純鋁等徑角擠壓塑性流動的有限元模擬分析
2015-12-23 07:11:58趙男男劉群浩史旭晨朱思旭班春燕崔建忠
材料與冶金學報 2015年4期
趙男男,劉群浩,吳 俊,史旭晨,朱思旭,張 旭,班春燕,崔建忠
(東北大學 材料電磁過程研究教育部重點實驗室,沈陽110819)
20 世紀70年代,前蘇聯學者Segal[1]在研究鋼的變形織構和微觀組織時,為了獲得純剪切應變而提出了等徑角擠壓技術(Equal Channel Angular Pressing,ECAP).該技術以純剪切方式實現塊體材料的劇烈塑性變形,可以獲得超細晶組織.在ECAP 過程中,材料橫截面積和形狀并不改變,近年來,ECAP 技術作為制取微米和亞微米級晶粒材料的新方法一直受到材料科學界的廣泛關注[2-11].
有限元軟件已被廣泛應用于金屬塑性成形問題的分析求解之中.在ECAP 的有限元模擬方面的研究也得到了很大的發(fā)展.現階段大量的模擬研究主要集中在改變擠壓速度、模具結構、摩擦等工藝參數等方面.張建等[12]對純鋁的等通道轉角擠壓過程進行了有限元模擬,分析了變形過程中材料的應力和應變,同時對不同摩擦條件下的變形情況進行了模擬.結果表明,摩擦系數不同,材料的變形不同.摩擦系數越大,材料更容易充滿轉角空間.同時改善潤滑條件有利于減小材料表面和心部的不均勻變形.白樸存等[13]利用有限元對多道次擠壓變形過程進行了模擬,通過對ECAP過程A 路徑和C 路徑6 道次擠壓變形進行模擬計算,得到了A 路徑和C 路徑等效應變的分布規(guī)律.經C 路徑擠壓變形后的試樣組織較A 路徑更加均勻,但其對試樣端部等效應變的累積效果不及A 路徑.徐尊平等[14]采用有限元對7050Al 合金等溫等通道轉角擠壓過程進行了模擬,分析了摩擦系數、擠壓轉角和擠壓速度對材料擠壓載荷和應變分布的影響.結果表明,摩擦系數和擠壓轉角對材料變形區(qū)擠壓載荷和應變的影響較大.摩擦系數越大、擠壓轉角越小時,材料變形區(qū)應變值越大,擠壓載荷也就越大;而擠壓速度對材料變形區(qū)擠壓載荷和應變的影響較小.通過對ECAP 過程進行模擬,可優(yōu)化工藝參數和為模具設計提供依據.
DEFORM 有限元分析軟件是一套專為金屬塑性成形設計的有限元仿真軟件[15],可用于分析各種金屬成形工藝.ECAP 屬于劇烈塑性變形,在變形過程中變形量很大,在計算過程中容易出現不收斂的現象,使模擬失真而不具有實際價值,因此需選擇合適的軟件.DEFORM 有限元軟件可用于金屬的大塑性變形模擬,在變形過程中能不斷地重新劃分網格、更新網格信息,適時修正模擬過程中的網格形狀,從而獲得可收斂的數據信息以保證模擬結果的正確性.本文采用DEFORM-2D 軟件模擬純鋁的ECAP 工藝過程,對變形過程中的擠壓力變化和材料的塑性流動進行分析,可為實際試驗過程的工藝設計提供必要的依據.
1 二維有限元模型及參數選擇
1.1 ECAP 二維有限元模型
采用DEFORM-2D 軟件對等徑角擠壓過程進行模擬.在進行二維模擬時,取擠壓件的縱截面觀察變形體的塑性流動行為.在實際擠壓過程中,擠壓模具通道直徑為40 mm,模具內轉角的圓角半徑r=2 mm,外轉角的半徑R=4 mm.因此,在模擬時取試樣尺寸300 mm ×40 mm 的長方形.圖1示出了有限元模型圖.
1.2 模擬網格劃分及參數選取
1.2.1 網格劃分
為觀察等角擠壓過程中材料的塑性流動,同時考慮到收斂性,選取DEFORM-2D 自帶的四邊形網格進行劃分單元.單元劃分數為1 044 個,總共節(jié)點數為1 144 個.網格劃分示意圖如圖2所示.
