芯片尺寸級CSP封裝自動植球技術的研究
2015-12-02 01:42:38劉勁松
制造業自動化 2015年10期
關鍵詞:工藝
劉勁松,郭 儉,王 鶴
LIU Jin-song1 , GUO Jian2 , WANG He2
(1.上海理工大學,上海 200093;2.上海微松工業自動化有限公司,上海 201114)
0 引言
CSP是狹窄間距的BGA,日本富士通1992年提出,于2000年開始興起,是高端IC封裝技術的主流和發展方向[1]。
植球工藝制造芯片凸點以及實施植球工藝的植球技術是CSP芯片封裝過程中的關鍵技術,植球機是實施植球工藝制造凸點的設備,是CSP等先進封裝技術最核心的半導體高端封裝設備之一。通常,引進一套國外的全自動植球機設備需要大約60多萬美元,價格極其昂貴。因此,開展全自動植球技術的研究非常必要和迫切[2]。
國內,夏鏈、郭建強等[3~5]研究了針對基板植球的BGA植球技術和視覺檢測技術,給出了設計方案和技術路線,但沒有進一步探究植球技術的工業應用及其具體實現問題。本文則闡述了針對基板植球和針對晶圓植球的兩種CSP植球方法,并以真空吸引法基板植球為例,探究了其具體工業應用。
1 CSP封裝流程
CSP封裝(Chip Size Package/Chip Scale Package)按日本電子機械工業會EIAJ的定義為:與晶片(Die)大小相同,或稍微大一些的封裝總稱;封裝形式為現有封裝形式(如BGA等)的衍生和升級[6]。
CSP的封裝流程大致分為三個階段:晶圓級工藝階段、晶片級工藝階段和塑封成型工藝階段[7],其封裝流程如圖1所示。在塑封成型工藝階段,植球是把錫球植放到芯片PAD點上,錫球是芯片與外部電路相連接的紐帶,即I/O通道。植球質量從某種意義上來說代表了芯片封裝質量。由于植球設備對自動化程度和制造加工精度等要求較高,導致國內依賴進口設備和依靠人手動植球的現狀依舊普遍。
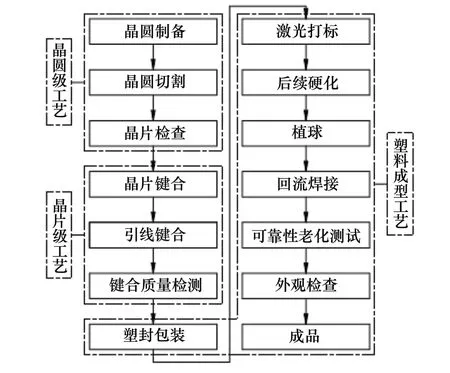
圖1 CSP封裝流程圖
2 CSP植球技術
植球使錫球與基板相連接,植球質量將直接影響到器件性能與可靠性[8],屬于半導體IC封裝后道工序,是芯片尺寸級CSP封裝塑封成型工藝中的關鍵步驟之一。錫球吸拾和植放是植球工藝中的核心步驟,主要植球方法有兩種:真空吸引法和絲網印刷法。下面介紹這兩種植球方法,并以真空吸引法為例,討論其在植球機設備上的具體應用。
2.1 植球方法與植球原理
基板植球機大多采用真空吸引法,晶圓植球機大多采用絲網印刷法。由于晶圓的平整度較好,可以制作與晶圓圖案花形相一致的網板,掃球機構的刮刀在網板上蛇形運動,將錫球掃入網板篩孔中,植入到晶圓上,如圖2所示。絲網印刷法使用的是微米級的薄板,晶圓和刮刀與網板的接觸會造成網板的彈性變形,需要對這種變形加以控制以保證植球精度[9]。塑封好的基板可能翹曲,平整度不如晶圓,采用絲網印刷法植球效果不夠理想。
