功能梯度材料技術在道岔翼軌上的應用
2015-12-03 12:44:20寧洪
中小企業管理與科技·中旬刊 2015年8期
關鍵詞:焊接
摘 要:為了實現功能梯度材料技術在道岔翼軌上的使用,在功能材料配方、熱處理參數的選擇、翼軌機械加工工藝等方面都進行了大量試驗和研究,成功實現了功能梯度材料在翼軌上的應用,加強了翼軌的耐磨性能,延長了翼軌的使用壽命。
關鍵詞:功能梯度材料;焊接;翼軌
1 概述
隨著我國高速重載鐵路的快速發展,列車運行速度、承載重量和密度不斷增加,致使線路上使用的合金鋼組合轍叉壽命大幅降低、更換周期大幅縮短,而造成合金鋼組合轍叉壽命降低的主要原因是由于翼軌磨耗嚴重而造成下道,目前所使用的轍叉翼軌大多是用在線淬火鋼軌制成,經現場使用,由于其耐磨性能不高,導致轍叉使用壽命較短,更換頻繁,與轍叉設計要求通過運量2億噸,甚至3億噸的目標相差較大,不僅增加了運營成本,大大增加了線路的養護維修工作量,而且使運輸組織和效率也受到了很大影響。
因此,將功能梯度材料技術應用到翼軌上不僅可有效解決以上問題,延長翼軌使用壽命,從而提高合金鋼組合轍叉整體使用壽命和更換周期、提高運輸效率,而且具有較好的經濟效益和市場前景。
2 選題理由
2.1 功能梯度材料簡介
功能梯度材料是指在一個構件的不同部位需要適應不同的性能要求時,其構件不同部位的材料也與之相適應地有所不同,也就是構件的不同部位因不同的使用要求而具有不同的化學成分、不同的性能特點及不同的組織結構,二者銜接部分則具有連續變化的性能狀態及顯微組織結構,使之成為一個有機結合的整體。
2.2 功能梯度材料在翼軌上的應用
