活動,應選擇能反映過程績效的且能夠量化的指標進行監(jiān)控。按照以上原則,我們選擇產品質量評審時“提出問題的數量”作為空空導彈產品質量評審實施SPC時監(jiān)控的指標,原因如下:
(1)該指標一定程度上能夠反映出空空導彈產品質量評審活動的有效性以及產品質量評審對象的優(yōu)劣。提出的問題代表參加評審人員付出的勞動和工作量,提出問題并糾正是產品質量評審的目的和意義所在。如果產品質量評審活動中提出的問題數量過少,則應質疑評審過程是否存在流于形式、走過場的情況,如果提出的問題數量過多,則該產品本身可能存在較多問題,應考慮是否能夠通過評審。
(2)該指標數據易收集和獲得。空空導彈產品質量評審時,提出的問題或建議有完整的記錄,數據容易采集。
2.2 評審方法
設某型號空空導彈在一次產品質量評審中提出問題的數量為X,且參加質量評審的人員基本保持穩(wěn)定,則X是一個離散型隨機變量,可類似看作為單位產品中的缺陷數,則X服從參數為λ的泊松分布,即:
其中P為泊松分布的記號,λ為泊松分布的參數。
根據SPC技術的控制圖選擇要求,應選擇缺陷數控制圖(即C圖)對X進行控制。設某型號空空導彈產品質量評審提出問題數量的樣本為[c1,c2,…ck],其中ci(i=1,2,…,k)為第i次產品質量評審中提出的問題數,k為樣本量的大小,即開展的產品質量評審的次數。
則該控制圖的控制限計算公式為:

2.3 實施步驟
根據第1節(jié)中的SPC技術實施的一般步驟要求,制定了SPC技術用于空空導彈產品質量評審過程監(jiān)控的實施步驟,見圖2所示。與SPC技術用于產品質量特性的控制不同,產品質量評審提出問題數量沒有上下規(guī)格限(或稱公差限),無法計算過程能力指數,因此與圖1中的SPC技術的一般實施步驟相比,圖2中的實施步驟省去了“計算和分析過程能力指數”的相關步驟。具體實施見以下描述。
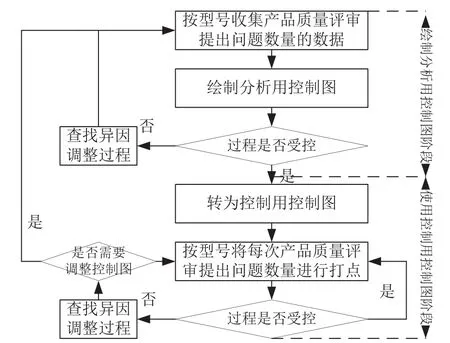
圖2 SPC技術用于產品質量評審過程監(jiān)控的實施步驟
步驟1:選定需要使用SPC技術實施產品質量評審過程監(jiān)控的某型號,收集該型號質量評審提出問題數量的歷史數據,原則上至少需要20個~25個數據;
步驟2:選擇使用C圖,繪制分析用控制圖;
步驟3:按照控制圖判異準則,判斷過程是否受控。如果過程不受控,有異常點存在時,由于繪制分析用控制圖采用的是歷史數據,因此原因查找比較困難,此時可去掉異常數據點對應的數據,重新計算中心線和控制界限,直到過程受控為止。
步驟4:過程受控之后,確定上下控制限以及中心線,并延長控制限作為控制用的控制圖,進入控制用控制圖階段。
步驟5:收集新開展的產品質量評審提出問題的數據,在控制用控制圖上打點并進行判斷,當樣本超出控制限時,應分析原因:(1)當產品質量評審提出問題數量低于下控制限時,可關注產品質量評審本身的有效性,找出數量少的原因并采取措施;(2)當產品質量評審提出問題數量高于上控制限時,可關注被評審的產品是否具備交付條件;(3)還可根據差異準則的8條原則進行其他趨勢分析[6]。
步驟6:控制圖的調整。當某個空空導彈型號產品質量評審的主管領導、主管人員、主要參加評審人員、產品質量形勢或控制圖表現出來的趨勢等發(fā)生較大變化時,可重新收集數據,繪制分析用控制圖,調整控制限。控制圖使用一段時間后(如半年、一年),也可視情況重新采集數據,更新控制圖的控制界限。
3 應用研究
本節(jié)按照建立的模型和實施步驟,將SPC技術應用于某重點型號空空導彈產品質量評審過程的監(jiān)控中。
3.1 步驟1:收集歷史數據
調查收集該型號空空導彈產品2013年和2014年的質量評審數據,2年共進行了43次產品質量評審,每次產品質量評審提出問題數量見表1所示。