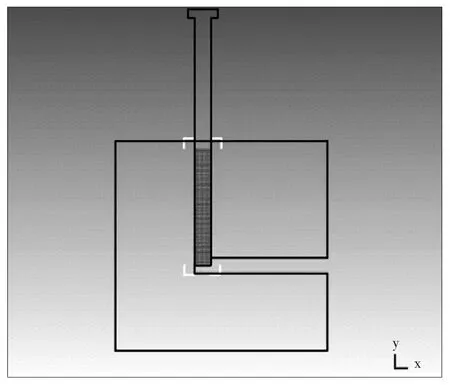
圖1 有限元模型圖Fig.1 Model of EEM
圖2 網格劃分示意圖Fig.2 The schematic of Meshing
1.2.2 參數選取
2 塑性流動分析
2.1 擠壓力分析
對ECAP 變形過程中的擠壓力進行模擬,其結果如圖3所示.從圖中可以看出可將擠壓力的變化分成四個階段:在擠壓的起始階段(A 區(qū)),擠壓力很低.這是因為建模時擠壓件底端與模腔底部[11]存在一定距離,這段行程擠壓力等于擠壓件與模腔底部[12]之間的摩擦力,其值恒定不變.當擠壓件與模腔底部[13]接觸之后,隨著擠壓過程的進行擠壓力接近線性增加.在第二階段(B 區(qū))擠壓力呈先增加后減小的趨勢,但與A 區(qū)相比,B區(qū)擠壓力增加部分的速率較為緩慢.這個階段為擠壓調整階段.在第三階段(C 區(qū)),擠壓力基本趨于穩(wěn)定,可將其視為穩(wěn)定擠壓階段.此時擠壓力雖然有一定程度的波動,但并不顯著.在變形的終了階段(D 區(qū)),隨著擠壓過程的進行,擠壓力有所回升.由圖3 可見,等徑角擠壓變形過程中擠壓力與行程之間的關系與反擠壓時擠壓力的變化規(guī)律相類似.
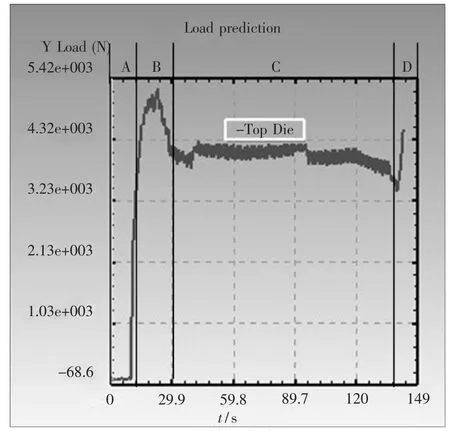
圖3 擠壓力變化Fig.3 The variation of ECAP press
2.2 等徑角擠壓時金屬的塑性流動
2.2.1 擠壓起始階段和調整階段
在等徑角擠壓過程中,擠壓初始階段很短.在模擬過程中每隔5 步對金屬的流動進行觀察,如圖4所示.從圖中可以看出,至第20 步時擠壓件已完全充滿模具的拐角部分,并開始向水平通道流動,這可與起始階段擠壓力逐漸增加聯系起來;到第25 步時,外轉角處部分的變形體開始與模具分離;而到第30 步時,處于底層的部分變形體發(fā)生了堆積折疊.因此,金屬的流動會受到阻礙,從而導致擠壓力突然增加;到第35 步時,外轉角處的變形體呈圓弧狀,逐漸與模具分離;到第40 步時變形體的折疊部分在摩擦力和擠壓力的作用下趨于變平,此后平穩(wěn)地向前流動.因此,擠壓力會有一定程度的減小.