現有合金鋼組合轍叉的結構,由于有害空間的存在,使用中形成翼軌局部區域對車輪的支承面要比鋼軌正常的支承面小得多,也就是其單位面積上所承受的車輪壓力將遠大于鋼軌,因此,要保證翼軌具有較長的使用壽命,就需要相應地提高該區域翼軌工作面的硬度和強度。因此,本課題的任務就是在翼軌頂面復合一層功能梯度材料耐磨層,以提高其工作層的硬度和強度,增強翼軌的強度和耐磨損性能,從而延長其使用壽命。
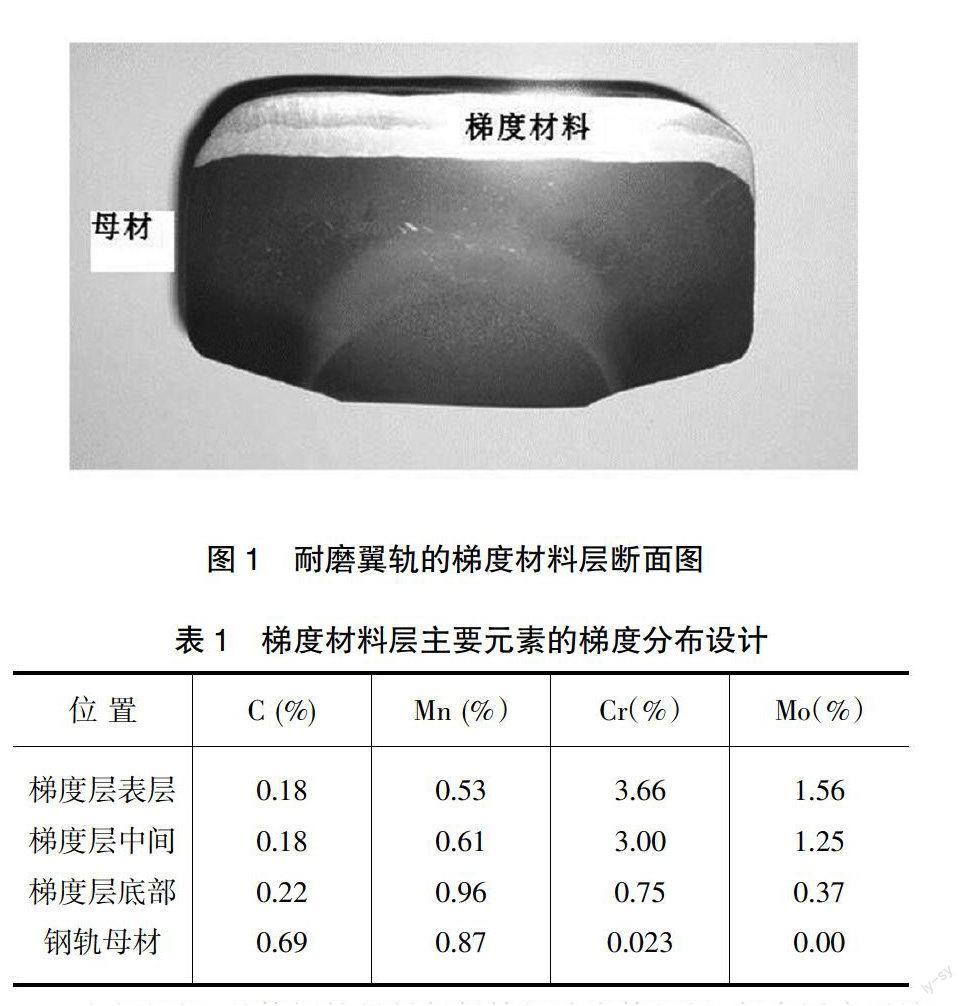
如上所述,由于翼軌工作時, 不僅產生與車輪的磨擦, 而且還有車輪傳遞過來的擠壓力和撞擊力。因此,對翼軌這樣一個由鋼軌鋼制成的細長桿件而言,不僅要有較高的抗磨損性能,同時還要具備良好的抗沖擊能力。功能梯度材料耐磨翼軌的研發,目的就是利用堆焊焊接工藝,在翼軌的工作面形成一定厚度,且具有較高硬度(設計硬度予計為HRC 42~45)和良好沖擊性能(Aku>15)的耐磨層。圖1所示即為在翼軌工作面上,采用梯度材料復合后的工作斷面。
3 研究內容及試制過程
3.1 梯度材料合金系統的設計、試驗
對于耐磨材料而言,提高耐磨性的必要途徑是提高材料的硬度,而材料的硬度又與其化學成分和金相組織有關。因此,梯度材料合金系統的設計,首先是選擇添加能導致材料硬化的合金元素,如Mn、Cr、Mo、Ni,而同時必須考慮這些元素加入量對金相組織穩定性的影響,通過試驗確定合金系統設計見表1:
金相組織:基體鋼軌母材仍保持細珠光體組織,復合層中無淬火馬氏體組織。
3.2 電弧焊梯度焊接
由于梯度材料與翼軌工作面復合的工藝采用電弧焊接實現,電弧熱量較高,且加熱面積比較集中,無論成分或溫度的變化,都有可能導致組織以及硬度的變化,因此,在制定工藝的時候,課題組對如何保證整個復合層成分、溫度(包括加熱溫度和冷卻速度)的均勻性做了大量實驗,最終均通過設備自動控制功能得以實現。
