核電機(jī)組主管道焊縫返修技術(shù)及應(yīng)用
2015-12-20 03:54:48薛敬凱劉鋮丹王永新
焊管 2015年8期
關(guān)鍵詞:焊縫
尚 巍,薛敬凱,劉鋮丹,王永新
(1.中國核動力研究設(shè)計院核燃料及材料研究所,成都 610213;
2.秦山核電有限公司,浙江 嘉興214300)
核電機(jī)組主管道焊縫返修技術(shù)及應(yīng)用
尚 巍1,薛敬凱1,劉鋮丹1,王永新2
(1.中國核動力研究設(shè)計院核燃料及材料研究所,成都 610213;
2.秦山核電有限公司,浙江 嘉興214300)
主管道在核電站安全中起著至關(guān)重要的作用,主管道焊接質(zhì)量也顯得尤為重要。在目前核電機(jī)組主管道焊接中,窄間隙自動焊逐漸取代了傳統(tǒng)的手工焊,提高了焊接效率。但由于主管道窄間隙自動焊采用單層單道焊接工藝,如果控制不好,容易出現(xiàn)未熔合等缺陷,影響焊縫質(zhì)量,必須進(jìn)行返修。以方家山核電工程2#機(jī)組主管道返修過程為例,介紹了一種成功應(yīng)用于工程實踐的主管道手工返修工藝,并歸納總結(jié)了主管道自動焊接缺陷類型、產(chǎn)生的原因及返修方法。
核電機(jī)組;主管道焊縫;焊接缺陷;返修
核電機(jī)組主管道作為反應(yīng)堆壓力容器冷卻劑的通道,連接著反應(yīng)堆壓力容器、蒸汽發(fā)生器和主泵,是反應(yīng)堆一回路的重要壓力邊界組成部分。由于主管道長期在高溫、高壓、高放射條件下工作,主管道焊縫的焊接質(zhì)量直接關(guān)系到整個核島的安全。主管道焊縫等級為RCC-M1級,質(zhì)保等級為QA1級,抗震等級為1級。
主管道傳統(tǒng)焊接方法為鎢極氬弧焊+焊條電弧焊(TIG+SMAW),焊接勞動強(qiáng)度大,焊接效率低,并且對焊工技能要求高。為了提高焊接效率,縮短施工周期,我國于2011年首次在寧德核電1#機(jī)組中采用窄間隙鎢極氬弧自動焊工藝[1]。與傳統(tǒng)的手工焊接相比,一方面,窄間隙自動焊熱輸入減少,冷卻速度加快,焊接接頭殘余應(yīng)力隨之減少,焊縫質(zhì)量提高;另一方面,由于自動焊不如手工焊靈活,出現(xiàn)未熔合等危險型缺陷的概率也隨之增加。
由于窄間隙自動焊對坡口要求較高,缺陷處理后將坡口修磨到滿足自動焊要求的程度難度較大,成本較高,而采用手工焊進(jìn)行返修可以避免這方面的問題,因此,在核電機(jī)組建設(shè)中對于主管道自動焊完成后的缺陷返修常采用手工焊。本研究以方家山核電工程2#機(jī)組建設(shè)中主管道1U4焊口返修為例,介紹了主管道焊縫的手工焊接返修技術(shù)。
1 主管道焊接
1.1 主管道自動焊常見缺陷
采用窄間隙自動焊進(jìn)行主管道焊接,在減少焊縫金屬填充量、提高焊縫質(zhì)量的同時,也不可避免地會產(chǎn)生自動焊常見缺陷。主管道自動焊常見缺陷有夾雜、夾鎢、表面成形不良、咬邊、氣孔和未熔合等[2]。
1.1.1 夾雜
夾雜的主要來源是焊絲中的合金元素與雜質(zhì)元素反應(yīng)生成的氮化物和硅酸鹽等。雜質(zhì)元素的來源主要有:①焊絲、坡口表面及周圍環(huán)境中的雜質(zhì);②保護(hù)氣中混合的雜質(zhì)氣體;③焊絲本身含有的雜質(zhì)元素。為減少夾雜缺陷產(chǎn)生的概率,應(yīng)注意所使用的保護(hù)氣的純度及實際保護(hù)效果、坡口及焊絲表面的清潔度和施工環(huán)境的清潔度,并在每一道焊接完成后,注意焊縫表面雜質(zhì)及氧化物的清理,以保證焊接質(zhì)量。
1.1.2 夾鎢
夾鎢的主要來源有:①焊道不平整,鎢極接觸焊縫;②操作不當(dāng),鎢極接觸焊道或坡口側(cè)壁;③鎢極使用時間過長,尖端燒裂。
為了避免夾鎢缺陷的產(chǎn)生,在焊接過程中,操作工應(yīng)密切觀察鎢極狀態(tài)及位置,避免鎢極與焊縫或坡口側(cè)壁發(fā)生接觸。每一道焊接結(jié)束后,仔細(xì)檢查焊縫表面平整度,保證滿足下一道焊接需求。盡量做到每一道焊接結(jié)束后都更換新打磨過的鎢極,避免因鎢極過度燒損而造成夾鎢。對于已經(jīng)出現(xiàn)的粘鎢,要用不銹鋼砂輪片完全打磨掉,避免殘留在焊縫中。
1.1.3 表面成形不良
