智能化高速噴氣織機的設計
2015-12-21 02:22:54俞寶福朱成龍
機電信息 2015年12期
俞寶福 俞 凌 朱成龍 周 泓
(1.紹興紡織機械集團有限公司,浙江 紹興312065;2.紹興市職教中心,浙江 紹興312000;3.浙江大學儀器科學與工程學系,浙江 杭州310027)
0 引言
現代噴氣織機具有速度快、自動化控制水平高、品種適應性強等優點,是紡織工業中最重要的設備之一。現介紹的噴氣織機包括引緯機構、送經機構、開口機構、打緯機構、卷取機構、織邊機構、經停機構和啟制動機構等部件,采用嵌入式控制系統進行統一監測與控制,并通過織機內外網絡接口功能,實現了噴氣織機信息資源的共享與統一管理。
1 高速噴氣織機的研發現狀
經過十幾年的不斷改進,進入21世紀后,現代噴氣織機已具有速度快、自動化控制水平高、品種適應性強等優點,成為無梭織機中發展最快的機型,并逐步替代傳統的有梭織機。
噴氣織機與其他織機一樣,主要由開口機構、引緯機構、打緯機構、送經機構及卷取機構5個部分構成,所有機構和裝置分別完成各自的工藝動作,相互協調配合使織機形成一個有機的整體,以完成織物的織造。噴氣織機的最大特點是其引緯方式不同,將噴射壓縮空氣流作為引緯的柔性載體。目前,大多數噴氣織機以主噴嘴噴射壓縮空氣,并以輔助噴嘴分組、順序、定時噴射壓縮空氣來形成引緯氣流場。通過對引緯氣流場的研究進行合理的主噴嘴與輔助噴嘴的分組設計,以提高噴氣織機運行速度,成為提升噴氣織機質量的重要手段。
由于噴氣織機具有高速、高效、高質的特點,國內紡織行業對其市場需求巨大。因此,開發具有自主知識產權、運行速度快、材料適應性廣、具有網絡擴展功能的智能化噴氣織機產品,不僅能夠提高紡織企業的競爭力,而且對國內噴氣織機技術的研究具有重要的理論價值和現實意義,并將產生巨大的經濟效益。
2 智能化高速噴氣織機的設計方案
噴氣織機的工作流程圖如圖1所示。
噴氣織機包括引緯機構、送經機構、開口機構、打緯機構、卷取機構、織邊機構、經停機構和啟制動機構等部件,采用嵌入式控制系統進行統一監測與控制。
本智能化高速噴氣織機的關鍵技術是高可靠性、智能化的電控系統,系統框圖如圖2所示。
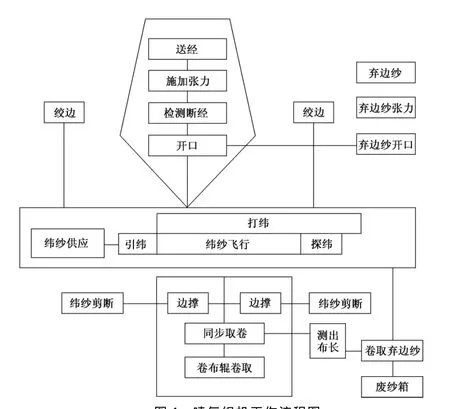
圖1 噴氣織機工作流程圖
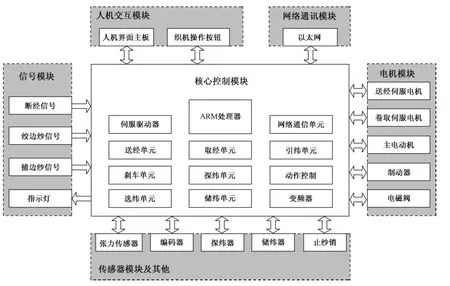
圖2 電控系統框圖
采用基于ARM的嵌入式控制系統,首先通過對系統資源的分析為噴氣織機各部件分配系統資源;然后為噴氣織機自動控制的各種操作創建任務線程;通過傳感器及攝像頭采集的信號和圖像,對噴氣織機的工作情況進行實時監控。其次調用機器視覺相關技術算法對噴氣織機生產作業進行智能檢測;同時通過網絡接口實現噴氣織機信息資源的共享與統一管理。圖3為基于ARM的核心處理器硬件系統資源配置,圖4為基于ARM的控制系統應用軟件系統架構。
