鋁合金攪拌摩擦焊接頭內部殘余應力的短波長X射線測試
2015-12-09 09:07:46竇作勇張鵬程王茂銀裴利程
機械工程材料 2015年3期
關鍵詞:焊縫
竇作勇,張鵬程,3 ,李 云,王茂銀,董 平,陳 力,鄭 林,裴利程
(1.表面物理與化學重點實驗室,綿陽621907;2.中國工程物理研究院材料研究所,綿陽621700;3.四川藝精科技集團有限公司,綿陽621700;4.中國兵器工業第五九研究所,重慶400039;5.中國航天科技集團長征機械廠,成都610100)
0 引 言
攪拌摩擦焊接(FSW)技術是英國焊接研究所于1991年發明的一種固相連接技術。與傳統熔化焊相比,FSW具有能耗低、接頭質量好、變形小、無污染等優點,在航空航天、船舶、核工業、列車制造等領域具有廣闊的應用前景[1]。同其他焊接技術一樣,FSW也會在焊件中引入殘余應力,從而對焊件的服役性能(如疲勞、斷裂等性能)產生影響[2-3]。因此,許多學者對FSW焊件中的殘余應力進行了研究[2-4]。
由于FSW是鋁合金較為理想的焊接技術,因此國內外眾多學者研究了鋁合金FSW接頭的殘余應力。王訓宏等[4]采用X射線衍射儀研究了1060鋁合金FSW接頭與鎢極氬弧焊接頭中殘余應力的差異;國外學者[2-3,5]采用中子衍射和高能同步輻射研究了鋁合金FSW接頭內部殘余應力的分布規律,從而加深了對FSW接頭中殘余應力的認識。由于中子和高能同步輻射產生的短波長X射線對材料有很強的穿透能力,可分析厚度在厘米級材料內部的殘余應力,如,Ma等[5]采用中子衍射研究了12.7mm厚2195-T8鋁-鋰合金FSW接頭的殘余應力;Prime等[3]采用輪廓法和中子衍射法研究了25.4mm厚7050和2024鋁合金FSW接頭中殘余應力沿厚度方向的分布規律;Lombard等[6]采用同步輻射高能X射線衍射研究了6mm厚AA5083-H321鋁合金FSW接頭縱向和橫向的殘余應力分布。而國內中子衍射和高能同步輻射測定應力的相關技術還處于起步階段,因此文獻報道還很少。
近年來,飛機結構中常用的大厚度鋁合金攪拌摩擦焊的工藝研究[7]和殘余應力分析[3]日益受到重視,除了構件的表面應力狀態外,內部應力的研究也非常重要,即可通過分析構件內部應力的狀態來優化工藝,從而防止因殘余應力導致的變形或開裂。然而,普通的X射線應力儀還無法實現工件內部應力的測試。2008年,中國工程物理研究院材料研究所聯合中國兵器工業第五九研究所成功研制了短波長X射線應力分析儀,該儀器可以無損的方法測試厘米級厚度材料的內部應力,并已在鋁合金、鋼鐵等材料的應力分析中得到應用[8-9]。
針對工程應用的需求,作者采用攪拌摩擦焊工藝對2024鋁合金進行了焊接,并利用自制的XL-1型短波長X射線應力分析儀研究了FSW接頭的內部殘余應力,旨在為焊接工藝的優化和后續加工工藝的制定提供參考。
1 試樣制備與試驗方法
1.1 試樣制備