在裝備的設計中,除必須保證工藝實施上的要求外,還應能最大限度地減小翼軌在處理過程中的變形和殘余應力,以免在隨后的調直和矯正時出現開裂(本論文中以制作工藝為主,焊接設備不在此贅述)。
3.3 梯度材料的熱處理
目前線路上合金鋼組合轍叉中的翼軌、叉跟軌采用在線熱處理鋼軌制作,其硬度在HRC36左右,與合金鋼心軌硬度HRC38~42有一定差別,且線路上因翼軌磨耗超限下道的合金鋼組合轍叉居多。為此我們采用功能梯度材料對翼軌進行強化,并通過優化整體鋼軌淬火工藝,提高翼軌工作面的硬度和強度使翼軌軌頭硬度達到HRC42~45,這樣不僅可延長翼軌使用壽命,而且可提高轍叉的整體壽命。
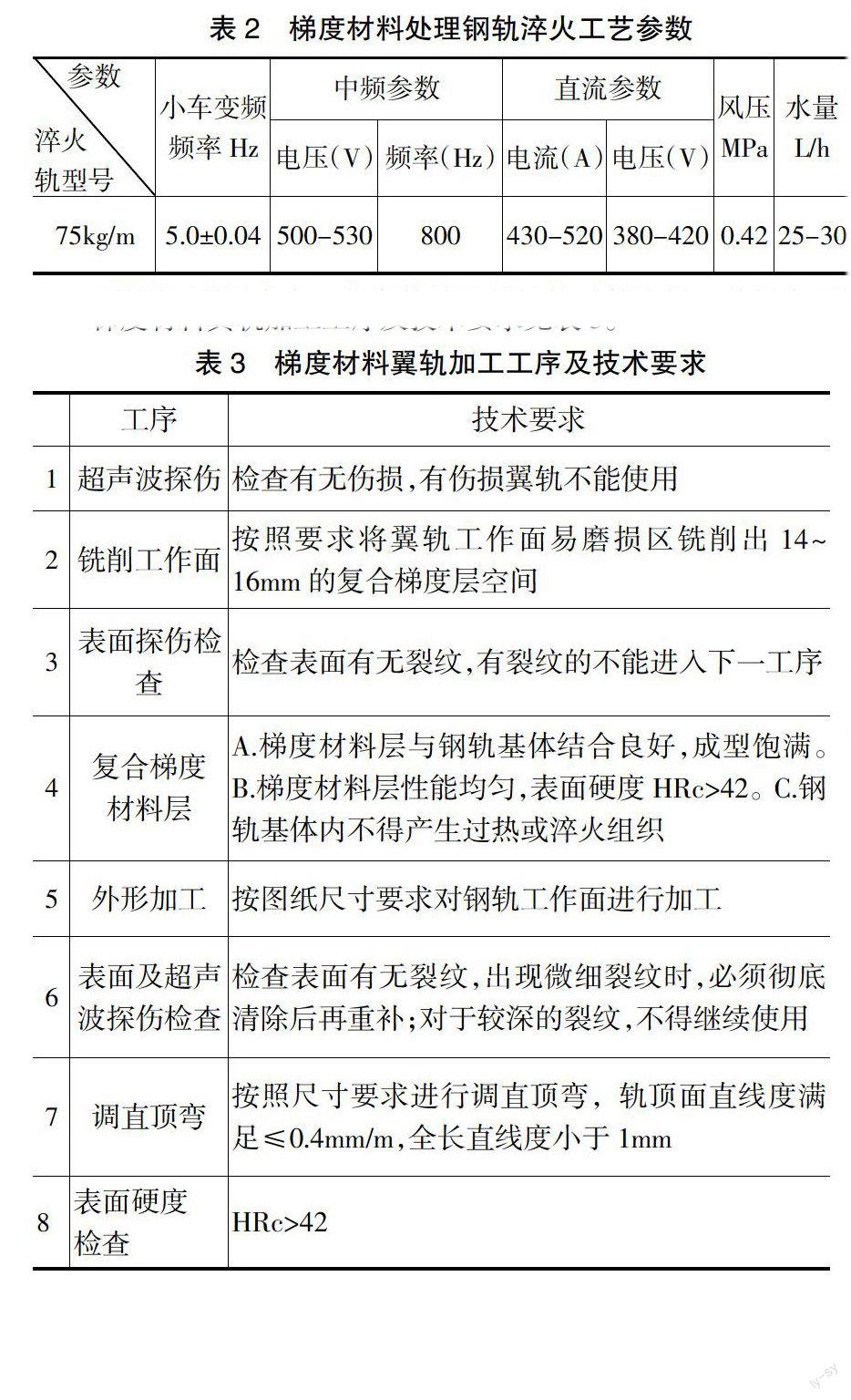
課題組在現有鋼軌中頻淬火生產線和先噴風后噴霧的熱處理工藝的基礎上,通過調整優化工藝參數,反復進行淬火試驗,即調整小車變頻頻率、加熱后的冷卻風壓、水量,使淬火翼軌軌頭硬度達到HRC42~45,并進行取樣檢測,確定了提高鋼軌軌頭淬火硬度的工藝參數,見表2:
課題組利用表中工藝參數處理的鋼軌試件取樣,委托中國鐵道科學研究院金屬及化學研究所進行了檢測,檢測的軌頭硬化層硬度、深度和金相組織滿足TB/T1779標準要求,且硬度達到了預期指標。
3.4 功能梯度材料處理翼軌的機械加工工藝
確定功能梯度材料翼軌的制作工序和機加工工藝如下:
3.4.1 下料:用卷尺量取鋼軌尺寸4855mm,然后鋸切,鋸切端面垂直度不大于1.0mm。
3.4.2 鉆孔:鋼軌定位后用75魚尾孔鉆模板鉆出趾端魚尾孔,直徑31mm三個通孔。
3.4.3 劃線、頂彎:按照轍岔開向劃出相應軌頭、軌底銑削位置,按轍叉開向頂彎,彎折段要圓順。
3.4.4 銑軌底:按劃線位置銑削軌底。
