100%低地板車輛轉向架構架制造工藝
2015-12-02 01:36:48南車株洲電力機車有限公司湖南412001辛勇生胡榮偉黃思源
金屬加工(冷加工) 2015年22期
■南車株洲電力機車有限公司(湖南 412001)辛勇生 胡榮偉 黃思源
近幾年來,中國現代有軌電車市場不斷升溫,作為現代有軌電車系統核心部分的低地板車輛得到了市場的極大關注。通過引進西門子Combino車輛全套技術,實現了100%低地板轉向架構架的國產化制造,通過引進、消化和吸收西門子100%低地板轉向架構架制造技術,全面掌握了Combino型100%低地板構架制造工藝。嚴格按照西門子工藝技術要求進行操作,成功實現了100%低地板構架的國產化制造,為公司全面開拓低地板市場提供了有力保障。
1.100%低地板構架結構特點
(1)所用材料。100%低地板轉向架構架制造主要采用的材料為16MnDR、Q345E及G20Mn5。
(2)結構組成。100%低地板轉向架構架基本結構如圖1所示,主要由4根側梁、1根中間橫梁、2根端梁和2根電機懸伸梁組成。
2.100%低地板構架制造工藝難點分析
(1)橫梁部分:所有梁體在其上組裝,橫梁平面度對組裝尺寸影響較大。
(2)側梁部分:側梁分為4部分,各部分側梁的平行度、對稱度等對于電機懸伸梁、端梁的組裝尺寸影響較大。
(3)端梁部分:兩端梁平行度、間距與對稱度對構架尺寸影響較大。
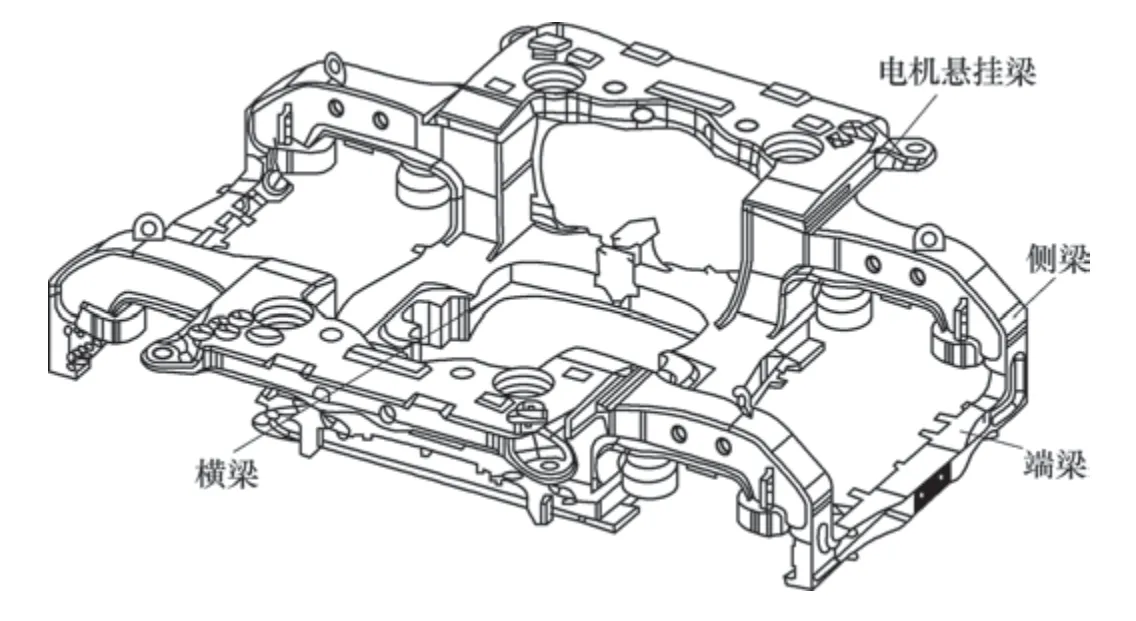
圖1 100%低地板轉向架構架結構
(4)電機懸伸梁部分:作為構架加工基準,尺寸控制要求高,焊縫主要集中在一側,易產生變形。
3.100%低地板構架制造工藝
(1)側梁組裝及焊接。側梁下蓋板組成如圖2所示。
在組裝側梁下蓋板時,應保證組裝尺寸(144±1)mm。為保證下蓋板組成焊接完成后的尺寸為(553±1)mm,在下蓋板組成組裝時將該尺寸放量到556mm。
側梁下蓋板組成中部件(序號2)為80mm厚的16MnDR板,焊前應進行預熱,預熱溫度為130~150℃。
側梁機器手焊接如圖3所示。

圖2 側梁下蓋板組成

圖3
為防止機器手焊接側梁主焊縫時側梁弧形處收縮,在側梁機器手焊接時加裝撐桿,以防止收縮變形。
(2)橫梁組裝及焊接。橫梁下蓋板組成如圖4所示。

圖4
橫梁下蓋板組成組裝時應保證下蓋板與補板對接焊縫的間隙為3mm,如圖4所示。為保證橫梁下蓋板組成焊接完的尺寸1210+3-1mm和1224+1-2mm,在組裝橫梁下蓋板時,應采用工藝放量:1210mm放量至1218mm,1224mm放量至1230mm。焊接時不需使用陶瓷墊板,具體焊接工藝參數如附表所示。

焊接工藝參數表
橫梁梁體組焊如圖5所示。為保證橫梁焊接完后兩側牽引座間距的尺寸,考慮到橫梁焊接后的收縮變形,在橫梁焊接時在兩牽引座間應采用工藝撐桿,焊接前工藝撐桿應將間距調整到734mm。

圖5
橫梁平面度的控制。為保證橫梁平面度,橫梁體組焊前應對橫梁上蓋板進行適當反變形,要求來料的上蓋板進行預折彎,如圖6所示。

圖6
此外,橫梁組裝時應檢測左右兩側立板高低差,確保兩側立板高低差在0.5mm以下。橫梁焊接完成后,用平尺檢測橫梁上下蓋板平面度,平面度超出1.5mm則進行矯正。
(3)構架組裝(見圖7)及焊接。構架組裝時,以橫梁兩側牽引座分中,按圖樣要求組裝側梁和端梁。為保證構架焊接完后,焊接收縮完尺寸符合圖樣要求,組裝前應將圖中的尺寸進行放量,1000mm放量至1002mm,1650mm放量至1654mm。構架組裝后檢測左右兩側側梁的間距,并檢查側梁與端梁對接焊縫的間隙及對齊情況,若有錯邊,需進行適當調節。

圖7
電機懸掛梁為鑄件,材質為G20Mn5,所有與其聯接的相關焊縫焊接前均需預熱,預熱溫度為150~200℃。
4.結語
通過全面引進、消化吸收西門子100%低地板轉向架構架制造工藝,合理對板料進行工藝放量,制定合適的焊接工藝參數,采用適當的焊接變形控制方法等工藝技術,順利實現了100%低地板轉向架構架的國產化,檢測結果達到了西門子原產構架的水平。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14
