KM8不銹鋼板式熱沉激光焊接工藝研究
2015-12-23 06:50:06許貞龍李玉忠崔立軍陳金明
航天器環境工程 2015年5期
許貞龍,李玉忠,崔立軍,陳金明
(北京衛星環境工程研究所,北京 100094)
0 引言
熱沉是空間環境模擬器的重要組成部分,主要用來給航天器熱平衡與熱真空試驗提供冷黑環 境[1-3]。我國早期的KM3 和KM4 空間環境模擬器的熱沉采用紫銅(T2)材料[4],KM6 主容器的熱沉為鋁材料,KM6 水平艙和KM7 的熱沉采用不銹鋼管與銅翅片混合焊接結構[5]。國外早期的空間環境模擬器的熱沉比較多地采用了鋁和不銹鋼。這些熱沉結構各有優缺點。
不銹鋼材料具有強度高、耐腐蝕、放氣量小、 低溫性能好等優點,但其導熱性能比鋁和銅差。為了彌補不銹鋼導熱性能差的缺點,開發了一種不銹鋼板式熱沉結構。這種熱沉結構已在歐美等國家得到了廣泛應用,他們新近研制的空間環境模擬器熱沉都采用了該結構[6-7]。
我國之前研制的空間環境模擬器未采用不銹鋼板式熱沉結構的主要原因是其加工工藝尤其是焊接設備和焊接工藝不成熟[8]。而我國目前正在研制的KM8 和KM7A 空間環境模擬器的熱沉均要采用不銹鋼板式結構,因此亟需解決不銹鋼板式熱沉 的加工工藝技術問題。
熱沉長期工作在高、低溫冷熱交變環境中,要求保持高的真空氣密性,因此對焊接方法的選擇和焊接工藝的控制尤其重要[9]。國外采用激光焊接工藝成功地完成了不銹鋼板式熱沉建造[10]。通過技術調研,KM8 和KM7A 的熱沉制造決定采用激光焊接工藝[11]。
激光焊接工藝是成熟工藝,在其他場合已取得廣泛應用。但是,將兩張薄的不銹鋼板對齊疊放進行焊接,焊接后的熱沉還要求長期在高、低溫冷熱交變環境中保持高的真空氣密性,這是技術難點,有必要開展激光焊接工藝研究。
根據KM8 熱沉結構,本文選擇3 種不同厚度的不銹鋼板,采用5 種焊接工藝參數進行焊接。焊接后的樣件在拉伸試驗機上進行拉伸剪切試驗,以測試它們的力學性能。通過CT 掃描檢測,分析激光焊接區域的氣孔缺陷分布情況,同時采用光學顯微鏡和電子掃描電鏡對激光焊接接頭進行微觀組織分析[12]。通過這些試驗與分析工作,確定不同材料厚度的最佳工藝參數。
1 激光搭接焊接及試驗
1.1 焊接設備及焊接樣件