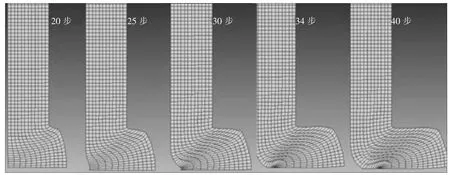
圖4 擠壓起始階段和調整階段Fig.4 The beginning and adjusting stage of ECAP
2.2.2 穩(wěn)定擠壓階段
由圖5 可見,隨著擠壓過程的進行,擠壓件平穩(wěn)地向前流動.除了擠壓件頭部以外,其他部分材料的流動相對來說比較均勻.在這一階段,擠壓力雖有一定程度的波動,但并不顯著.
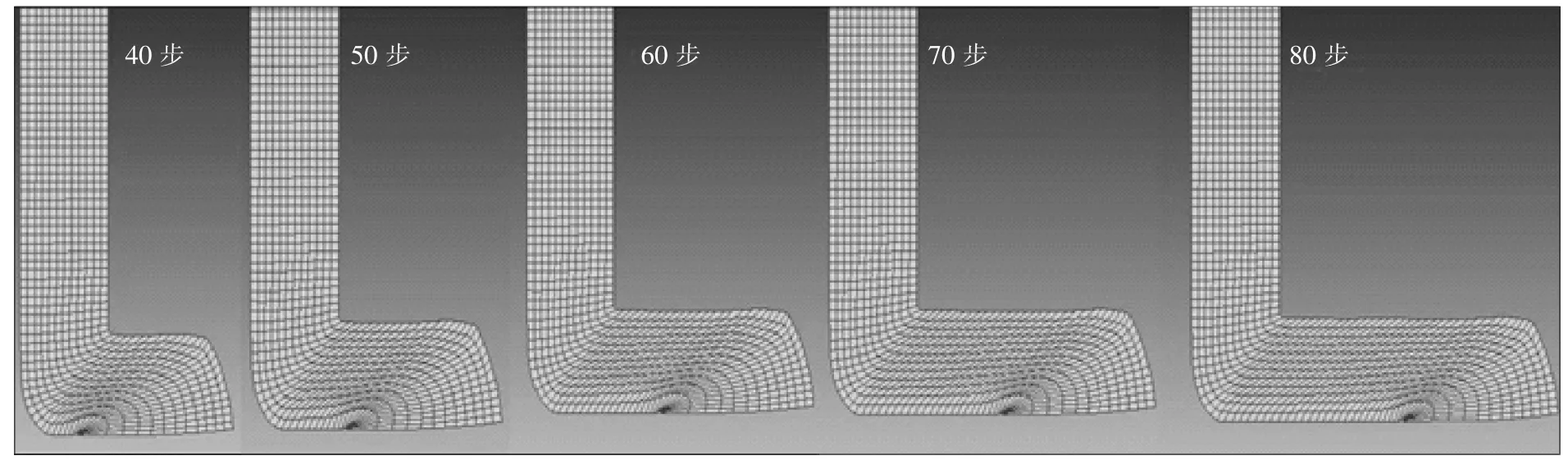
圖5 穩(wěn)定階段Fig.5 The stable stage of ECAP
2.2.3 擠壓終了階段
當擠壓過程到了終了階段,,擠壓件末端開始出現嚴重畸變,如圖6所示.因此,擠壓力再次增加.在擠壓過程結束后,擠壓件末端留下楔形缺陷.在網格畸變達到一定程度后,DEFORM 軟件會自動重新劃分畸變的網格,生成新的高質量網格繼續(xù)進行計算.在本文的模擬過程中,從180 步開始重新劃分網格.