試驗材料為6mm厚2024-T351鋁合金板,采用FSW-LS-012B型攪拌摩擦焊接設備按表1所示的參數進行焊接,攪拌頭材料為H13鋼,軸肩直徑為20.0mm,攪拌針為帶錐度的螺紋狀結構,軸肩一側直徑為7.1mm,頭部一側直徑為5.3mm,高度為5.8mm。焊接完成后的試樣尺寸為200mm(長)×206mm(寬)×6mm(高),長度方向平行于母材的軋制方向并與焊接方向一致,焊件置于室溫環境下自然冷卻。
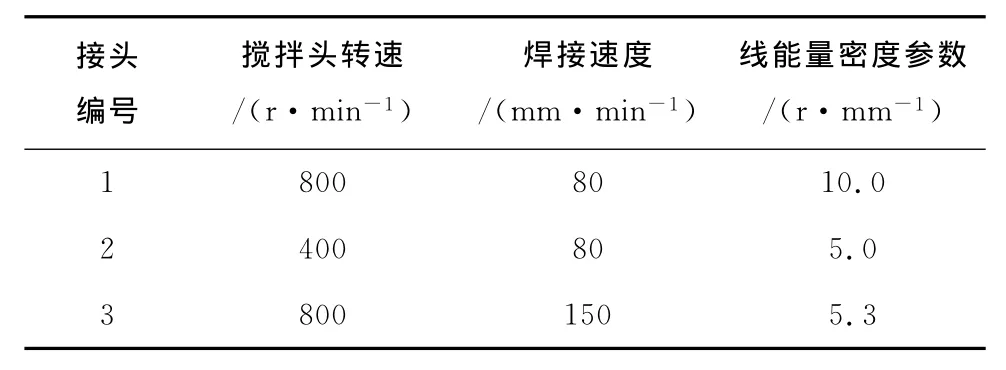
表1 不同FSW接頭對應的焊接工藝參數Tab.1 Welding parameters for different FSW welded joints
線能量密度參數(攪拌頭轉速與焊接速度的比值)為攪拌頭移動單位距離所對應的攪拌頭的轉數。
1.2 試驗方法
采用OLYMPUS光學顯微鏡觀察焊縫橫截面的組織,腐蝕溶液由HF、HCl、HNO3、H2O按體積比為2∶3∶5∶190進行配制。
利用XL-1型短波長X射線應力分析儀采用d0法測定焊接接頭的殘余應力[3,6,10-11],X 射線源為鎢靶X射線管,管電壓為200kV,管電流為3.5mA,選用鎢Kα1射線對試樣進行衍射分析,波長為0.02nm;規范體積為2mm(長)×0.1mm(寬)×3mm(高),選擇 Al(311)作為衍射晶面;在應力測定過程中,調整規范體積至焊接接頭厚度的中間位置,沿圖1所示的直線進行測定。
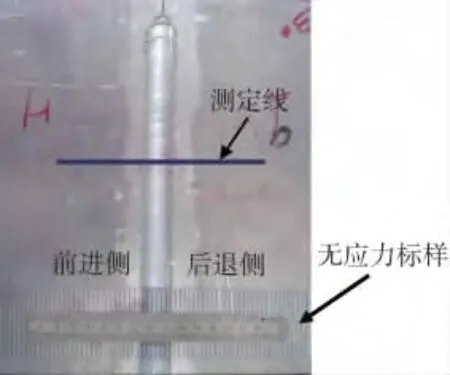
圖1 d0法測定焊件內部殘余應力時所用的試樣及無應力標樣Fig.1 Sample used for internal residual stress testing by d0 method and the unstressed reference sample
2 試驗結果與討論
2.1 顯微組織
圖2中的白亮區域為焊核區,因攪拌頭對被焊材料的攪拌和旋轉作用而形成;焊核區上方有一錐形區域,該區域在焊接接頭上表面的寬度為20mm(與攪拌頭的軸肩直徑相同),為軸肩作用區;由焊接接頭中心向兩邊依次為焊核區、熱機影響區、熱影響區和母材區。
圖3(a)為焊核區,該區在焊接過程中受到攪拌針強烈的攪拌作用,經歷了較高溫度的熱循環,組織發生了動態再結晶,由母材原始的板條狀組織轉變為細小等軸的再結晶組織,晶粒大小約為6μm。圖3(b)為熱機影響區,該區在焊接過程中同時受到攪拌針的機械攪拌和焊接熱循環的雙重作用,由于該區距攪拌針較遠,受到的機械攪拌作用遠小于焊核區的,因此,該區的材料發生了較大程度的彎曲變形。圖3(c)為熱機影響區與熱影響區的交界處。圖3(d)為熱影響區,該區組織在焊接過程中僅受到熱循環作用,未發生變形,而且經受的焊接熱循環作用比焊核區的弱,僅發生了回復;與母材相比,該區組織稍有粗化現象[1]。

圖2 2024-T351鋁合金FSW接頭橫截面的宏觀形貌Fig.2 Macrograph of cross-section of 2024-T351aluminum alloy FSW joint
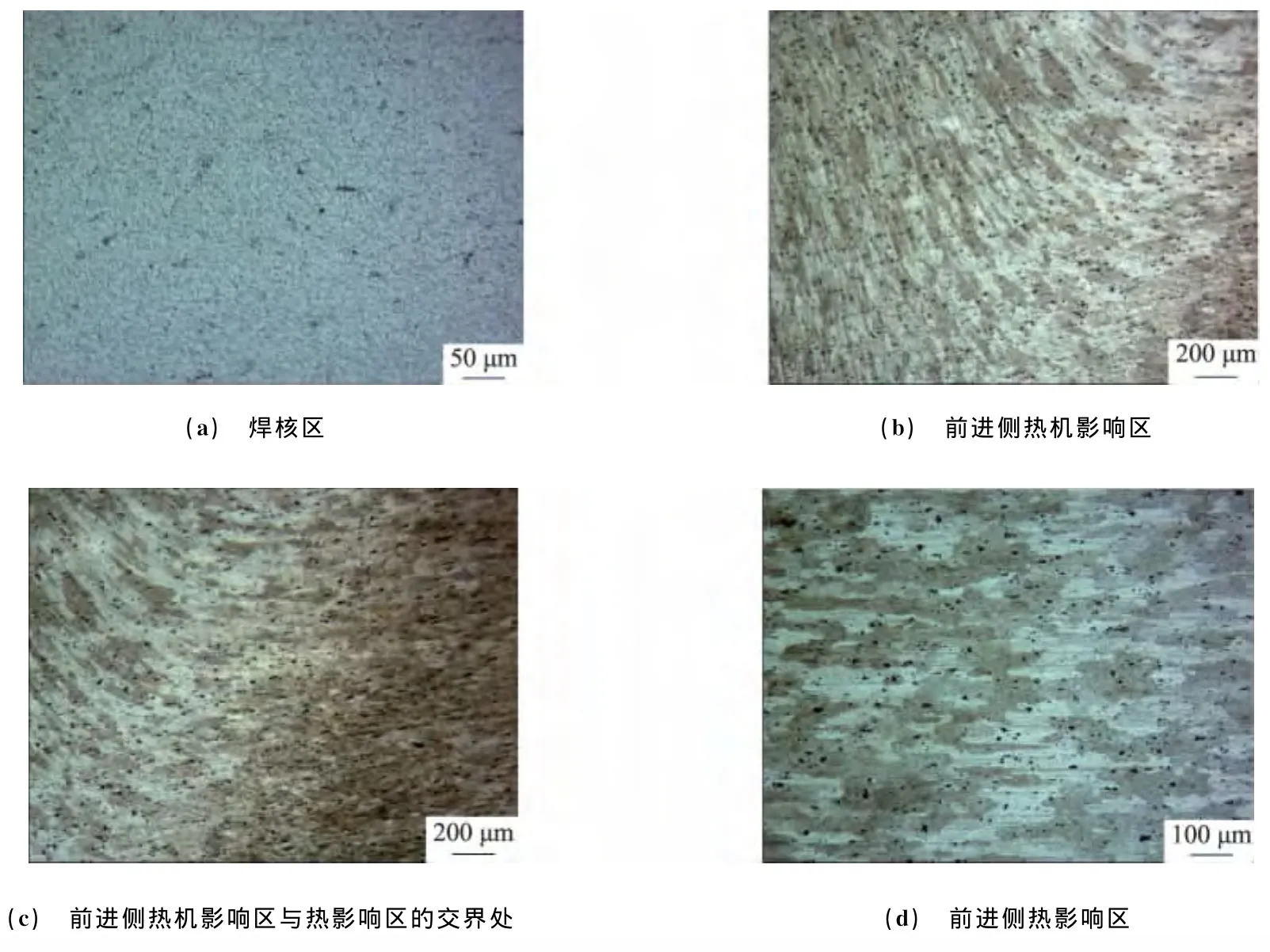
