接線板端蓋的復合模設計
2015-12-16 07:17:38張麗
鍛壓裝備與制造技術 2015年6期
關鍵詞:工藝
張 麗
(湘潭技師學院,湖南 湘潭 411000)
1 沖壓工藝分析
如圖1所示為接線板端蓋零件示意圖。材料08F,厚度1mm,大批量生產。
08F為優質碳素結構鋼,是用于制造重要機械結構零件的非合金結構鋼,具有一定的強度和韌性,具有良好的拉深工藝性能。可用來制成薄板,制造深沖制品、油桶、高級搪瓷制品,也可制成管子、墊片及心部強度要求不高的滲碳和碳氮共滲零件、電焊條等。
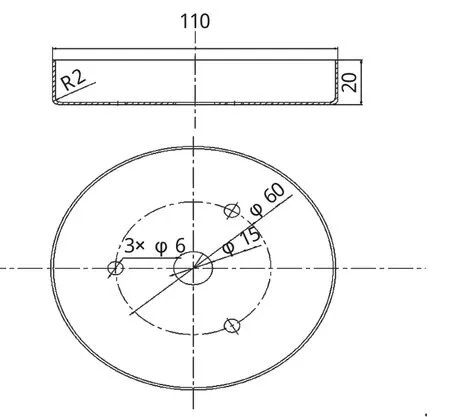
圖1 接線板端蓋
根據零件形狀(對稱)特點,確定零件排樣為直排方式,采用條料形式,橫截,留有廢料來作搭邊。用導料銷進行導料。
此零件結構比較簡單,孔結構對稱,適合沖裁。零件圖上所有未注公差尺寸屬于自由尺寸,可按IT14級確定工件尺寸公差。零件尺寸精度要求不高,形狀不復雜,圓角處半徑為2,拉深深度只有20,可以一次成形拉深。主要難點是拉深可能會使制件變形、斷裂或起皺,所以采用壓邊圈防止出現問題。還有零件產量較大,根據材料較薄(1mm)的特點,應保證孔位精度。此模具采用導料銷進行導料,彈性卸料裝置,采用自然漏廢料方式的沖裁結構。
在排樣設計上,根據該沖壓件的形狀特征,采用單排排樣。此排樣為廢料排樣,模具沿工件全部外形進行沖裁,工件周邊均留有搭邊,保證沖裁件質量,沖模壽命較長。但若選擇搭邊值不合理,就會造成材料浪費或縮短沖頭壽命。查相關表格,設計的排樣圖如圖2所示。
2 確定工藝方案
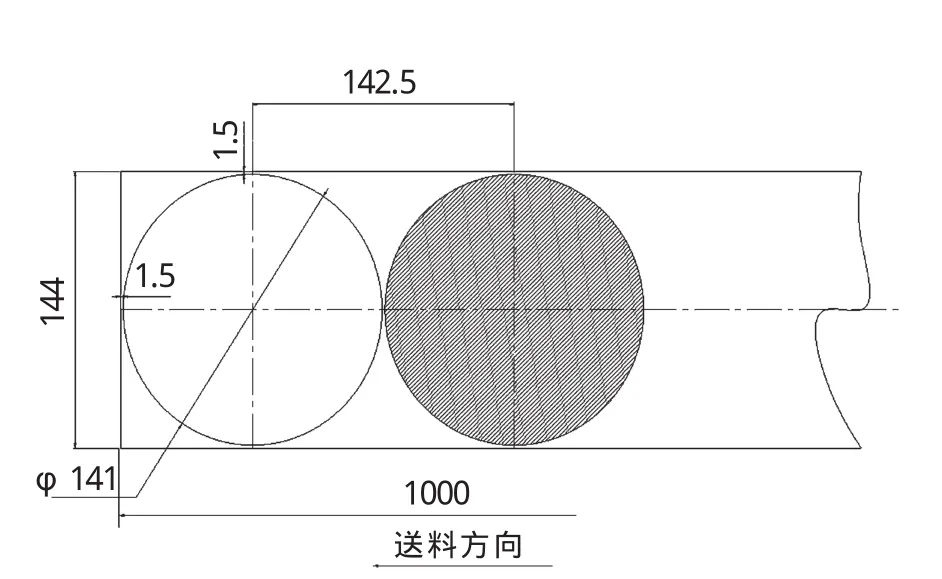
圖2 排樣圖
該零件包括落料-拉深-沖孔三個基本工序,根據零件形狀和尺寸要求,可以采用單工序模生產、復合模生產和級進模生產三種模具方案。三種方案對比如表1所示。
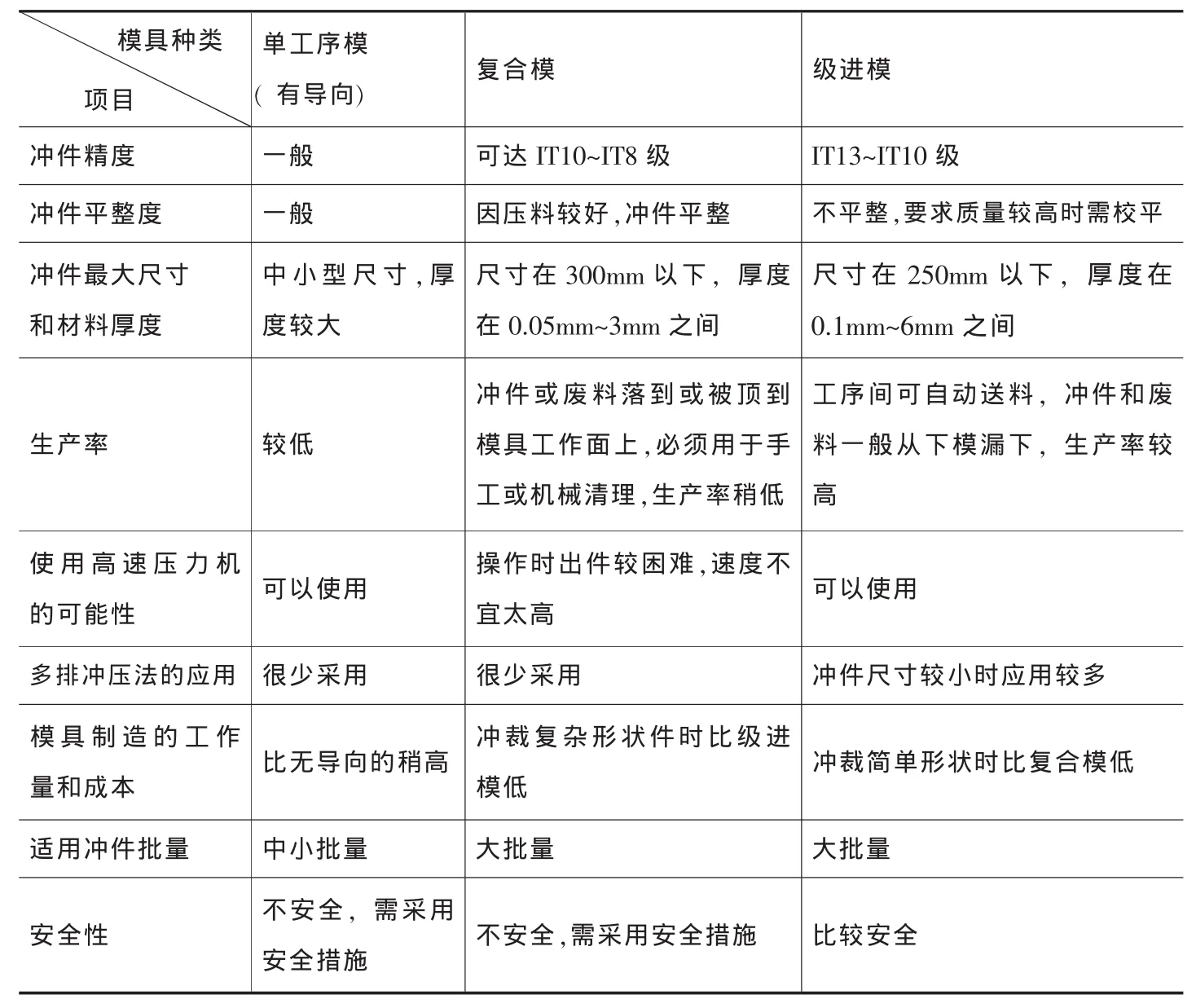