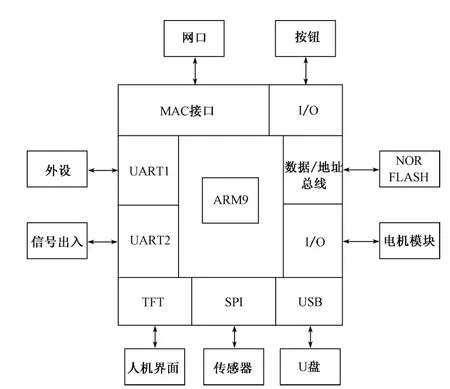
圖3 嵌入式控制系統硬件框圖
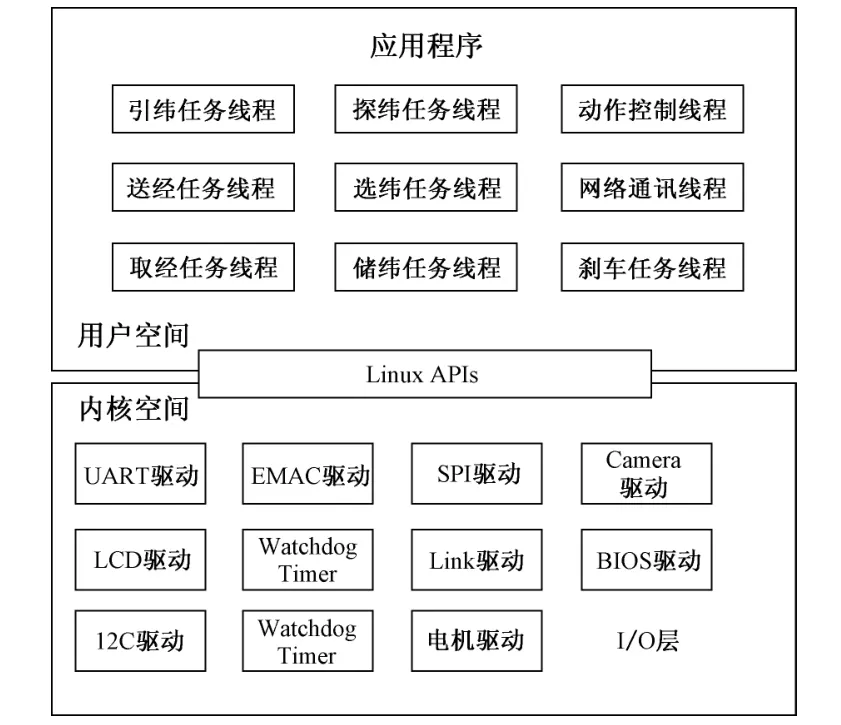
圖4 嵌入式控制系統軟件框圖
智能化織機控制系統具有以下功能:(1)實現多色任意選緯,使噴氣織機具有更加廣泛的通用性。根據緯紗種類的不同,啟動時第一緯和正常運行時引緯系統的每路擋紗銷、輔助主噴嘴、主噴嘴、剪切噴嘴及副噴嘴的工作時間均能單獨設定,保證了織機的可靠啟動,實現了不同種類、不同支數緯紗的多色穩定投緯,提高織物的質量,同時可節省織機的能量消耗。由投緯控制的操作界面可知,完善而直觀的引緯監控手段使手動調整投緯角度有了更加可靠的參考。首先使所有電磁閥的工作區域均可在界面上實時直觀地顯示,同時配以緯紗飛行曲線,使引緯調整變得異常簡單、方便;然后通過圖示顯示緯紗飛行狀態是否穩定,引導正確的調整方向;最后實時顯示緯紗釋放、到達每組副噴嘴及緯紗完全到達的角度,實現緯紗飛行的數字化電子監控。(2)引緯參數自動設定系統。只需簡單輸入緯紗條件和引緯條件,系統即可自動設定引緯參數,提供可靠的參考數據,降低了引緯調整的難度。(3)自動補緯和手動換筒功能(相同品種和顏色緯紗的自動和手動替代功能)。可有效減少換筒和斷頭停機時間,提高織機運行效率,降低勞動強度。(4)雙探緯裝置,確保檢測出緯紗失誤。第一個探緯器檢測緯紗是否到達織機右端,第二個探緯器檢測緯紗是否斷頭,以防止織疵的出現。(5)自動對梭口功能。發生引緯失誤時,織機在不引入下一根緯紗的狀態下停止,進行自動反轉,找出不良的梭口并停止。失誤緯紗處理和再啟動的操作非常容易,可以防止操作失誤,并增加擋車工看車臺數。(6)電子送經裝置:該裝置包括設置在張力輥處的測力傳感器信號采集裝置,信號檢測精度可達0.03g,采用具有高精度、準確、反應迅速的交流伺服系統驅動送經裝置,控制送經量,可隨時保持均勻經紗張力,確保出色的織物產品質量。其次配備積極送經裝置,對由于經紗的開口動作而產生的經紗長度變化,可以在開口時進行積極的補償,有效穩定織口并保證打緯力度。同時配備了上機張力自動設定軟件,通過操作盤輸入經紗條件和織物組織,系統即可自動設定經紗上機張力。(7)電子卷取裝置:采用交流伺服系統驅動卷取裝置,通過電腦控制,使其與織機完全同步運轉,控制打緯密度。打緯密度可在人機界面上進行設定,而不需要變換齒輪。同時通過與電子送經系統的聯動操作,使上機工作更加容易進行。可根據不同的組織需要設定多個不同緯密,編排成一個織造程序,實現變緯密織造。