激光焊機型號為Rofin CO2激光器,其最大輸出功率為4.5 kW,激光焦距為200 mm,離焦量為-5 mm。保護氣體為Ar 和He 混合氣體,比例為Ar∶He=1∶2,保護氣體壓力為 0.07 MPa。
根據KM8 熱沉設計的要求,選用3 種厚度的0Cr18Ni9Ti 不銹鋼軋制板進行搭接焊接,即2.5 mm與1.2 mm 厚的板搭接,1.5 mm 搭接1.2 mm,1.0 mm搭接1.0 mm。焊接樣件的搭接方式如圖1所示。
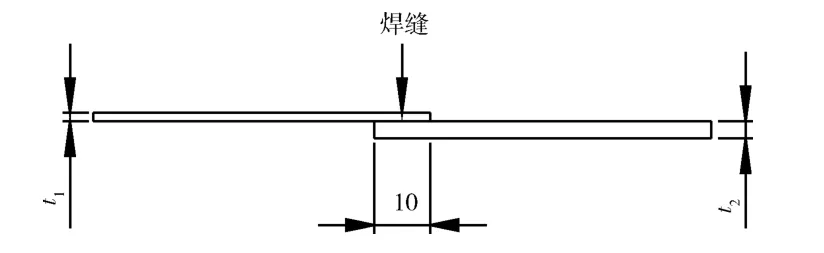
圖1 焊接樣件搭接方式 Fig.1 Lap-welding joint of specimens
1.2 焊接參數選定及焊接后焊縫檢測
按照不同厚度的搭接組合,選擇不同的焊接工藝參數進行焊接。焊接工藝參數主要包括焊接功率和送料速度,每種厚度搭接組合選用了5 種焊接工藝參數,見表1。
共焊接了3×5=15 種焊接樣件,焊接后對它們的焊縫進行檢測,焊縫檢測結果見表1。從表中可見,有些焊接樣件的焊縫未焊透,因此這些焊接工藝參數是不能夠采用的。
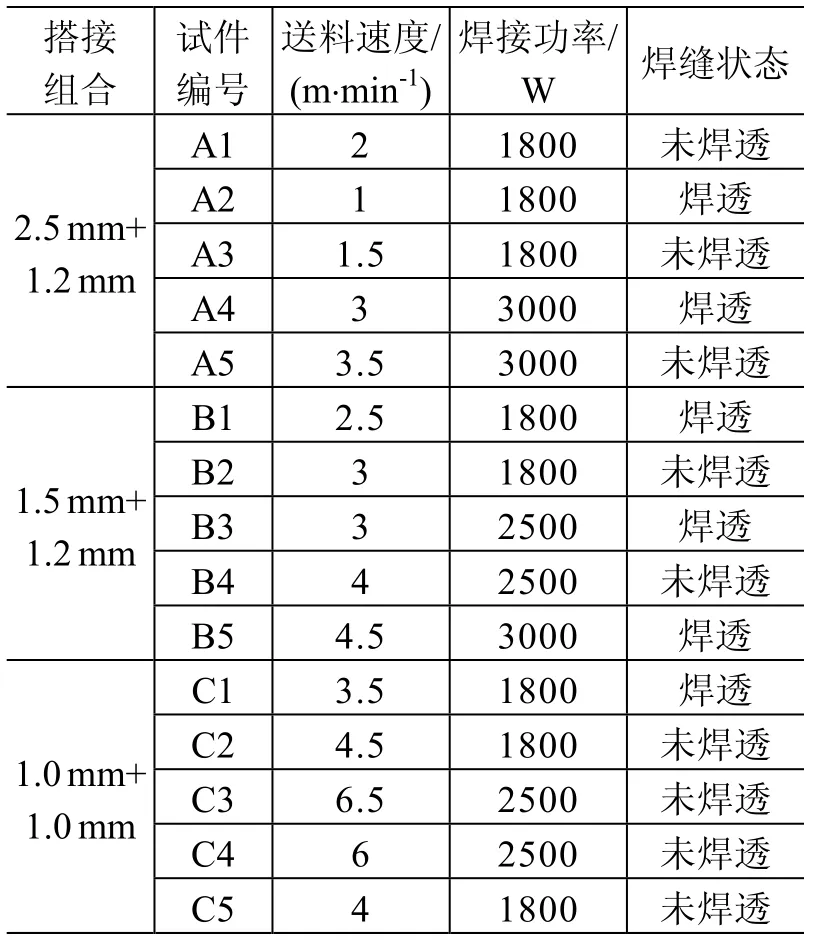
表1 搭接焊接參數及焊后焊縫檢測結果 Table1 Lap-welding parameters and state of the welding bead
2 拉伸試驗
2.1 拉伸試驗樣件制備
采用長春科新試驗儀器有限公司制造的WDW-100 微控電子萬能拉伸試驗機做拉伸試驗,其最大拉伸力為100 kN。按照拉伸試驗要求,采用線切割方法制備標準拉伸樣件,樣件的結構及尺寸如圖2所示。
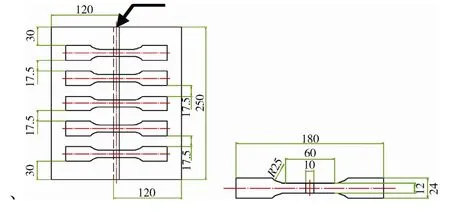
圖2 拉伸試驗樣件的結構及尺寸 Fig.2 Structure and size of the specimens for tensile test
2.2 試驗結果及分析
表2為A1~A5、B1~B5 和C1~C5 共15 種 樣件的拉伸試驗數據,其中每個樣件上布置了5 個測點。
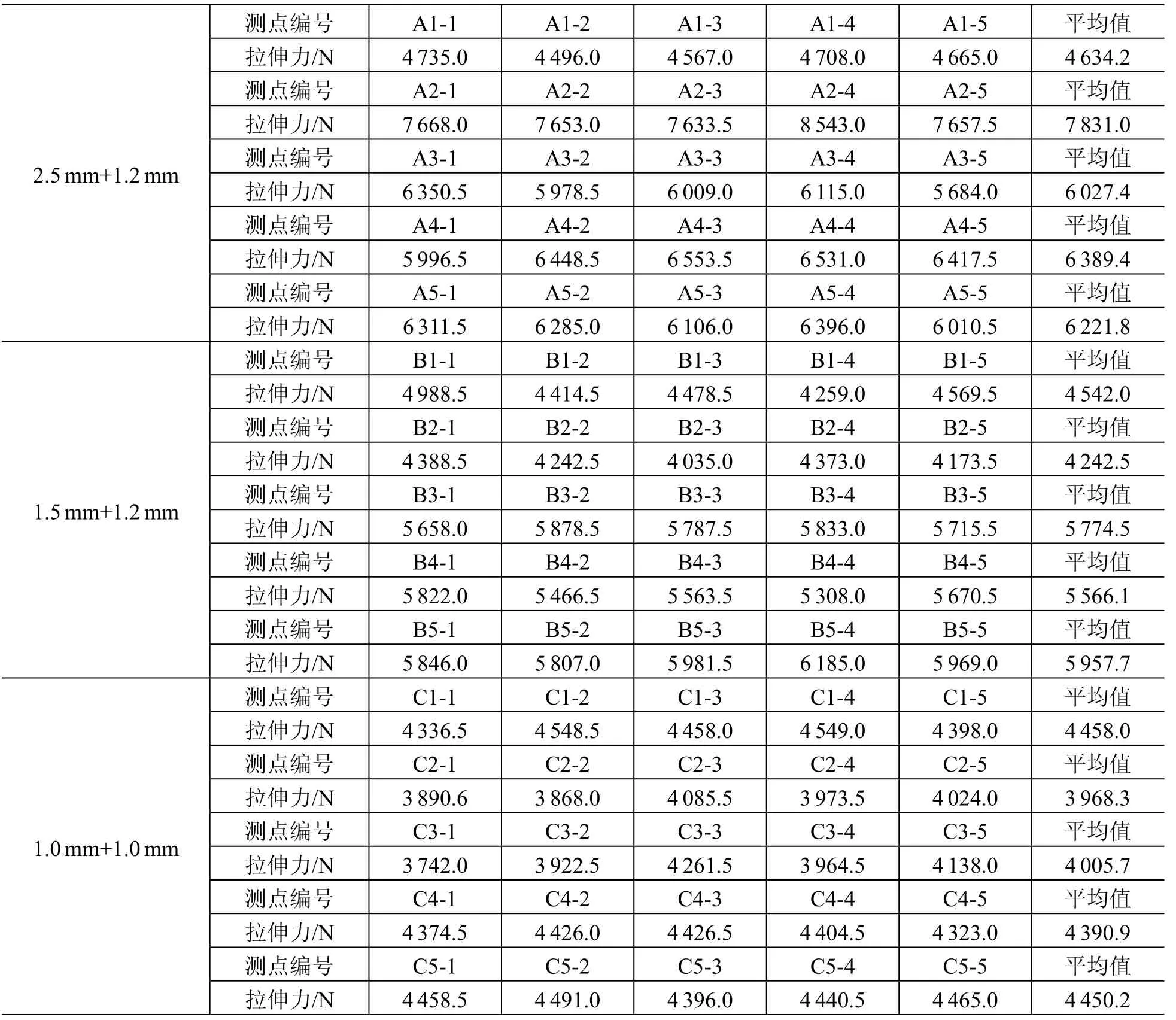