3.4.5 銑工作邊軌底:按劃線位置銑削工作邊軌底。
3.4.6 銑軌頭:按劃線位置銑削軌頭。
3.4.7 扭軌底坡:在鋼軌扭轉機上扭轉翼軌跟端170mm范圍內1:40軌底坡。
3.4.8 垂直調彎:在調直機上頂出鋼軌垂直彎5mm,并保證軌底各直線段的直線度不大于1.5mm。
3.4.9 質量檢驗按《合金鋼組合轍叉質量檢驗實施細則》的要求檢測。
3.5 功能梯度材料翼軌的探傷檢查
翼軌處理完成后進行磁粉和超聲波探傷檢查,均無異常。
3.6 梯度材料翼軌加工工序及技術要求
梯度材料翼軌加工工序及技術要求見表3。
根據確定的淬火工藝參數課題組試制了一組高強度、高硬度的75kg/m翼軌并進行了整組轍叉的試制組裝,以滿足重載線路大軸重、高密度和大運量運營狀況下對合金鋼組合轍叉使用壽命的需求。
4 功能梯度材料的性能檢測
為了驗證功能梯度材料的力學性能,課題組按照鐵標相關規定,進行了力學性能取樣送檢,經中國鐵道科學研究院金屬及化學研究所檢測,結果如下。
4.1 力學性能
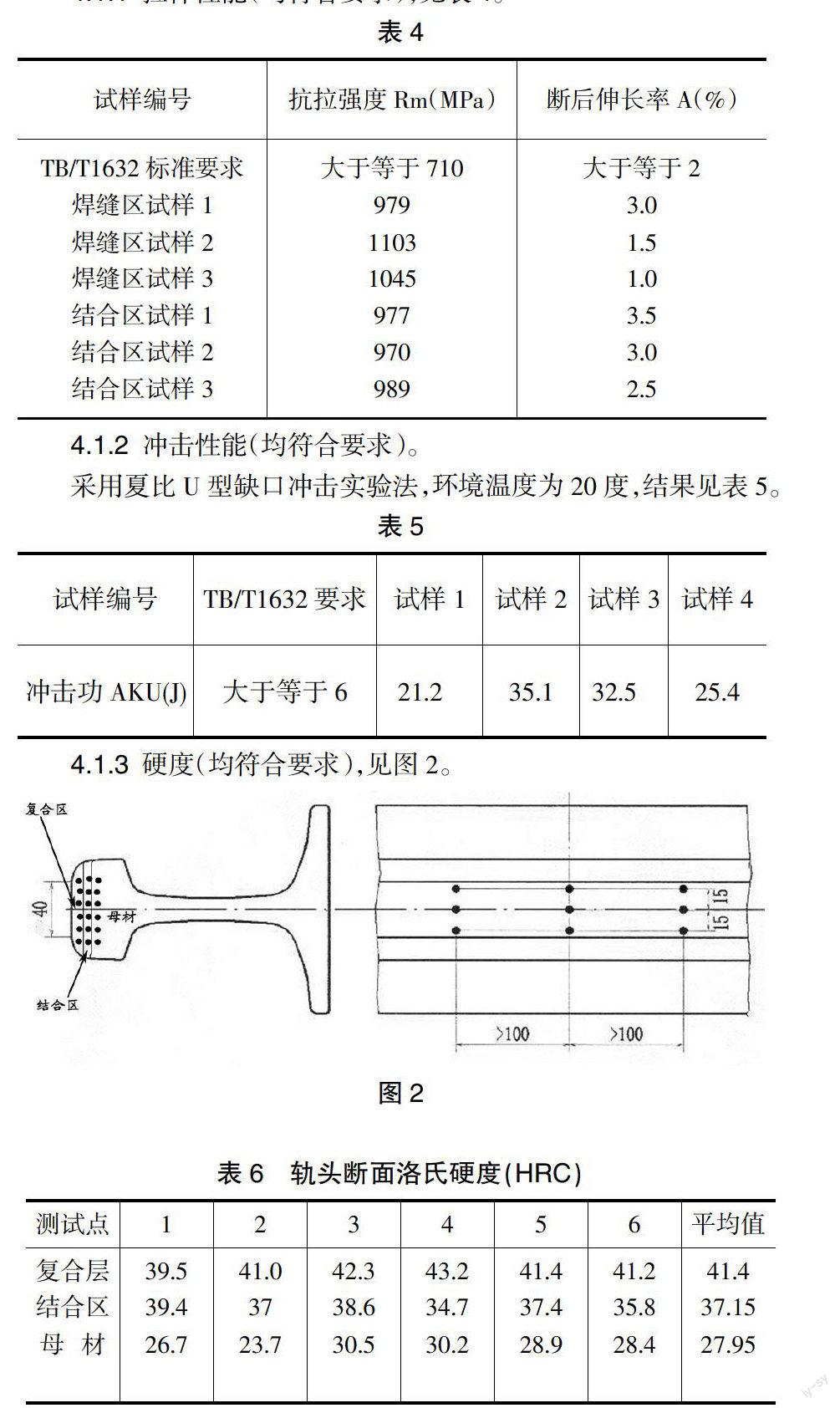
4.1.1 拉伸性能(均符合要求),見表4。
4.1.2 沖擊性能(均符合要求)。
采用夏比U型缺口沖擊實驗法,環境溫度為20度,結果見表5。
4.2 經復合梯度材料耐磨層工藝處理后鋼軌的整體落錘性能試驗
為保證功能梯度材料耐磨翼軌運行的安全性,我們對經梯度材料復合工藝處理后的6根鋼軌分別按TB/T 2344-2012 (落錘高度9.1m)和TB/T 1632.2-2005 (落錘高度5.2m) 標準要求委托中國鐵道科學研究院金屬及化學研究所進行了整體落錘性能試驗,試驗結果全部達標。由此可見,功能梯度材料翼軌的耐磨層復合工藝過程對鋼軌總體性能不會造成重大影響。
