定位螺栓鉚接技術研究
2015-12-06 12:24:39熊傳林李鑫武
家電科技 2015年2期
熊傳林 李鑫武
(珠海格力電器股份有限公司 廣東珠海 519070)
定位螺栓鉚接技術研究
熊傳林 李鑫武
(珠海格力電器股份有限公司 廣東珠海 519070)
通過對定位螺栓的鉚接技術研究,實現鉚接螺栓在空調器室外機底盤組件上的應用,以滿足底盤組件沖壓自動化生產的需求。
定位螺栓;鉚接;自動化
1 引言
隨著家電、汽車等機械行業的發展和國家節能減排要求的不斷提高,這些領域越來越追求加工制造的自動化和高效、低能耗。在空調鈑金件的生產過程中,點焊是一項重要工序,但點焊現場火花飛濺、作業環境差,且能耗高,零件存在脫焊等質量問題[1]。而鉚接的勞動現場沒有火花,噪音較小,作業環境有極大改善;且零件鉚接的疲勞強度比點焊高,對家電及汽車等處于振動工況的機械產品是一個必備的優點。本文通過對定位螺栓的鉚接技術研究,實現空調器室外機底盤組件上鉚接螺栓的應用,從而實現底盤組件的沖壓自動化生產。
2 螺栓鉚接技術簡介
空調器室外機底盤組件上固定和定位壓縮機的壓縮機定位螺栓,一般是采用點焊的工藝方法將定位螺栓連接到底盤上去;螺栓點焊工藝方法的優點是對設備要求不高、操作簡單,缺點是作業環境差、有脫焊及焊接不牢的重大質量問題、無法滿足鈑金件沖壓自動化一條線生產。隨著節能環保要求的不斷提高和鈑金件沖壓自動化的需求,螺栓點焊工藝已不能適應大工業生產對高質量、高效率、低能耗、低噪音的要求。而螺栓鉚接技術能夠解決點焊工藝作業環境差和脫焊的質量問題,而且能很好滿足鈑金件沖壓自動化需求。
螺栓鉚接,是指在軸向力的作用下使螺栓發生塑性變形,從而將螺栓與底盤基材形成一個連接體結構;此類沖鉚,可以在普通沖床和模具上實現,無需專用設備。與傳統焊接工藝相比,螺栓鉚接具有質量更加可控而且避免焊傷等優點。
定位螺栓鉚接的工藝方法,一般有兩種,一種是螺栓有孔鉚接(預先在底盤上預沖孔),另一種是螺栓無孔鉚接(無需在底盤上預沖孔)。定位螺栓一般選用的是冷鐓型結構的螺栓,材料選用國標GB/T 6478-2001《冷鐓和擠壓用鋼》中的非熱處理型冷鐓和冷擠壓用鋼ML08Al,材料抗拉強度小于470MPa。
3 定位螺栓有孔鉚接
定位螺栓有孔鉚接的工藝方法是指先在底盤上預沖孔,然后將螺栓放入底盤上的預沖孔中,利用模具和普通沖床壓鉚成形。其具體的工藝流程為:①底盤壓筋沖孔,②螺栓鉚接。如圖1所示。
定位螺栓有孔鉚接的模具結構和螺栓結構,如圖2所示。多次試驗發現,相對壓鉚前,螺栓壓鉚后有拉長的現象,經分析是由于螺栓壓鉚時受軸向剪應力作用所致,此問題通過改進螺栓結構來解決:要求螺栓底端的內腔尺寸ΦD≥螺栓光桿部分的尺寸Φd。有孔鉚接螺栓與底盤基材的連接體結構如圖3所示,螺栓上、下整圈包裹住底盤基材,連接體結構牢固、可靠。
定位螺栓有孔鉚接后的最大抗扭矩測試數據,見表1,滿足裝配和使用要求;根據包裝運輸試驗標準,用有孔鉚接螺栓的底盤組件進行整機測試,定頻掃頻試驗等測試都合格的,相關試驗詳見表2。
4 定位螺栓無孔鉚接
定位螺栓無孔鉚接工藝,指的是無需在底盤上預先沖孔,直接將螺栓壓鉚到底盤基材中去。定位螺栓無孔鉚接的工藝流程,如圖4所示;相對于定位螺栓有孔鉚接工藝,定位螺栓無孔鉚接工藝減少了一道沖孔工序,有利于生產。
定位螺栓無孔鉚接的模具結構如圖5所示,無孔鉚接螺栓與底盤基材的連接體結構如圖6所示。分析定位螺栓壓鉚的成形過程,可以分成兩個階段,第一階段是定位螺栓刺破底盤材料,此過程中定位螺栓看作是“凸模”,上模看作是“凹模”;第二階段是定位螺栓外翻成形,形成“燕尾”結構,包裹住底盤基材,從而形成連接體結構[2]。
定位螺栓無孔鉚接技術的關鍵是如何形成大“燕尾”結構的連接體,此過程涉及底盤基材鈑金材料的流動性問題。分別選用0.95mm厚的普通料涂油板(Q235A)和深沖料涂油板(08AL)做對比分析,底盤用深沖料更能形成大“燕尾”結構的連接體。由此可以說明,塑性好的材料能夠更好地形成“燕尾”結構。
定位螺栓無孔鉚接技術的另外一個關鍵因素是螺栓,經多次實驗和分析,螺栓硬度是能否成形大“燕尾”連接體結構的重要因素。結合底盤基材的鈑金材料、螺栓硬度兩個重要影響因素,分別組合做樣,再測試螺栓鉚接后的最大抗壓力數值,測試數據見表3。由測試數據可以看出,定位螺栓無孔鉚接的底盤基材用深沖料涂油板(08AL)、螺栓較高硬度(HRB88~90)時,螺栓鉚接后的抗壓力值最大,效果最佳。
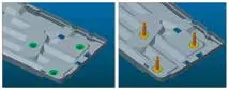
圖1 定位螺栓有孔鉚接的工藝流程