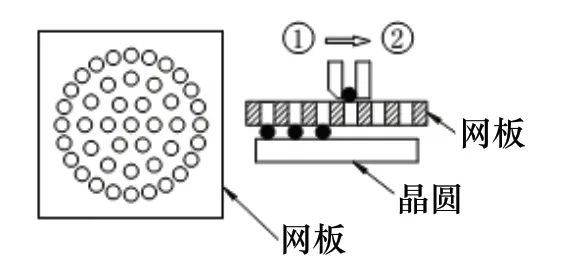
圖2 絲網印刷法植球原理示意圖
真空吸引法植球按供球方式不同,可以分為振盤式真空吸引法植球方式和預埋入式真空吸引法植球方式,如圖3、圖4所示。振盤式供球方法是在錫球料盒的底部安裝一振動盤或料盒與振動盤一體式,開啟振動源,調整至合適的電壓和頻率,可以把料盒底部的錫球振至群體跳躍狀,錫球與料盒底部騰空一段距離;關閉振動盤,錫球由于自身重力重新落回料盒底部。
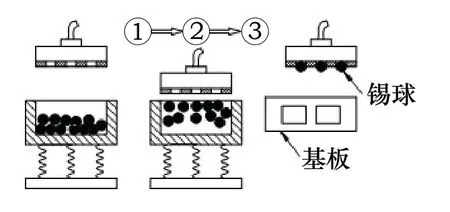
圖3 振盤式真空吸引法植球原理示意圖
預埋入式則采用制作與基板圖案花形相一致的治具,治具上有若干整列小孔,孔的大小與所需植球的錫球球徑大小相對應。一般,錫球球徑大于0.5mm,錫球料盒布置在治具上方,料盒按水平方向往復運動,使錫球自動落入治具小孔或者治具接有真空設備,開啟真空,將小球吸入小孔內。當錫球球徑較小時,料盒采用水平方式往復運動,卡球現象嚴重,錫球容易被刮入到料盒與治具的間隙中。此時,料盒采用翻轉方式往復運動,借助慣性和一定傾斜角度使錫球不被刮入間隙中,卡球的現象得以消除。
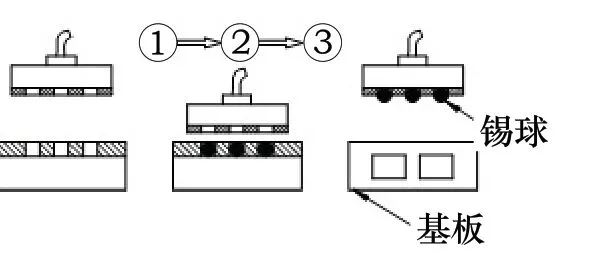
圖4 預埋入式真空吸引法植球原理示意圖
無論是預埋入式還是振盤式真空吸引法植球,都采用真空方式來吸拾錫球,然后植放到基板上。圖3和圖4所示是真空吸引法植球的一般過程,從左往右,共三個步驟:錫球供給,錫球真空吸拾,錫球植放。
2.2 真空吸引法的實施與應用
基板有多種尺寸規格[10],植球后的每一塊基板可以切割成若干個芯片,每個芯片有若干個I/O引腳,如圖5所示。
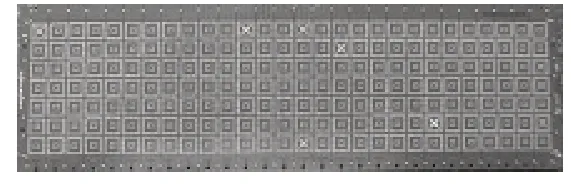
圖5 一種240mm×74mm尺寸規格基板實物圖
設某種基板可以切割成m個芯片,每個芯片有n個I/O引腳,所需單次植球數為Qs,則:
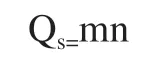
所需植放的錫球球徑為d,錫球密度為ρ,錫球自身重力為Gb,所需植球區域長a寬b,所需真空發生器的真空度為Pv,安全系數取Sf,重力加速度為g,則:
安全系數與吸拾方式(水平或垂直)有關,對于水平吸拾方式的安全系數一般取4[11]。
根據吸拾供球治具上全部錫球所需的真空度Pv預選最大真空度比Pv略大的真空發生器,再對真空發生器的極限吸入流量進行驗算,便可確定所需使用的真空發生器類型,此步驟可參照各公司(如SMC等)真空產品的選型手冊,這里不再贅述。