表面成形不良主要原因有兩方面:一是操作不當(dāng),局部位置鎢極偏離焊縫中心而造成某一側(cè)熔合不良;二是參數(shù)選擇不當(dāng),主管道自動焊參數(shù)是根據(jù)坡口寬度變化而變化的,如果選擇的參數(shù)相對偏小,也有可能造成焊縫表面成形不良。對于情況一,需要操作工在焊接過程中密切注意鎢極在焊縫上的位置,當(dāng)局部偏離焊縫中心時,應(yīng)及時調(diào)整;對于情況二,操作人員在下一道焊接之前應(yīng)仔細(xì)測量焊接坡口寬度,對于處于臨界點的坡口,應(yīng)盡量選取大參數(shù)進(jìn)行下一道焊縫的焊接。對于存在成形不良的焊道,要及時進(jìn)行打磨或自熔處理,以保證下一道的焊接質(zhì)量。
1.1.4 咬邊
咬邊主要是由于操作不當(dāng)或參數(shù)過大而造成的焊縫邊緣母材低于其他位置的情況。在主管道現(xiàn)場焊接過程中,焊接參數(shù)是確定的,造成咬邊的主要原因是操作不當(dāng)。對于已經(jīng)出現(xiàn)的咬邊,可通過打磨或自熔處理來消除。
1.1.5 氣孔
主管道自動焊中產(chǎn)生的氣孔來源主要有:①保護(hù)氣受到污染;②焊接過程中出現(xiàn)氣流擾動;③施焊環(huán)境中濕度過大;④焊材及坡口表面存在油污等雜質(zhì)。為了減少氣孔產(chǎn)生的概率,在主管道現(xiàn)場施工過程中應(yīng)注意建立控制區(qū),盡量減少人員走動;注意施工環(huán)境的濕度控制,必要時采用暖風(fēng)機(jī)降低環(huán)境濕度;注意焊材及坡口表面清潔度;在焊前采用提前預(yù)送氣工藝,排出之前的余氣再進(jìn)行焊接。
1.1.6 未熔合
主管道自動焊過程中的未熔合來源主要有:①焊接過程中鎢極偏離焊縫中心;②焊接參數(shù)偏小,焊縫寬度無法覆蓋坡口寬度。對于現(xiàn)場施工來說,所使用的參數(shù)是經(jīng)工藝評定驗證的,未熔合產(chǎn)生的最主要因素是鎢極偏離焊縫中心。為了避免未熔合的出現(xiàn),應(yīng)加強(qiáng)焊接過程監(jiān)測,對于較寬的坡口,盡量使用大參數(shù)進(jìn)行焊接。
1.2 主管道自動焊缺陷返修方法
主管道焊接缺陷返修主要有自動焊返修和手工焊返修兩種方法。
1.2.1 自動焊返修
自動焊返修可以用于未完成焊縫和已完成焊縫的返修。對于未完成的焊縫,如果檢測過程中發(fā)現(xiàn)缺陷,可采用手工打磨的方法消除缺陷,并將整個焊縫修整到同一深度,以便后續(xù)自動焊接。對于已完成焊縫,如果要采用自動焊返修,則需要在焊縫上整圈開槽,如果采用手工打磨,很難滿足自動焊坡口需求,因此一般采用返修坡口加工機(jī)進(jìn)行。總的來說,自動焊返修對坡口要求較高,無法進(jìn)行局部補(bǔ)焊。
1.2.2 手工焊返修
手工焊返修主要用于已完成焊縫的局部返修,只需要在局部挖槽消除缺陷,之后采用主管道手工焊接工藝進(jìn)行補(bǔ)焊即可,操作較為靈活,但無法滿足未完成焊縫的返修工作。
1.3 主管道焊接的應(yīng)用實例
方家山核電工程2#機(jī)組共有3個主回路,共計24條焊縫,主管道焊縫布置如圖1所示。主管道焊接過程中共有4條焊縫出現(xiàn)焊接質(zhì)量問題,包括咬邊、未熔合、氣孔等,具體情況見表1。主管道的返修工作根據(jù)缺陷產(chǎn)生的時機(jī)與類型而不同,既有自動焊返修,也有手工焊返修。總的來說,對于焊縫中心的缺陷,可以在焊縫未焊滿前進(jìn)行自動焊返修,也可以在焊縫焊滿后局部挖槽手工焊返修;對于焊縫邊緣的缺陷,如果未焊滿前進(jìn)行自動焊返修,對打磨精度要求較高,打磨難度較大,有可能損壞焊接坡口而無法繼續(xù)后續(xù)的自動焊施工,宜在自動焊結(jié)束后采用手工焊進(jìn)行返修。

圖1 主管道焊口分布示意圖
2 主管道焊縫手工返修
2.1 主管道及相應(yīng)接管嘴母材的材質(zhì)
主管道和主泵泵殼接管嘴材質(zhì)為Z3CN20-09M,壓力容器和蒸汽發(fā)生器接管嘴材質(zhì)為Z2CND18-12N,兩種均為奧氏體不銹鋼,w(C)很低,具有良好的焊接性,但由于奧氏體鋼導(dǎo)熱性較差,線膨脹系數(shù)較大,從而導(dǎo)致焊接應(yīng)力較大。如果工藝選擇不當(dāng),容易產(chǎn)生焊接熱裂紋。兩種鋼的化學(xué)成分見表2,力學(xué)性能見表3。