綜上所述,經過梯度材料合金系統的設計、試驗;熱處理工藝試驗;機械加工工藝試制,生產出來的新型翼軌,經中國鐵道科學研究院金屬及化學研究所檢測,性能優越,均符合鐵總相關標準要求,而且具有較高的硬度值和較好的耐磨性能。2015年7月通過了北京交通大學、鐵道科學研究院、太原鐵路局工務處、物資處、總工室和太原、太原南、原平、大同、茶塢工務段組織的試驗評審會,得到了專家一致認可。
5 結束語
采用與合金鋼心軌性能相匹配的功能梯度材料進行強化后的翼軌,預計壽命為普通翼軌合金鋼組合轍叉的1.5-2倍,從而使合金鋼心軌的使用潛力發揮到最大,這樣不僅可有效解決線路車流密度加大,與維護天窗點減少的剛性矛盾,大大減少了養護維修工時和維修成本,而且可減少因更換轍叉造成對運輸效率的影響,降低運營成本,提升經濟效益。
此外,梯度材料處理翼軌技術方案還可以運用到舊叉心修復上,對于因翼軌磨耗,心軌依然完好而下道的轍叉,運用該技術對翼軌進行強化修復后,可以重新上道。實現修舊利廢,節支降耗的目的,同時該項技術在其他易磨損構件領域也可深入探討,具有長遠良好的經濟效益。
參考文獻:
[1]徐長渝.翼軌加強型合金鋼轍叉的結構與工藝性研究[J].山東鐵道,2013(1).
[2]李長虹.功能梯度材料在道岔中應用的可能性[J].北方交通大學學報,2000(4).
[3]蔣昕.大秦鐵路用75kg/m鋼軌18號翼軌鑲嵌式合金鋼轍叉的結構設計和使用[J].鐵道標準設計,2013(10).
作者簡介:寧洪,男,漢族,太原晉太實業(集團)有限公司,副總經理,中級職稱,研究方向:鐵道工程。
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49