(8)具有完善的防止停車檔系統:該系統設置了電機啟動方式的選擇。選擇三角形或星形啟動方式可獲得不同的啟動轉矩,以防止稀路和密路織疵。同時根據織物的不同品種和停車檔的不同狀態,可自由設定織機的停止及啟動角度;根據織機停臺時間和停臺原因,在織機啟動時,可自動調整織口至合適位置,進行高質量的織造。該系統也具備織口緊隨功能,停車后立即向前移動織口,防止緩慢反轉的鋼筘接觸織口,排除了誘發停車檔的原因。再次啟動時,自動調整織口以正常的位置開始打緯。
3 智能化高速噴氣織機的設計特點及創新點
本智能化高速噴氣織機具有以下設計特點:(1)建立了引緯氣流場仿真模型,確定固定主噴、擺動主噴、輔助噴嘴與異形筘結合的引緯方式,保證引緯任務可靠完成。由氣流噴射方式與氣流引導方式來控制氣流場截面積;合理分布噴射壓力,以保證緯紗伸直與順利引入;噴嘴分組、噴射定時、合理啟閉噴嘴,在順利完成引緯任務的前提下降低能耗。(2)研究了引緯控制主輔噴嘴噴射的電磁閥特性并進行智能化控制,保證高速引緯工作模式。通過研究控制主輔噴嘴定時噴射的電磁閥的高速響應特性和準確時間控制特性,設計電磁閥的智能化隨動工作方式,實時采集織機運行速度從而實時調節電磁閥工作時間,確保閥動作時間可隨織機轉速的變動而自行調整。設計把高性能的電磁閥與主噴嘴直接連接在一起,以加快噴射空氣的反應速度,不致產生不必要的殘留壓縮空氣,減少和防止吹斷緯紗。同時,縮短電磁閥至輔噴嘴間的距離,提高輔噴噴射反應速度。(3)研究開發了基于嵌入式系統的一體化控制系統,實現引緯、打緯、送經、卷取及參數設置的圖形化控制功能。基于嵌入式處理器與實時操作系統設計開發圖形化嵌入式控制系統,通過對系統資源的分析為噴氣織機各部件分配系統資源;創建噴氣織機自動控制的各種操作任務線程;通過多傳感器采集信號,對噴氣織機的工作情況進行實時監控。(4)研究開發了織機內外網絡接口功能,實現噴氣織機信息資源的共享與統一管理。通過局域網絡接口,實現一個應用現場多臺織機的聯網工作,實現任務集中調度與網絡下傳以及多臺織機的工作狀況與故障信息上傳;通過廣域網絡接口,實現織機生產廠家對應用于各個紡織企業的織機的遠程維護。
本智能化高速噴氣織機在設計方面具有以下創新點:(1)根據空氣場理論進行噴嘴分組,組數與引緯色紗數相同,每組設置各自的固定主噴嘴、擺動主噴嘴和電子儲緯器,并配置一個獨立的高速電磁閥,采用隨動方式控制噴嘴中某色主噴嘴的電磁閥及其儲緯器進行噴射引緯,就可實現某色緯紗引進梭口。該方法可有效提高多色引緯過程中的運行速度,并實現系統節能。(2)提出張力控制自適應與反饋控制方法。通過對不同織物的判別,自動設置張力預定值;對雙軸送經機構的張力差異進行實時檢測,一旦檢測到左右兩側存在差異,控制系統分別調整2個伺服電動機的速度,使兩側一致,實現張力的自動調節。