表2 拉伸試驗數據 Table2 The data of the tensile test
從表2可以得出以下結論:
1)在2.5 mm+1.2 mm 組合的A 系列樣件中,A2 樣件拉伸力平均值明顯高于其他樣件,它對應的焊接工藝參數為1 m/min、1800 W,證明該焊接參數可得到好的抗拉性能。
2)在1.5 mm+1.2 mm 組合的B 系列樣件中,B5 樣件的拉伸力平均值明顯高于其他樣件,對應的焊接工藝參數為4.5 m/min、3000 W,證明該焊接參數可得到好的抗拉性能。
3)在1.0 mm+1.0 mm 組合的C 系列樣件中,C1 樣件的拉伸力平均值明顯大于其他樣件,對應的焊接工藝參數為3.5 m/min、1800 W,證明該焊接參數能得到良好的抗拉性能。
樣件A2、B5 和C1 的拉伸試驗曲線如圖3所示。
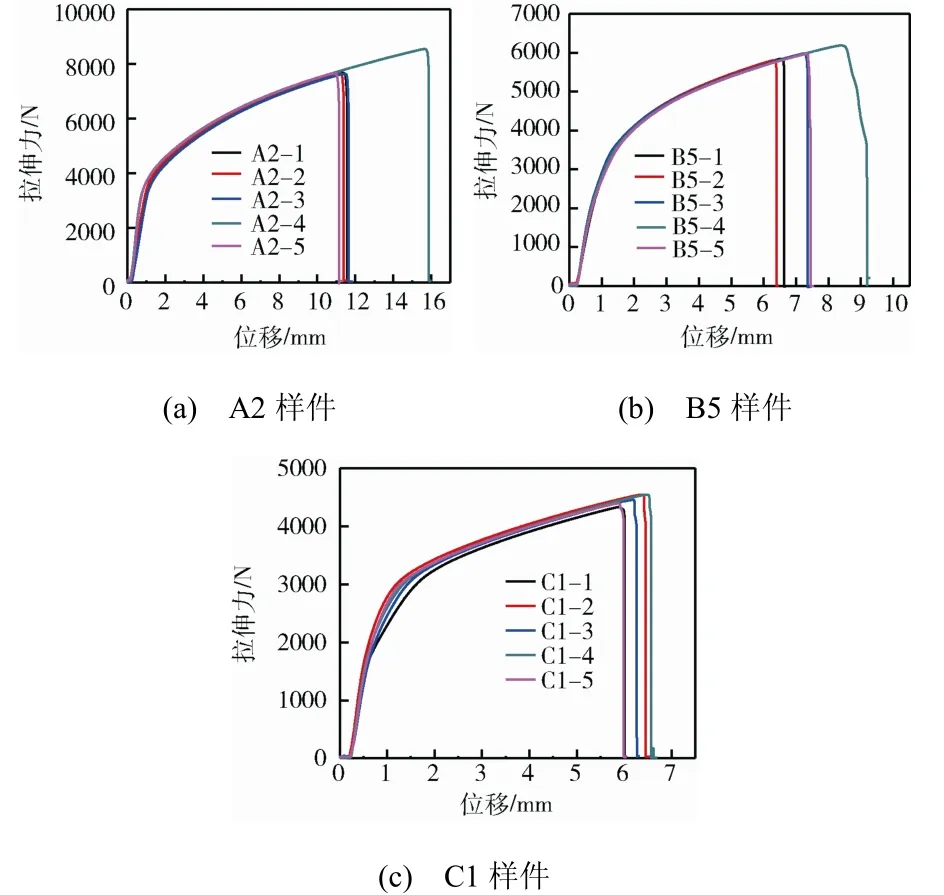
圖3 拉伸試驗曲線 Fig.3 Curves of the tensile test
3 焊縫檢測與缺陷分析
3.1 CT 焊縫檢測
采用工業CT 對A2、B5 和C1 樣件進行焊縫檢測,結果如圖4所示。
圖4 焊縫的CT 檢測結果 Fig.4 Detection results of the welding bead by industry CT
從CT 檢測結果可知,搭接接頭焊縫結合良好,只在部分引弧點發現氣孔缺陷。
3.2 金相組織分析
3.2.1 試樣制備
采用線切割截取A2、B5、C1 樣件的切片,再用鑲嵌機制備金相試樣,然后進行研磨、拋光、腐蝕處理。
3.2.2 焊縫金相組織分析
分析焊縫金相組織可知,以上3 種樣件的焊縫組織非常類似。激光焊接接頭的宏觀組織如圖5所示,中間為焊縫,左右兩邊為未熔化的不銹鋼母材,母材中間為搭接間隙。圖6為母材與焊縫過渡區域的微觀組織,圖7為焊縫中心的微觀組織。
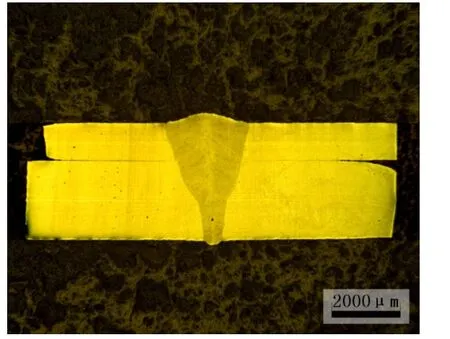
圖5 不銹鋼激光焊接接頭宏觀組織 Fig.5 Macro-structure of stainless steel laser welding joint
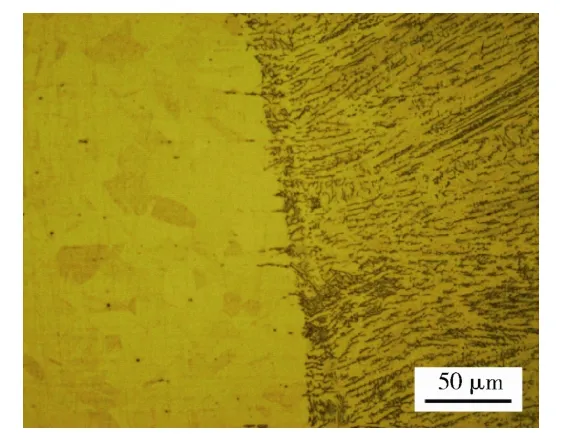