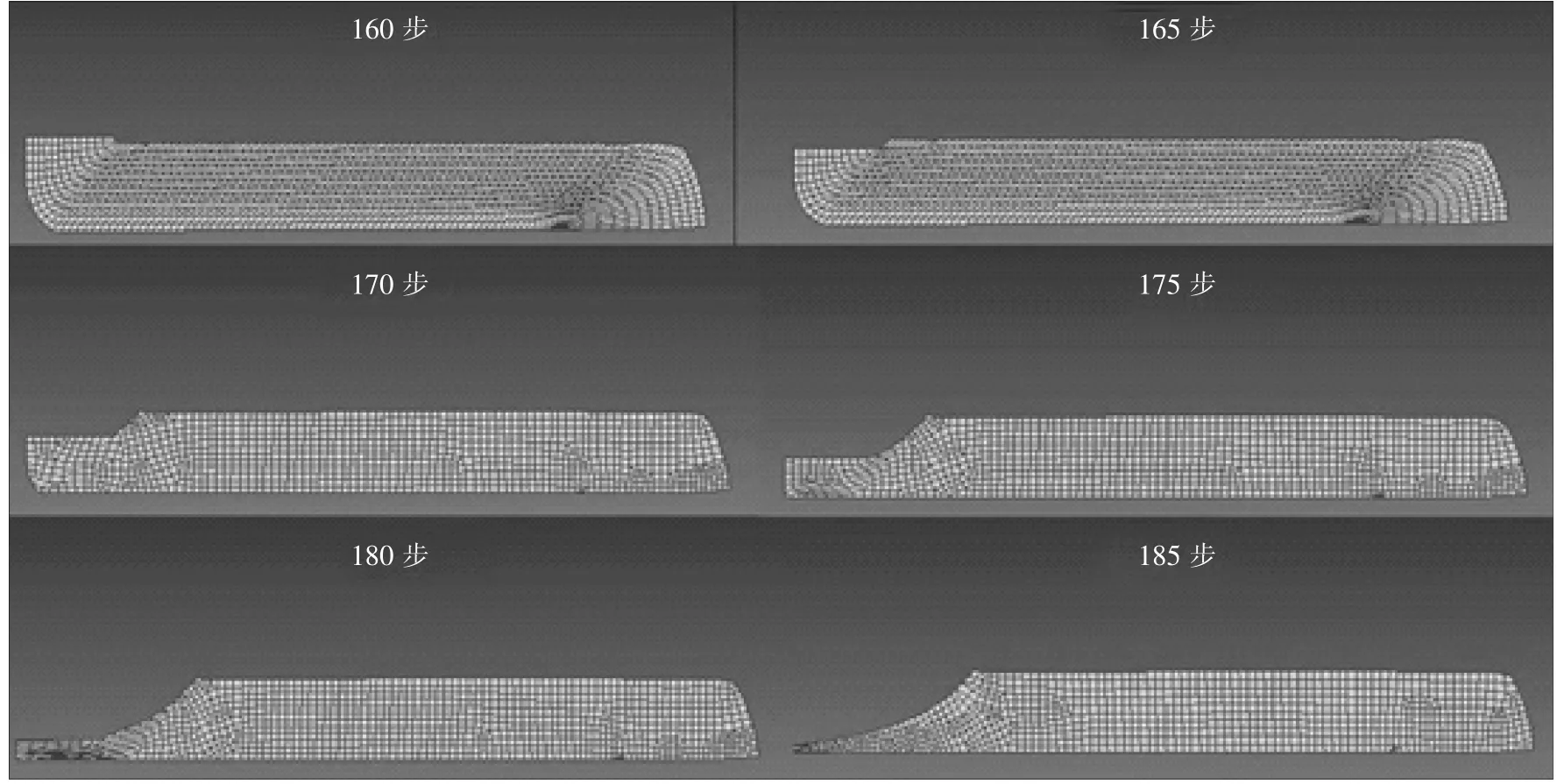
圖6 擠壓終了階段Fig.6 The ending of ECAP
2.3 穩(wěn)定擠壓階段塑性流動理論分析
2.3.1 模擬結果
由圖7 中可見,網格流動(塑性流動)的均勻部分可分為三個區(qū)域:A 區(qū),變形體延伸方向與水平方向(擠壓件前進方向)的夾角約為27.5(°);B 區(qū),變形體延伸方向與水平方向(擠壓件前進方向)的夾角約為28.6(°);C 區(qū),變形體延伸方向與水平方向(擠壓件前進方向)的夾角約為56.6(°).