表1 某型號2013年、2014年產品質量評審提出問題數量
3.2 步驟2:繪制分析用控制圖。使用Minitab16.0軟件,繪制C控制圖,見圖3所示。圖3中用標注的點為超出上下控制限的不受控的點。
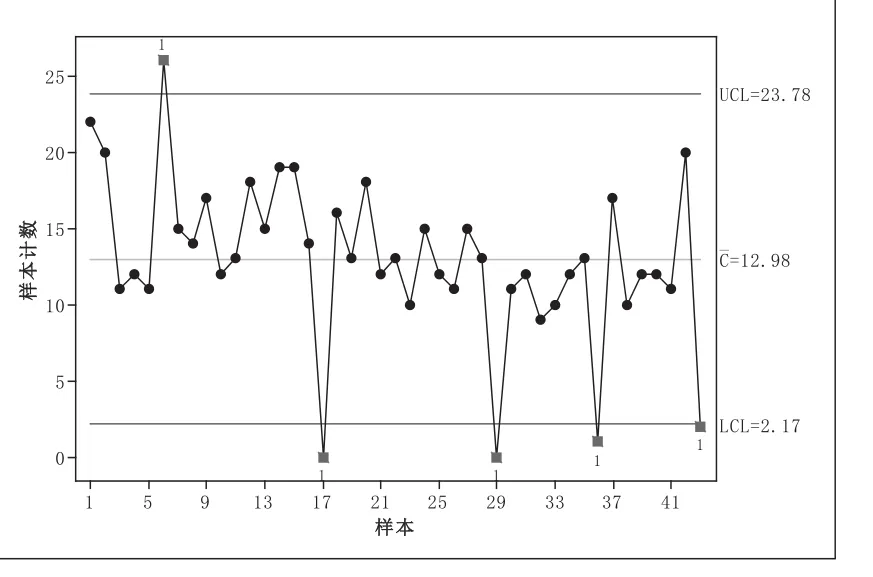
圖3 某空空導彈型號產品質量評審提出問題數量分析用控制圖
3.3 步驟3:判斷過程是否受控。由圖3可知,有5個點超出了控制界限以外。去掉異常數據點對應的數據,重新計算中心線和控制界限,繪制控制圖見圖4所示。

圖4 某空空導彈型號產品質量評審提出問題數量修正后的分析用控制圖
3.4 步驟4:確定上下控制限,轉入控制用控制圖階段。由分析用控制圖可知,UCL=25.11,CL=13.92,LCL=2.73。實際使用過程中,產品質量評審提出問題數量為整數,因此這里四舍五入取整數,UCL=25,CL=14,LCL=3,以方便使用。為方便型號主管使用,使用EXCEL軟件中的折線圖功能實現了“控制用控制圖”的繪制,只需要將數據填入相應的表格內,控制用控制圖就會自動更新,見圖5所示。
3.5 步驟5:使用控制用控制圖進行監(jiān)控。2015年截止目前,該型號共開展相關產品質量評審5次,將每次產品質量評審提出問題的數量在控制圖上打點,同樣見圖5所示。

圖5 使用EXCEL表格繪制控制用控制圖
由圖5可知:
(1)該型號2015年度的第2次產品質量評審提出問題數量為25個,數量較多。經調查,該批產品中有些配套元器件引起的質量問題仍未徹底歸零,產品存在一定的質量隱患,導致在質量評審過程中提出較多的問題。了解到這種情況之后,質量主管向主管領導進行了匯報,暫停了此批產品的交付,返回補充進行相關試驗后由質量工程師驗證后再進行交付。
(2)該型號2015年度的第5次產品質量評審提出問題數量僅為1個,數量較少。經調查,提出問題數量較少的原因是一些問題比較輕微,未進行記錄。為此,質量主管將輕微的問題也記錄在評審表中,進行跟蹤驗證,以確保提出的問題都落實到位。
3.6 步驟6:控制圖的調整。由于SPC技術剛用在產品質量評審過程中,未積累一定的數據,參與評審的人員也相對穩(wěn)定,因此暫時不必調整控制界限。待運行較長時間后,可適時進行調整。
由此可見,使用SPC技術可以對產品質量評審提出問題的數量進行監(jiān)視和測量,并根據監(jiān)控情況采取相應的措施使得產品質量評審過程有效。
4 結論
本文將統(tǒng)計過程控制(SPC)技術用于空空導彈產品質量評審活動過程的監(jiān)控,選取了監(jiān)控指標,建立了模型和實施步驟,并在某重點型號空空導彈產品質量評審活動中加以實施和應用,結論如下:
(1)SPC技術用于產品質量評審過程的監(jiān)控是可行和有效的,有助于提升產品質量評審活動的有效性,及時發(fā)現問題并采取措施;
(2)SPC技術也可用于其他產品的質量評審活動監(jiān)控或其他管理活動的監(jiān)控,但在應用時應根據產品或管理活動的特點選取相應的監(jiān)控指標。
[1] GJB 907A-2006 產品質量評審[S].
[2] 仲建蘭,馬義中. 面向小批量生產過程的兩階段串聯可修系統(tǒng)SPC與維修策略整合優(yōu)化[J]. 計算機集成制造系統(tǒng),2014,20(8): 1959-1968.
[3] 李新云, 袁翔東, 任衛(wèi)斌. SPC在熱表車間多品種小批量生產方式下的應用[J]. 工業(yè)工程與管理,2013,18(5): 124-135.
[4] 劉強. 在線SPC控制圖在熱連軋生產中的應用研究[J]. 數理統(tǒng)計與管理,2014,33(2): 329-335.
[5] 何楨. 六西格瑪管理(第三版)[M]. 北京:中國人民大學出版社,2014年.
[6] 劉文卿. 六西格瑪過程控制技術[M]. 北京:中國人民大學出版社,2003年.
(編輯:勞邊)