圖6 過渡區微觀組織 Fig.6 Micro-structure of the transition area
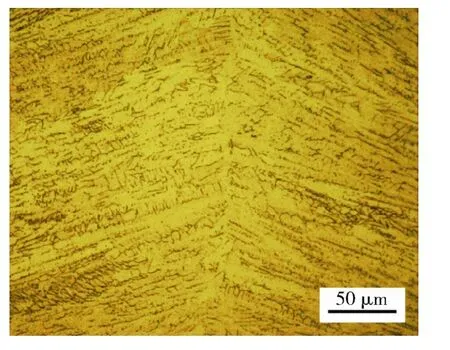
圖7 焊縫中心的微觀組織 Fig.7 Micro-structure of the welding bead center
分析焊接接頭微觀組織可知:焊縫區域由母材、熱影響區和焊縫三部分構成,接頭搭接部分熔池過渡平滑,熱影響區很小。母材向焊縫中心微觀組織依次生成了平面晶、樹枝晶、柱狀晶、等軸晶等微觀組織形貌。整個接頭組織呈現準對稱結構。由CT 檢測結果可知,部分激光焊接接頭樣件的焊縫底部產生了氣孔,但氣孔分布稀少,對整個焊縫質量影響較小。
4 結論
通過本焊接工藝研究,主要得到以下結論:
1)用拉伸試驗檢測焊縫的力學性能,確定了最佳焊接工藝參數。對于2.5 mm+1.2 mm 組合搭接焊接,最佳焊接工藝參數為送料速度1 m/min、激光功率1800 W;1.5 mm+1.2 mm 組合的最佳焊接工藝參數為4.5 m/min、3000 W;1.0 mm+1.0 mm 組合的最佳焊接工藝參數為3.5 m/min、1800 W。
2)CT 檢測發現,在引弧區和收弧區存在一些氣孔缺陷,但焊縫中間區域氣孔缺陷很少,不影響使用。
3)對于這些樣件的焊縫檢測,未發現裂紋缺陷,接頭區域組織致密。
利用本工藝研究所選定的最佳焊接工藝參數開展了KM8 熱沉結構的焊接,焊接效果很好,現 已經完成了近一半的焊接工作。經過檢測,各項技術參數都滿足設計要求,充分驗證了本研究所確定的焊接工藝參數的有效性。
(References)
[1] 王浚,黃本誠,萬才大.環境模擬技術[M].北京: 國防工業出版社,1996: 490
[2] 于濤,劉敏,鄒定忠.航天器空間環境模擬器熱沉熱均勻性分析[J].中國空間科學技術,2006,26(6): 37-41 Yu Tao,Liu Min,Zou Dingzhong.Thermal uniformity analysis for heat sink of space simulator[J].Chinese Space Science and Technology,2006,26(6): 37-41