表1 三種模具方案對比表
本零件產品批量較大,所以工序分散單一的單一工序生產不能滿足生產需要,應考慮集中的工藝方法。經綜合分析,采用落料拉深和沖孔復合模,既能滿足生產量的要求,又能保證產品質量和模具的合理性。
3 模具裝配圖設計
如圖3所示為模具裝配示意圖。模具閉合高度245mm。
圖3為制造接線板端蓋的順裝復合模結構圖。沖裁時制件部分材料及外部余料均處于壓緊狀態下進行分離,其特點是沖孔廢料是從拉深沖孔凸凹模中自然漏料,使型孔內不積聚廢料,使凸凹模脹裂力小,沖壓件平直度高,尺寸精度也高,適合于薄料沖裁。但制件和廢料都是從分模面排除的,需要及時進行清除,并需二次清理,所以操作不如倒裝復合模方便,且不太安全。正裝復合模需在底座下增設彈頂裝置,方可將制件從凹模中頂出。
4 模具裝配與調試
模具安裝和調試正確與否,直接影響沖件質量和模具使用壽命。
4.1 安裝、調試前的準備
熟悉所要調試的零件沖壓工藝規程和各工序要求;熟悉沖模結構特點和動作原理;了解沖模安裝方法和使用要求、注意事項。
(1)檢查模具的安裝條件。①檢查壓力機的公稱壓力是否滿足沖壓力的要求;②檢查模具的閉合高度是否與壓力機的相符;③檢查壓力機的行程是否滿足模具工作要求;④檢查壓力機的漏料孔、工作臺面頂桿及孔徑是否與模具匹配;⑤模具打料桿的長度與直徑是否與壓力機的打料機構相適應。
(2)檢查壓力機的技術狀態。①檢查壓力機的離合器、制動器及操作機構、安全保護控制裝置是否正常工作;②檢查壓力機上的打料螺釘是否有效,并調整到適當位置;③檢查壓力機上的壓縮空氣墊的壓力、操作是否靈活、可靠。
(3)模具裝配合理性檢查。①沖裁模具。模具凸凹模間隙相應于產品要求和沖壓材料是否合理,沿刃口周邊間隙是否均勻;②上出料用頂出機構,頂出作用是否一致有效,特別是沖件面積大的更要求其一致性;③下出料洞口不應有倒錐度(反梢),尤其是窄槽、小孔應有正錐度10′~15′,廢料排出應通暢。④刃口是否鋒利,刃口表面粗糙度小于Ra1.6um。