(3)提出基于織機故障電子病歷的診斷方法,對監測到的織機故障先在嵌入式病歷數據庫中進行匹配搜索,一旦發現同類故障首先進行提示以加快診斷過程。一旦故障定位處理完成,將故障信息與處理方法自動存儲到電子病歷中。(4)提出織機內外網絡接口方式,織機不再是一個獨立的工作單元,其可通過局域網絡接口,實現一個應用現場多臺織機的聯網工作,實現任務集中調度與網絡下傳及多臺織機的工作狀況與故障信息上傳;或可通過廣域網絡接口,實現織機生產廠家對應用于各個紡織企業的織機的遠程維護。該方式在最大程度上實現了信息共享,可有效提升科學化管理水平。
4 結語
本智能化高速噴氣織機已研發完成,并通過了專業權威機構測試,主要實現了織機轉速可調,最大轉速可達1 000r/min;可實現最多8色選色;采用主輔噴嘴與異型鋼筘組合引緯方式,并采用電磁閥控制引緯與電控式儲緯器;采用探緯器自動檢測緯紗斷頭與經紗斷頭,自動實現停車。本智能化高速噴氣織機功能與性能指標均達到了預期設計要求,本文介紹的技術方案對于織機設備的研發具有很好的借鑒意義。
[1]洪海滄.國產噴氣織機技術選型的幾個問題探析[J].紡織導報,2008(7):117~118
[2]洪海滄.近期國內織造技術的進步與發展方向[J].紡織導報,2011(2):44~49
[3]趙芳.噴氣織機電氣控制系統的相關技術研究[D].浙江大學,2009
[4]何佳鋒.噴氣織機引緯控制系統的優化設計[D].青島大學,2013
[5]鄧玉文.基于CAN總線和Web技術的智能噴氣織機網絡管控系統的研發[D].青島大學,2014
[6]譚保輝.噴氣織機輔助噴嘴流場分析及結構參數優化[D].蘇州大學,2012
[7]袁曾燕.高速噴氣織機定張力卷取機構優化及其改進設計[D].蘇州大學,2008
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發展導向(2021年10期)2021-07-16 07:13:24
印刷工業(2020年4期)2020-10-27 02:46:02
印刷工業(2020年4期)2020-10-27 02:45:52
電子制作(2019年7期)2019-04-25 13:17:14
電子制作(2018年18期)2018-11-14 01:48:16
鐵道通信信號(2018年2期)2018-04-18 12:18:23
中國交通信息化(2017年4期)2017-06-06 07:21:52
電鍍與環保(2016年3期)2017-01-20 08:15:32
能源(2015年8期)2015-05-26 09:15:56