基于SIEMENS828D螺紋變距磨削程序設計
2015-12-06 02:47:35蔡美富
精密制造與自動化
2015年1期
蔡美富
(陜西工業職業技術學院 陜西咸陽 712000)
基于SIEMENS828D螺紋變距磨削程序設計
蔡美富
(陜西工業職業技術學院 陜西咸陽 712000)
通過對磨削螺紋原有加工工藝分析,提出了一種新的螺紋磨削工藝螺紋變距加工,并設計了基于SIEMENS828D的加工程序。以達到提高螺紋絲桿精度的目的;運用R參數編程,在只改變參數值的情況下,就可加工不同螺距的絲桿。
螺紋磨削 變距磨削 螺距 SIEMENS828D
1 螺紋磨削原有加工工藝分析
普通螺紋磨床加工螺紋時,螺距值是通過調整齒輪箱齒輪比來確定的,即讓工件旋轉軸與磨頭移動軸兩者間按一定的比例關系運行,這樣工件每旋轉一圈,軸向移動的距離就是一個定值,這個定值就叫螺紋的螺距。數控螺紋磨床加工原理與普通螺紋磨床的加工原理一樣,只不過齒輪比用電子齒輪代替了。不管是普機床還是數控機床原有的加工工藝,在加工過程中螺距的理論值是不能改變的,實際上加工出的螺距是變化的,因受機床的本身的運動精度所限。
2 螺紋磨削變距加工工藝分析
滾珠絲杠滾道螺紋加工示意圖如圖1所示。因加工設備精度所限,圖中螺距P是變化的,如果我們在螺紋的加工過程中,有針對性的讓螺距P按一定規律的變化,即把變化的量補償到螺距中去,那么加工后螺距P就能限定在理想的狀態下。
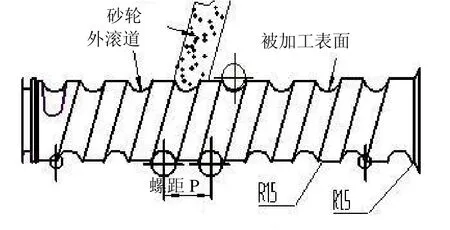
圖1 螺桿(外滾道)
基于這種想法:首先要得到設備的變化規律,然后用某種比較理想的數學函數表達出來,再根據數學函數采用宏程序的方式編制相應的加工程序。……
登錄APP查看全文
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