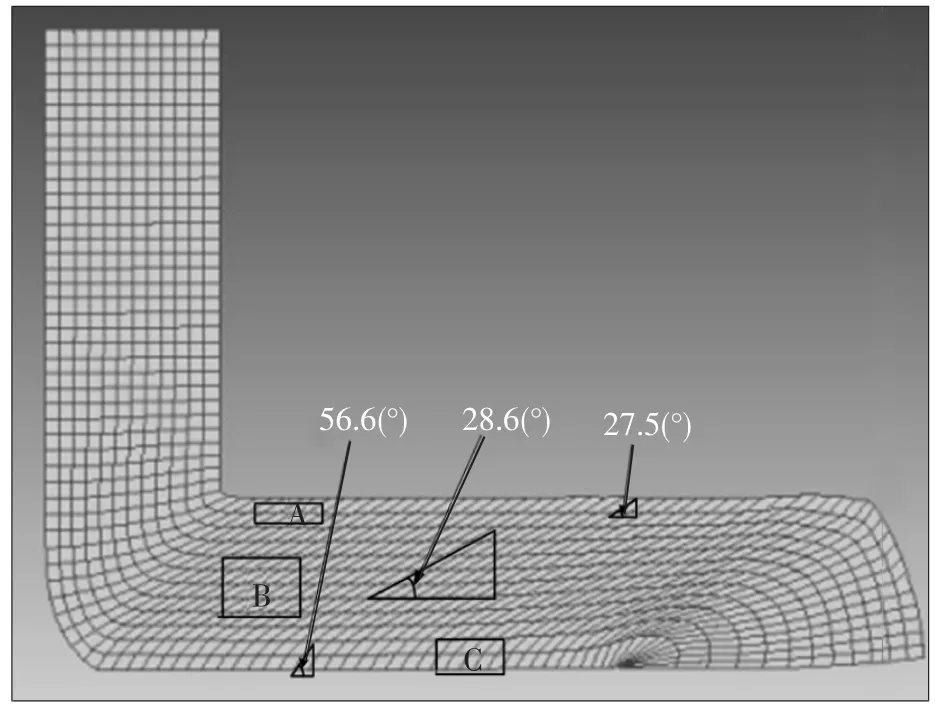
圖7 ECAP 塑性流動Fig.7 Plastic flow of ECAP
2.3.2 理論計算
假設不考慮擠壓件與擠壓模具之間的摩擦,同時設材料各質點的流動均勻、連續(xù),則材料的各質點在ECAP 過程中均經過相同路徑[16].在擠壓件中任意選取一個正方形單元abcd,并令ab=1,經過剪切變形后該正方形變形為平行四邊形a'b'c'd',過c'點分別做c'e⊥a'd',c'f∥na',如圖8所示.
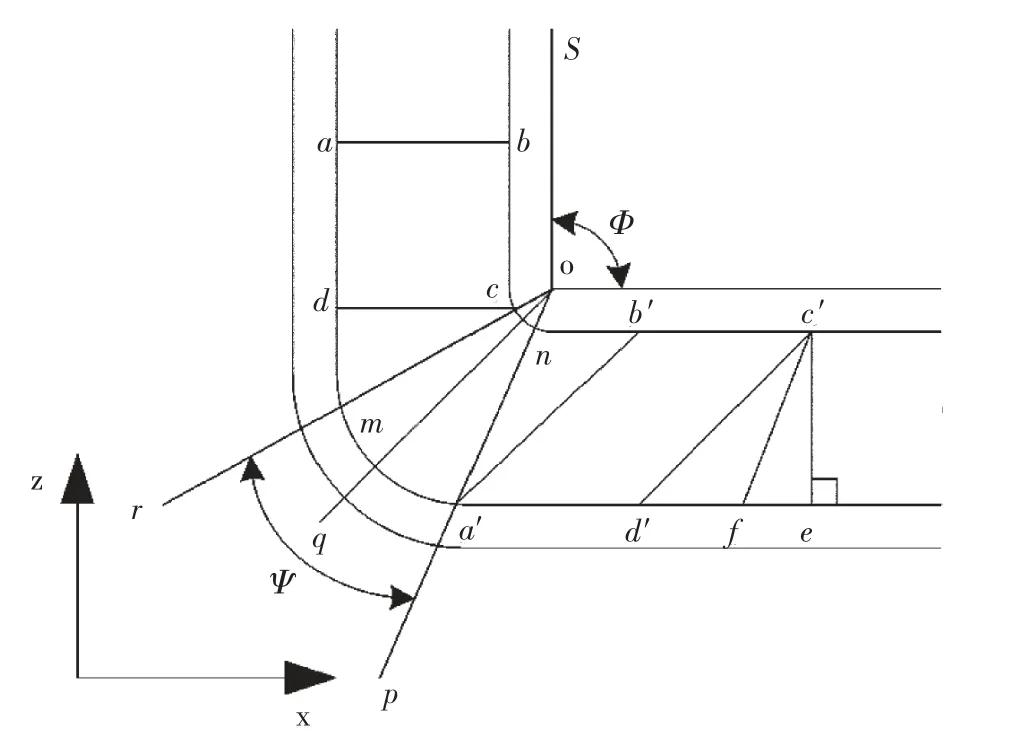
圖8 ECAP 變形示意圖Fig.8 The schematic of ECAP deforming
由于變形過程為剪切變形,因此,變形后有如下的幾何關系:
a'd'=b'c'=bc=ab,c'e=ab=cd
若變形過程中材料各質點在擠壓過程中均經過相同路徑,則:
dm+ma' +a'd'=cn+nb' +b'c'
其中,ma'=om×Ψ,cn=oc×Ψ
因此,
nb'=dm +ma'-cn=dm +(om-on)×Ψ=dm+na' ×Ψ
根據模具的通道幾何形狀可知:c'f∥na'
可以推出c'f=na'=cm
另外,dc=c'e
因此,Δdcm?Δec'f
由此可以得到
同理可得:
則:
所以,經過剪切變形后正方形的變形為:
故得到:
如果擠壓道次為N,則:
當Ψ=0(°)時上式可以表示為:

這與Segal 用滑移線法推導出的等效累積應變公式[9]相一致.
我們還可以得到變形體延伸方向與水平方向(擠壓件前進方向)的夾角:
當Ψ=0(°),=90(°)時,
2.3.3 對比分析