圖3 2024-T351鋁合金FSW接頭不同區域的顯微組織Fig.3 Microstructure of different areas of 2014-T351aluminum alloy FSW joint:(a)weld nugget;(b)TMAZ at the advancing side;(c)interface between TMAZ and HAZ at the advancing side and(d)HAZ at the advancing side
2.2 殘余應力
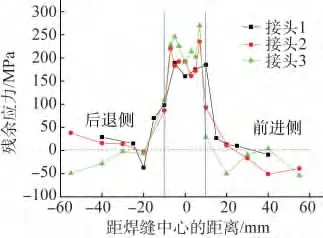
圖4 不同FSW接頭內部縱向殘余應力的分布曲線Fig.4 Longitudinal internal residual stress in different FSW welded joints
由圖4可見,3個FSW接頭中的縱向殘余應力均呈“M”型分布,且處于非平衡狀態,拉應力占主導。相對于焊縫中心線,前進側與后退側的應力呈不對稱分布,且在攪拌頭軸肩作用區(-10~10mm)內,前進側的殘余應力略高于后退側的,這與文獻[2]的結果相吻合。分析認為,前進側攪拌頭的軸肩與工件表面接觸處的相對速度較大,產生的摩擦熱較多,導致在隨后冷卻過程中產生的溫度梯度較大,從而引起較大的殘余應力。此外,縱向殘余應力的峰值位于攪拌頭軸肩作用區內,結合FSW接頭的顯微組織分析可知,殘余應力峰值位于FSW接頭的熱機影響區和熱影響區交界處附近。由圖4還可以看出,隨著距焊縫中心距離的增加,殘余拉應力逐漸降低,直至變為壓應力,呈現出與焊縫附近拉應力相平衡的趨勢。
此外,在焊縫附近區域,接頭1中的應力最小,接頭2和3中的應力水平相當。由表1可知,接頭1的線能量密度參數最高,即在焊接過程中,攪拌頭輸入焊件的熱能是最高的,大的熱能輸入會導致周邊材料溫度升高[6],使得焊件在降溫過程中焊縫附近材料的溫差較小,從而使得殘余應力降低。接頭2和3的線能量密度相當,故焊縫區域的應力峰值大小也比較接近。
由圖5可以看出,FSW接頭內部的橫向殘余應力大大低于縱向的。與縱向殘余應力分布不同的是,雖然在軸肩作用區內有拉應力峰值,但在軸肩作用區外的熱影響區及母材區,也存在大小與該拉應力峰值相當的殘余應力,這表明焊接接頭的橫向殘余應力水平較低,與母材中的相當,這與文獻[2]、文獻[5]的結果相符。
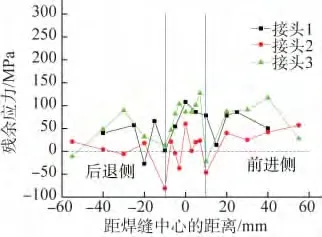
圖5 不同FSW接頭內部橫向殘余應力的分布曲線Fig.5 Transverse internal residual stress in different FSW welded joints
3 結 論
(1)采用短波長X射線應力分析儀研究了2024-T351鋁合金攪拌摩擦焊接頭內部的殘余應力,所得應力分布規律與國外文獻報道結果一致。
(2)攪拌摩擦焊接頭內部縱向的殘余應力呈典型的“M”型分布,且大于橫向的,縱向殘余應力峰值位于焊縫熱機影響區與熱影響區交界附近。
(3)線能量密度對縱向殘余應力峰值具有顯著影響。
[1]王國慶,趙衍華.鋁合金的攪拌摩擦焊接[M].北京:中國宇航出版社,2010.
