數(shù)控車削加工中刀具補(bǔ)償應(yīng)用
2015-12-06 02:47:37田林紅
精密制造與自動化
2015年1期
關(guān)鍵詞:數(shù)控車床
田林紅 宣 峰
(河南工業(yè)職業(yè)技術(shù)學(xué)院 河南南陽 473009)
數(shù)控車削加工中刀具補(bǔ)償應(yīng)用
田林紅 宣 峰
(河南工業(yè)職業(yè)技術(shù)學(xué)院 河南南陽 473009)
通過數(shù)控車床加工中刀具補(bǔ)償功能,結(jié)合典型數(shù)控系統(tǒng)應(yīng)用經(jīng)驗(yàn),詳細(xì)敘述刀具補(bǔ)償?shù)妮斎敕椒ê筒襟E,提出了刀具補(bǔ)償應(yīng)用中注意的問題。對目前典型數(shù)控車床刀具補(bǔ)償?shù)妮斎胱髁私榻B,為數(shù)控車床編程人員提供學(xué)習(xí)、參考的依據(jù)。
刀具補(bǔ)償 數(shù)控車床 補(bǔ)償值輸入
1 刀具補(bǔ)償?shù)奶岢?/h2>
在數(shù)控車削加工編程中,以刀具為基準(zhǔn),當(dāng)實(shí)際位置與基準(zhǔn)產(chǎn)生偏移出現(xiàn)偏差時(shí),就需要給予糾正、補(bǔ)償。如圖1所示,以車刀刀尖位置來編程,在加工過程中,當(dāng)其他刀具轉(zhuǎn)換到加工位置時(shí),刀尖位置偏差就會發(fā)生變化,有偏差(ΔXj、ΔZj),不可能和基準(zhǔn)刀尖重合。此外,刀具在加工過程中的磨損也會使刀尖位置發(fā)生變化,因此,應(yīng)對偏移量(ΔXm、ΔZm)進(jìn)行補(bǔ)償。
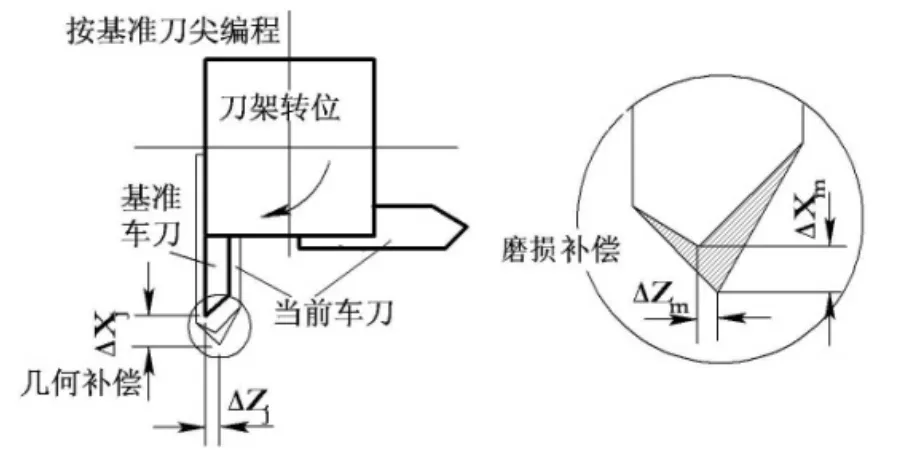
圖1 刀尖位置變化示意圖
為了提高刀具強(qiáng)度和工件表面加工質(zhì)量,延長刀具壽命,通常將車刀刀尖磨成圓弧狀。當(dāng)車錐面時(shí),由于刀尖圓弧的存在,實(shí)際起作用的切削刀刃是圓弧與共建輪廓表面的切點(diǎn),車出的工件形狀就會和零件圖樣上的尺寸不重合。如圖2所示,虛線即為實(shí)際車出的工件形狀,這樣就會產(chǎn)生圓錐表面誤差。
如果工件精度要求不高,此量可以忽略不計(jì),但是如果工件精度要求高,就應(yīng)考慮刀尖圓弧半徑對工件表面形狀的影響。
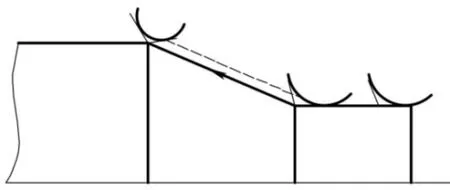
圖2 車錐面產(chǎn)生誤差示意圖
2 數(shù)控車床刀具補(bǔ)償
2.1 偏置補(bǔ)償
數(shù)控車床加工零件時(shí),安裝刀具手動方式操作使數(shù)控車床回機(jī)床參考點(diǎn),機(jī)床的原點(diǎn)和工件的原點(diǎn)是不重合的,也不可能重合。……
登錄APP查看全文
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動化加工技術(shù)(2014年9期)2014-03-01 02:21:42