圖8 CGM圖形示例
模塊,更好的實現對數字化技術資料和維修保障信息的智能化查詢、檢索和更新,輔助維修保障人員完成維修保障工作和實施維修保障管理;
(3)在系留氣球保障工作中,應充分利用現有資源大力推廣IETM技術。
5 結束語
系留氣球IETM的開發(fā),取得了以下成果:
(1)IETM實現了CALS(持續(xù)采辦與壽命周期保障)理念中關于產品技術數據的數字化、自動化和網絡集成化,為建立基于產品的共享數據環(huán)境奠定基礎;
(2)IETM解決了傳統(tǒng)紙質技術手冊帶來的編制周期長、使用保管不便、重復工作多、耗費人力物力大等諸多問題,顯著提高了裝備的保障能力和戰(zhàn)備能力;
(3)IETM所需要的信息可以直接從計算機產生的信息數據中復制或直接調用,減少了錯誤,縮短了更改時間,提高了手冊的實時性、準確性和質量;
(4)IETM為用戶提供了智能化的故障診斷和隔離程序,使維修人員能夠在任何需要的時間、場所和地點獲得充分的信息支持,提高了技術人員的工作效率。
[參考文獻]
[1] GJB 6600.1-2008 裝備交互式電子技術手冊 第1部分:總則[S].
[2] GJB 6600.2-2009 裝備交互式電子技術手冊 第2部分:數據模塊編碼和信息控制編碼[S].
[3] GJB 6600.3-2009 裝備交互式電子技術手冊第3部分:模式[S].
[4] GJB 6600.4-2009 裝備交互式電子技術手冊 第4部分:數據字典[S].
[5] 何慶飛. IETM技術在武器裝備維修信息化中的應用研究[J]. 設備管理與維修,2009,5;10-12.
[6] 張丕宇. 交互式電子手冊在裝備全壽命保障中的應用研究[J]. 科技信息,363-364.
[7] 朱興動. 武器裝備交互式電子技術手冊—IETM [M].北京:國防工業(yè)出版社,2009.12.
[8] S1000D 基于公共源數據庫的技術出版物國 際規(guī)范(ASD,ATA,AIA. S1000D International specification for technical publications utilizing a common source database.Issue 4.0.1, 2009.05)[S].
(編輯:勞邊)
F273.1
C
1003–6660(2015)04–0015–05
10.13237/j.cnki.asq.2015.04.005
[收修訂稿日期] 2015-04-17
猜你喜歡
紡織標準與質量(2022年5期)2022-10-27 06:52:14
中國眼鏡科技雜志(2019年9期)2019-11-11 12:15:30
勞動保護(2019年7期)2019-08-27 00:41:04
質量技術監(jiān)督研究(2018年1期)2018-03-26 08:04:36
玩具世界(2017年7期)2017-10-16 01:31:05
新農業(yè)(2016年20期)2016-08-16 11:56:22
工業(yè)設計(2016年8期)2016-04-16 02:43:39
特區(qū)實踐與理論(2015年5期)2015-07-21 15:21:24
現代鹽化工(2015年1期)2015-02-06 01:49:42
中國質量與標準導報(2014年1期)2014-02-28 22:21:31