[2]WOO W,FENG Z,WANG X L,et al.Neutron diffraction measurements of residual stresses in friction stir welding:a review[J].Science and Technology of Welding and Joining,2011,16(1):23-32.
[3]PRIME M B,GN?UPEL-HEROLD T,BAUMANN J A,et al.Residual stress measurement in a thick,dissimilar aluminum alloy friction stir weld[J].Acta Materialia,2006,54:4013-4021.
[4]沈洋,王快社,沈洋.攪拌摩擦焊和鎢極氬弧焊焊接接頭的殘余應力[J].機械工程材料,2007,31(1):26-28.
[5]MA Y E,STARON P,FISCHER T,et al.Size efects on residual stress and fatigue crack growth in friction stir welded 2195-T8aluminum-part I:experiments[J].International Journal of Fatigue,2011,33:1417-1425.
[6]LOMBARD H,HATTINGH D G,STEUWER A,et al.Effect of process parameters on the residual stresses in AA5083-H321friction stir welds[J].Materials Science and Engineering:A,2009,501:119-124.
[7]孫占國,李光,佟建華,等.大厚度飛機鋁合金攪拌摩擦焊性能研究[J].航空制造技術,2009,22:68-71.
[8]張津,高振桓,牟建雷,等.晶體材料內部殘余應力衍射法無損檢測的研究進展[J].理化檢驗-物理分冊,2010,46(11):695-700.
[9]鄭林,張津,何長光,等.短波長X射線衍射無損測定鋁板內部殘余應力[J].精密成形工程,2011,3(2):25-30.
[10]張津,李峰,鄭林,等.2024-T351鋁合金攪拌摩擦焊焊件內部殘余應力測試[J].機械工程學報,2013,49(2):28-34.
[11]ZHANG J,ZHENG L,GUO X B,et al.Residual stresses comparison determined by short-wavelength X-ray diffraction and neutron diffraction for 7075aluminum alloy[J].Journal of Nondestructive Evaluation,2014,33:82-92.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