表3 主管道及相應(yīng)接管嘴母材力學(xué)性能
2.2 缺陷定位
采用沿主管道軸向平移射線源的方式進(jìn)行兩次射線檢測(RT),在已知射線源偏移量、缺陷投影位置偏移量和管道直徑的情況下,通過相似三角形原理即可計算出焊縫中缺陷的位置。射線定位結(jié)果為:缺陷位于焊縫中心,距焊縫外表面約34 mm。為保險起見,同時對缺陷進(jìn)行了超聲波(UT)定位,得到的缺陷位置與射線定位基本吻合。結(jié)果顯示,缺陷位于焊縫中心,距焊縫內(nèi)表面約31 mm。
2.3 缺陷清除
根據(jù)兩次RT和一次UT定位結(jié)果,對缺陷進(jìn)行打磨。為了對缺陷的具體位置和性質(zhì)進(jìn)行驗證,先將焊縫挖除28 mm,之后逐層打磨并進(jìn)行滲透檢測(PT),每層打磨厚度約1 mm。如果在打磨的過程中發(fā)現(xiàn)缺陷,繼續(xù)逐層打磨直到缺陷完全消除;如果沒有發(fā)現(xiàn)缺陷,則打磨到最大深度36 mm即可(考慮到檢測誤差,在最大定位深度34 mm基礎(chǔ)上加2 mm)。打磨完后對焊縫進(jìn)行液體滲透檢測和射線檢測,確認(rèn)缺陷是否完全清除。如果缺陷未完全去除,對原因進(jìn)行分析并盡可能重新進(jìn)行缺陷定位后繼續(xù)打磨,直到缺陷全部消除為止。
打磨應(yīng)采用不銹鋼砂輪片進(jìn)行,打磨過程中應(yīng)控制每次的打磨量,防止過熱。
2.4 坡口準(zhǔn)備
缺陷打磨后,坡口應(yīng)修磨至滿足手工焊焊接需求,不能存在尖角,不能存在毛刺、鐵屑、砂輪磨屑、水、油脂、氧化物和其他可能影響焊接質(zhì)量的雜質(zhì)。圖2所示為1U4焊縫缺陷清除后的補(bǔ)焊坡口照片。
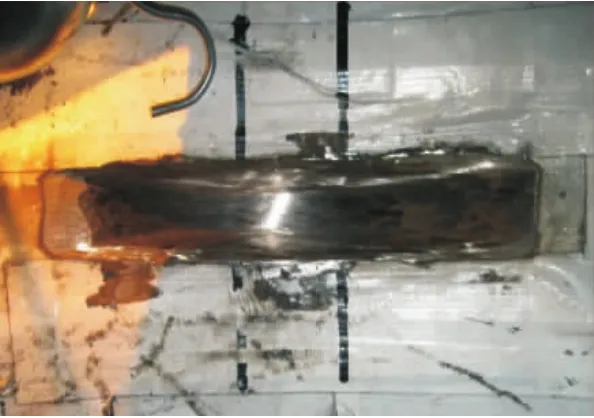
圖2 1U4焊縫補(bǔ)焊坡口
2.5 補(bǔ)焊工藝與設(shè)備
返修過程中采用焊條電弧焊進(jìn)行主管道的手工補(bǔ)焊,所使用的焊接設(shè)備為ESAB公司生產(chǎn)的TIG3000i型焊機(jī),焊材為 ESAB公司生產(chǎn)的E316L-15型藥皮焊條,焊接參數(shù)與焊接材料詳見表4,焊芯化學(xué)成分要求見表5。

表4 焊接材料與焊接規(guī)范

表5 E316L-15焊條焊芯主要化學(xué)成分 %
返修時應(yīng)采用不銹鋼膠帶或防火布對焊縫周圍的區(qū)域進(jìn)行防護(hù),防止焊渣飛濺污染或損傷母材。焊接過程中,應(yīng)采用小參數(shù)快速焊,以減少焊接熱輸入,并控制層間溫度。焊道表面應(yīng)光滑連續(xù)地過渡到鄰近區(qū)域。
對每條除渣后的焊道進(jìn)行目視檢測,保證焊道表面無熔渣、氧化皮等雜質(zhì)以及裂紋、未熔合、焊瘤、咬邊、弧傷及蜂窩狀氣孔等影響下一道焊接的缺陷。對于影響后續(xù)焊道焊接質(zhì)量的缺陷,采用機(jī)械打磨方法去除,打磨應(yīng)采用不銹鋼專用砂輪,并且要注意出現(xiàn)過熱而造成焊縫氧化。
補(bǔ)焊完成后,采用不銹鋼砂輪對補(bǔ)焊位置進(jìn)行打磨,清除焊道痕跡,保證補(bǔ)焊區(qū)域表面與母材表面平滑過渡。
2.6 檢測結(jié)果
補(bǔ)焊完成后按相關(guān)標(biāo)準(zhǔn)進(jìn)行目視檢驗、液體滲透檢驗、射線檢驗、超聲波檢驗等,所有檢驗結(jié)果均合格。圖3為1U4焊縫返修后液體滲透照片,未見超標(biāo)缺陷。采用同樣的方式也成功完成了1U6焊縫側(cè)壁未熔合缺陷的返修工作。

圖3 1U4焊縫返修后液體滲透檢測照片
3 結(jié) 論
(1)主管道焊接缺陷的控制主要依靠焊接過程中的及時調(diào)整與層間的仔細(xì)清理。
(2)對于焊縫中心附近的缺陷,可以選擇自動焊返修或手工焊返修。
(3)對于焊縫邊緣的缺陷,為保證自動焊的順利施工及返修質(zhì)量,宜在自動焊結(jié)束后進(jìn)行手工焊返修。
(4)通過采用手工返修技術(shù),成功解決了方家山2#機(jī)組主管道焊縫中心氣孔及側(cè)壁未熔合缺陷返修問題。