[3] 張立偉,張文杰,魏仁海,等.不銹鋼管銅翅片熱沉制造關鍵技術[J].航天器環境工程,2008,25(6): 587-590 Zhang Liwei,Zhang Wenjie,Wei Renhai,et al.The manufacturing technique of stainless steel pipe and copperplate structure in heat sink[J].Spacecraft Environment Engineering,2008,25(6): 587-590
[4] 王立.不銹鋼銅熱沉是新的發展方向[J].航天器環境工程,2007,24(5): 331-335 Wang Li.Stainless steel-copper heat sink as a new trend of development[J].Spacecraft Environment Engineering,2007,24(5): 331-335
[5] 李罡.真空熱環境試驗新型不銹鋼結構熱沉加工工藝研究[J].航天器環境工程,2011,28(3): 246-250 Li Gang.Manufacturing process of a new type of stainless steel thermal shroud for spacecraft thermal vacuum testing[J].Spacecraft Environment Engineering,2011,28(3): 246-250
[6] 張磊,劉敏,劉波濤.流速及進出液口形式對板式熱沉換熱性能影響[J].航天器環境工程,2012,29(5): 566-570 Zhang Lei,Liu Min,Liu Botao.Effects of velocities and inlet-outlet forms on heat transfer of plate-style heat sink[J].Spacecraft Environment Engineering,2012,29(5): 566-570