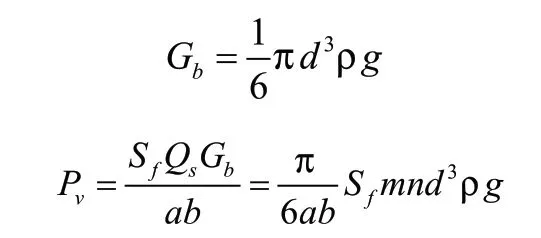
真空吸拾錫球后,植放至已涂抹了助焊劑Flux的基板上。在植放時,由于基板有些許翹曲,需給基板一定的壓力,這由植球機構來完成,如圖6所示。若基板翹曲嚴重,在植球之前還需專門的機構壓平基板。
圖6 錫球植放示意圖
設氣缸缸徑為D,供給氣缸使用的壓縮空氣的壓強為P0,氣缸理論輸出力為Fc,則:
錫球未植放前,彈簧剛度為K,拉伸伸長量為Δ1x,單個彈簧拉力為Fsi,使用彈簧的個數為Q,植球治具和植球機構自重為W,則:

錫球植放時,彈簧伸長量為Δx2,單個彈簧拉力為對基板的壓力為Fp,則:
調整氣缸壓強P0值,可以改變彈簧伸長量Δx1,進而可以對錫球植放時實施于基板上的壓力Fp進行控制和調整,以滿足不同球徑錫球與不同基板所需的壓力要求。
3 真空吸引法基板植球實驗
本次植球實驗,使用自主研制的植球機MBA-2000,如圖7所示。實驗對象是PCB基板,主要材質為BT樹脂。基板尺寸為270mm×80mm×0.8mm,所需植球區域長250mm寬67mm。使用國產錫球,主要材質Sn63Pb37,球徑0.25mm。

圖7 MBA-2000基板植球機
3.1 植球過程
基板共80個芯片,5行16列布置,每行間距16mm,每列間距15mm。每個芯片78個I/O,單次植球數Qs為6240個。
使用SMC ZR120S2-K15MZ-EC大型真空發生器和CQSXB20-10D薄型氣缸,缸徑D為20mm,兩個MISUMI AUT12-45拉伸彈簧,彈簧剛度K為11.18N/mm。設定氣缸壓強P0為0.1MPa,植球壓力Fp為61.152N。
植球機構在供球處開啟真空,吸拾錫球,于基板上方沿Z向下降,使治具上的錫球與基板接觸,微微翹曲的基板在壓力Fp的作用下變得平整,使錫球可以與基板上全部PAD點相接觸。破真空,植放錫球。植球機構Z向升起,植球完成,如圖8所示。

圖8 真空吸引法植球實物圖
3.2 植球結果
植球完成后,可以借助三次元測量儀觀察植球效果,根據觀測結果,再對機構進行調整或電氣PLC軟件上進行位置補償,以獲得較理想的植球效果。圖10所示基板上方兩塊芯片沒有點上膠(矩形區域),錫球植放時由于氣流作用把錫球吹得散亂了。圖9是調整了印刷機構,保證基板上每個芯片的PAD點都點上膠,最終的植球效果比較理想。
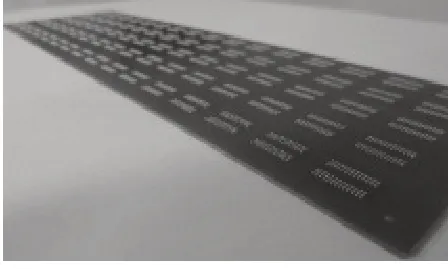
圖9 植球效果較好

圖10 植球有缺陷
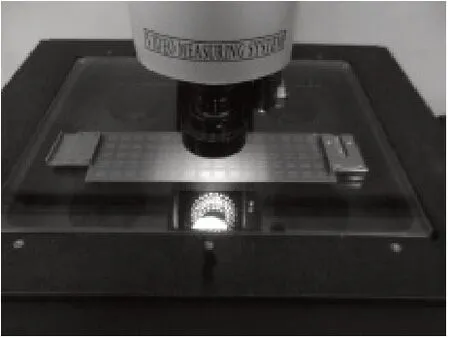