表1 定位螺栓有孔鉚接后的最大抗扭矩測試
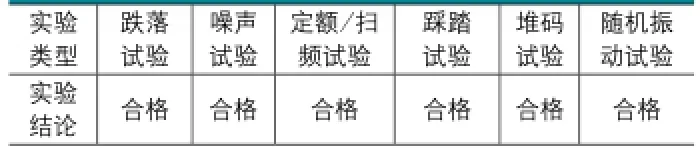
表2 有孔鉚接螺栓底盤組件的整機測試
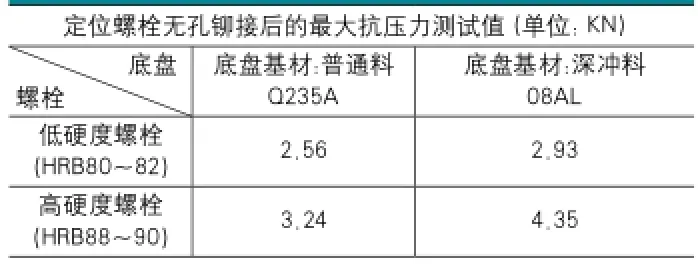
表3 定位螺栓無孔鉚接后的最大抗壓力測試
5 結論
隨著國家節能減排要求的不斷提高,空調器室外機底盤將逐漸采用免噴涂處理的新材料,如鍍鋁鋅板、ZAM板、鋅鐵合金等;伴隨鈑金件沖壓自動化需求,定位螺栓的鉚接工藝,必將逐步替代螺栓點焊工藝,在空調器室外機底盤組件的加工過程中廣泛使用。

圖2 定位螺栓有孔鉚接模具結構和螺栓結構
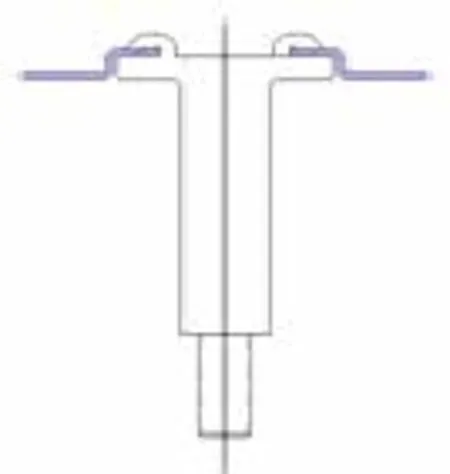
圖3 有孔鉚接螺栓與底盤基材的連接體結構
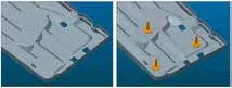
圖4 定位螺栓無孔鉚接的工藝流程

圖5 定位螺栓無孔鉚接的模具結構
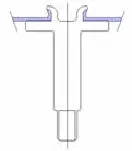
圖6 無孔鉚接螺栓與底盤基材的連接體結構
[1]林讓賢.點焊缺陷分析與工藝規范.廣西機械,
1999,4:18-21
[2]李曉靜.自沖鉚接工藝的研究及改進措施[J].天津理工大學學報,2005(05)
Technical research of riveting on the location bolt
XIONG Chuanlin LI Xinwu
(Gree electric appliances,lnc. Of Zhuhai Zhuhai 519070)
The riveting technics of the location bolt was researched and the riveting bolt were applicated on the metal base assy of conditioner outdoor unit to satisfy the need of the automatization with pressing.
Location bolt; Riveting; Automatization
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03