模擬結果表明,穩(wěn)定擠壓階段[14]外轉角處變形體呈圓弧狀,而與模具分離,因此,此處的擠壓件在彎曲前進時會受到附加拉應力.附加拉應力的出現會促進晶間變形,加速晶界破壞,使塑性變形產生的損傷發(fā)展,因此對塑性變形不利.同時,附加拉應力的存在抵消了部分壓縮應力,使靜水壓力減小,減小了使位錯運動所需的切應力,從而減小了變形量.因此,外轉角處變形體延伸方向與水平方向(擠壓件前進方向)夾角較大.內轉角處的材料受到較強的三向壓縮應力作用,變形量比較大,因此變形體延伸方向與水平方向(擠壓件前進方向)夾角較小,中間部分兩方向的夾角則介于兩者之間.在進行理論計算時,未考慮擠壓件與擠壓模具之間的摩擦,計算出變形體延伸方向與水平方向(擠壓件前進方向)的夾角約為26.6(°);而有限元模擬計算時設定了摩擦系數(0.2).在大部分區(qū)域,兩方向的夾角約為28.6(°).由此可以認為模擬結果與理論計算是相符的.
3 結 論
(1)模擬結果表明,ECAP 過程中的擠壓力變化可分成四個階段,起始階段(A 區(qū)):擠壓起始階段擠壓力很低,但隨著擠壓過程的進行擠壓力接近線性增加;調整階段(B 區(qū)):擠壓力先增加后減小,而增加部分的速率比A 區(qū)的要緩慢;穩(wěn)定階段(C 區(qū)):擠壓力基本趨于穩(wěn)定,雖有波動,但不顯著;終了階段(D 區(qū)):隨著擠壓過程的進行,擠壓力開始回升.
(2)穩(wěn)定擠壓階段塑性流動的模擬結果將塑性流動均勻部分大致分為三個區(qū)域:內側A 區(qū),變形體延伸方向與水平方向的夾角約為27.5(°);中間B 區(qū),變形體延伸方向與水平方向的夾角約為28.6(°);外側C 區(qū),變形體延伸方向與水平方向的夾角約為56.6(°);模擬結果與理論計算符合較好.