圖11 三次元測量儀觀察植球效果
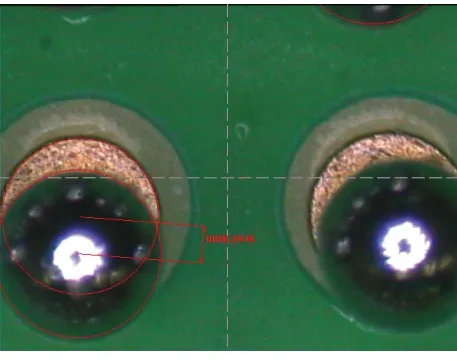
圖12 錫球偏移量測量
如圖11、圖12所示,使用三次元測量儀測出錫球最大偏移量為0.0946mm。由于焊點之間的張力產生良好的自對中效果,錫球偏移量在其球徑的50%以內回流焊時可以拉正[12]。當然,可以經過反復多次植球實驗,確定合適的植球工藝參數,MBA-2000植球效果還可以進一步地提高。
4 結束語
植球技術是芯片尺寸級CSP封裝塑封成型工藝過程中的關鍵技術之一。絲網印刷法適用于晶圓植球,真空吸引法適用于基板植球。通過植球機MBA-2000植球實驗,表明真空吸引法在基板上植球效果良好。從長遠角度來看,植球技術的研究和植球機設備的研制,將提升我國在半導體封裝測試領域的競爭力,有助于鞏固和擴大我國IC產品在國際半導體市場的占有率,使我國封裝測試產業能更好地發展下去。
[1]劉勁松,郭儉.BGA/CSP封裝技術的研究[J].哈爾濱工業大學學報,2003,35(5):602-604.
[2]趙志明,喬海靈.芯片凸點植球技術[J].電子工業專用設備,2009,38(12):17-19.
[3]郭建強,韓江,夏鏈,余道洋.BGA全自動植球機視覺檢測技術及應用[J].制造業自動化,2006,06:33-35,46.
[4]王晶,夏鏈,戴文明,韓江.BGA植球機三維計算機輔助模塊化設計[J].現代制造工程,2006,03:43-45.
[5]夏鏈,韓江,方興,等.球柵陣列(BGA)自動植球機的研制[J].儀器儀表學報,2006,02:155-158,164.
[6]萩本英二.陳連春,譯.CSP技術(第1版)[M].臺灣:建興出版社,1998.
[7]王志越,易輝,高尚通.先進封裝關鍵工藝設備面臨的機遇與挑戰[J].電子工業專用設備,2012,41(4):1-6.
[8]李丙旺,吳慧,向圓,等.BGA 植球工藝技術[J].電子與封裝,2013,06:1-6,37.
[9]劉勁松,郭儉.3D芯片封裝晶圓植球裝備關鍵技術研究[J].中國電子科學研究院學報,2013,8(6):573-577.
[10]王鶴,郭儉,石洋.圓帶傳動在植球機基板傳送系統的應用與研究[J].機械傳動,2014,38(7):171-173,178.
[11]SMC(中國)有限公司.現代實用氣動技術[M].3版.北京:機械工業出版社,2008.
[12]羅偉承,劉大全.BGA/CSP和倒裝焊芯片面積陣列封裝技術[J].中國集成電路,2009,02:49-55.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