[1]張雯,梁健,譚文良,等.CPR1000核島主管道自動焊效益分析[J].科技創(chuàng)新導(dǎo)報,2013(8):123-126.
[2]呂旭偉,馬立民,朱德才,等.核電站主管道自動焊焊縫缺陷的返修研究[J].科技創(chuàng)新導(dǎo)報,2012(35):2-3.
[3]GB/T 8923.3—2009,焊縫、邊緣和其他區(qū)域的表面缺陷的處理等級[S].
[4]吳曉清,張連生.熔焊原理[M].北京:機(jī)械工業(yè)出版社,1994.
[5]成大先.機(jī)械設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社,2008.
[6]陳祝年.焊接工程師手冊[M].北京:機(jī)械工業(yè)出版社,2010.
[7]王洪光.實用焊接工業(yè)手冊[M].北京:化學(xué)工業(yè)出版社,2014.
[8]王洪光.實用焊接設(shè)備手冊[M].北京:化學(xué)工業(yè)出版社,2012.
[9]陳勇.常用焊接材料速查手冊[M].北京:機(jī)械工業(yè)出版社,2011.
[10]中國機(jī)械工程學(xué)會焊接學(xué)會.焊接手冊[M].北京:機(jī)械工業(yè)出版社,2008.
Weld Repair Technology and Application of Nuclear Power Unit Main Pipeline
SHANG Wei,XUE Jingkai,LIU Chengdan,WANG Yongxin
(1.Nuclear fuel and material research institute of Unclear Power Institute of China,Chengdu 610213,China;
2.Qinshan Unclear Power Co.,Ltd.,Jiaxing 214300,Zhejiang,China)
Main pipeline plays an important role in nuclear power plant safety,and main pipeline welding quality also is very important.In main pipeline welding of the current nuclear power units,narrow gap automatic welding gradually replaced the traditional manual welding,which improved the welding efficiency.But it used single-layer single-channel welding process in main pipeline narrow gap automatic welding,if the control is not good,some defects easily appear such as incomplete fusion, affect the weld quality,must be repaired.Taking repair process of Fangjiashan nuclear power project 2#unit main pipeline as example,it introduced a kind of main pipeline manual repair process which successfully used in engineering practice,and summarized welding defects type of main pipeline,causes and repair methods.
nuclear power unit;main pipeline weld;welding defects;repair
TG47
B
1001-3938(2015)08-0029-05
尚 巍(1988—),男,碩士研究生,主要研究方向為焊接工藝。
2014-11-30
修改稿收稿日期:2015-07-17
張 歌
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07