4.2 裝配

圖3 落料、拉深、沖孔復合模裝配圖
復合模一般以凸凹模作為裝配基準件。其裝配工序為:①裝配模架;②裝配凸凹模組件(凸凹模及固定板)和凸模組件(凸模及其固定板);③將凸凹模組件用螺釘和銷釘安裝固定在指定上模座的相應位置上;④以凸凹模為基準,將凸模組件及凹模初步固定在下模座上調整凸模組件及凹模的位置,使凸模刃口和凹模刃口分別與凸凹模的內、外刃口配合并保證配合間隙均勻后固緊凸模組件與凹模;⑤裝上彈頂卸壓器;⑥試沖檢查合格后,將凸模組件、凹模和相應模座一起鉆絞銷孔;⑦卸開上下模,安裝相應的定位、卸料、推件或頂出零件,再重新組裝上、下模,并用螺釘和定位銷緊固。
4.3 調試的技術要求
(1)模具裝配后,應經外觀和空載試驗合格后才能進行試模。應按沖模技術要求和圖樣要求進行外觀檢驗。
(2)試模材料必須經過檢驗,并符合技術要求。試沖時所用設備必須符合工藝規程要求,設備應完好,運轉正常,以防損壞模具。①沖件質量按產品零件圖、工藝規程和有關驗收技術要求檢驗。②試沖合格,模具交付使用前,應帶有檢驗合格手續和相關的工藝驗證記錄。
[1] 沈言錦.AZ60鎂合金汽車墊片沖壓工藝與模具設計[J].特種鑄造及有色合金,2013,33( 9):855-857.
[2] 李春友,等.一種轎車橫梁加強板沖壓工藝分析與設計[J].熱加工工藝,2013,42( 1) :132-135.
[3] 周美蓉,等.JBSAN蓋板沖壓工藝與模具設計 [J].模具工業,2011,37( 6) :35-38.
[4] 沈言錦.接線座支架多工位級進模設計 [J].模具工業,2008,34( 2) :16-18.
[5] 沈言錦,張志鵬.沖孔彎曲件多工位級進模設計[J].模具制造,2011,( 5) :37-42.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