[7] Amlinger H,Bosma S J.Characteristics and performance of the ESTEC large space simulator cryogenic system,NASA-88N10849[R],1986: 236-247
[8] 許貞龍,李玉忠,劉序,等.不銹鋼板式熱沉脹形工藝試驗研究[C]//中國宇航學會結構強度與環境工程專委會中國航天第十專業信息網暨五院科技委環境工程與可靠性專業組2014年度學術交流會論文集,2014: 238-245
[9] 劉敏,鄒定忠,劉國青.鋁熱沉的焊接技術[J].導彈與航天運載技術,2001,1(1): 43-46 Liu Min,Zou Dingzhong,Liu Guoqing.Welding technique of aluminum heat sink[J].Missiles and Space Vehicles,2001,1(1): 43-46
[10] 單巍巍,丁文靜,王紫娟,等.不銹鋼漲板式熱沉性能分析及其數值模擬[J].真空與低溫,2011(增刊1): 557-561
[11] 楊立軍,孫貴錚,王金杰,等.A304 不銹鋼薄板激光焊工藝試驗研究[J].電焊機,2011,41(1): 66-69 Yang Lijun,Sun Guizheng,Wang Jinjie,et al.Study on laser welding of A304 stainless steel sheet[J].Electric Welding Machine,2011,41(1): 66-69
[12] 閻小軍,楊大智,劉黎明.316L 不銹鋼薄板脈沖激光焊工藝參數及接頭組織特征[J].焊接學報,2004,25(3): 121-123 Yan Xiaojun,Yang Dazhi,Liu Liming.Welding parameters and microstructure of pulse laser welded 316L stainless steel sheet[J].Transactions of China Welding Institution,2004,25(3): 121-123
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00