[1]Segal V M,Reznikov V I,Drobyshevski A E.plastic metal working by simple shear[J].Metallurgy,1981,1:115-123.
[2]Iwahashi Y,Horita Z,Nemoto M,et al.Process of grain refinement in equal channel angular pressing[J].Acta Materialia,1998,46(9):3317-3331.
[3]陳娜,趙小蓮.等徑角擠壓工藝的研究進展[J].材料導報,2012,26(8):124-126.
(Chen Na,Zhao Xiaolian.Research progress of equal channel angular pressing[J].Materials Review,2012,26(8):124-126.)
[4]包國建.等徑角擠壓法制備超細晶工藝研究[J].上海有色金屬,2010,31(2):70-72.
(Bao Guojian.Experimental preparation of ultra-fine grain by equal channel angular pressing[J].Shanghai Nonferrous Metals,2010,31(2):70-72.)
[5]楊智強,史慶南,起華榮,等.6061 鋁合金等通道擠壓工藝數值模擬[J].特種鑄造及有色合金,2010,30(2):123-124.
(Yang Zhiqiang,Shi Qingnan,Qi Huarong,et al.Finite element analysis of 6061 aluminum alloy by equal channel angular pressing[J].Special Casting and Nonferrous Alloys,2010,30(2):123-124.)
[6]Furukawa M,Horita Z,Nemoto M,et al.Review processing of metals by equal-channel angular pressing[J].Journal of Materials Science,2001,36(12):2835-2843.
[7]Gholinia A,Prangnell P B,Markushev M V.The effect of strain path on the development of deformation structures in severely deformed aluminum alloys processed by ECAE[J].Acta Materialia,2000,48(5):1115-1130.
[8]Langdon T G,Furukawa M,Nemoto N,et al.Using equalchannel angular pressing for refining grain size[J].JOM,2000,52(4):30-33.
[9]Segal V M.Slip line solutions,deformation mode and loading history during equal channel angular extrusion[J].Materials Science and engineering A,2003,345(l2):36-46.
[10]Luis C J P,Luri R.Study of the ECAE process by the upper bound method considering the correct die design[J].Mechanics of Materials,2008,40(8):617-628.
[11]劉仁智,康鋒,王經濤,等.等徑彎曲通道變形力的研究[J].塑性工程學報,2004,11(6):50-54.
(Liu Renzhi,Kang Feng ,Wang Jingtao.Calculation of extrusion force in equal channel angular pressing[J].Journal of Plasticity Engineering ,2004,11(6):50-54.)
[12]張建,崔宏祥,趙潤嫻,等.等通道轉角擠壓過程有限元模擬[J].重型機械,2002(3):43-46.
(Zhang Jian,Cui Hongxiang,Zhao Runxian,et al.Finiteelement simulation in the process of equal channel angular extrusion[J].Heavy Machinery,2002(3):43-46.)
[13]白樸存,聶浩,田春雨,等.等通道轉角多道次擠壓有限元模擬[J].鍛壓技術,2007,32(5):125-129.
(Bai Pucun,Nie Hao,Tian Chunyu,et al .Finite element simulation of multiple passes equal channel angular pressing process[J].Forging and Stamping Technology,2007,32(5):125-129.)
[14]徐尊平,程南璞,陳志謙.7050 鋁合金等通道轉角擠壓的有限元模擬及力學性能[J].材料工程,2008(8):1-4.
(Xu Zunping,Cheng Nanpu,Chen Zhiqian .Mechanical properties and finite element simulation of equal channel angular pressing of 7050 Al alloy[J].Journal of Materials Engineering,2008(8):1-4.)
[15]張莉,李升軍.DEFORM 在金屬塑性成形中的應用[M].北京:機械工業(yè)出版社,2009.
(Zhang Li,Li Shengjun.The application of DEFORM in metal plastic forming[M].Beijing: Machine industry press.2009.)
[16]Iwahashi Y,Wang J,Horita Z,et al.Principle of equal channel angular pressing for the processing of ultra-fine grained materials[J].Scripta Materialia,1996,35(2):143-146.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
