白車身點(diǎn)焊焊點(diǎn)設(shè)計(jì)臨界位置的確定
2015-11-30 08:20:20呂蘇華李友力
裝備制造技術(shù) 2015年9期
呂蘇華,李友力
(1.長(zhǎng)春工程學(xué)院,機(jī)電工程學(xué)院,吉林 長(zhǎng)春130012;2.一汽轎車股份有限公司,吉林 長(zhǎng)春130012)
轎車白車身是構(gòu)成汽車的重要組成部分,車身焊接是白車身制造工藝中最重要的工藝過程之一,車身的焊接質(zhì)量對(duì)整車的質(zhì)量、精度、生產(chǎn)效率有著直接的影響。在白車身結(jié)構(gòu)設(shè)計(jì)合理的基礎(chǔ)上,焊點(diǎn)位置將會(huì)是影響焊接質(zhì)量、焊接速度和車身外觀的重要因素。由于車身點(diǎn)焊的過程相當(dāng)復(fù)雜,影響因素多、因素之間相互作用,加之焊接過程中熔核的不可見性及焊接條件不穩(wěn)定性,給點(diǎn)焊質(zhì)量控制帶來了很大困難。工廠為了保證焊點(diǎn)質(zhì)量的合格率,使不合格焊點(diǎn)的比例保持在規(guī)定的范圍內(nèi),通常定期進(jìn)行焊后破壞性實(shí)驗(yàn)。然而,破壞性實(shí)驗(yàn)成本極高,同時(shí)焊后實(shí)驗(yàn)具有嚴(yán)重的滯后性,即轎車大批量生產(chǎn)后,待有焊接質(zhì)量問題發(fā)現(xiàn)時(shí),大量具有焊接質(zhì)量問題的車身己經(jīng)到了總裝甚至到了客戶手中[1]。由此可見,白車身中焊點(diǎn)位置設(shè)計(jì)的重要性。本文主要確定產(chǎn)生焊接缺陷時(shí)焊點(diǎn)的臨界位置的極限值,從而使得工藝規(guī)劃人員能夠快速對(duì)簡(jiǎn)單結(jié)構(gòu)上焊點(diǎn)存在的問題及時(shí)反饋給設(shè)計(jì)部門,縮短生產(chǎn)周期,降低成本。
1 白車身點(diǎn)焊過程中的缺陷
白車身點(diǎn)焊時(shí)通常會(huì)導(dǎo)致出現(xiàn)半點(diǎn)和分流的缺陷(如圖1所示),焊接時(shí)產(chǎn)生的分流缺陷主要存在于門檻焊接,容易造成車身表面不良或焊點(diǎn)處強(qiáng)度降低;焊接時(shí)產(chǎn)生的半點(diǎn)缺陷不僅會(huì)影響車身強(qiáng)度,而且在焊點(diǎn)邊緣很可能會(huì)伴有毛刺,如不進(jìn)行手工修復(fù),將對(duì)車身內(nèi)飾發(fā)生干涉甚至無法裝配。
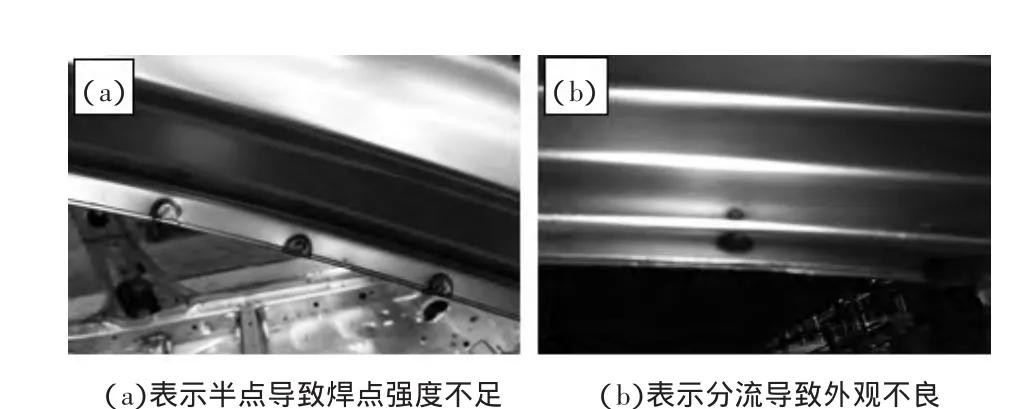
圖1 兩種典型的缺陷
因此本文通過虛擬仿真可視化方法對(duì)白車身焊點(diǎn)進(jìn)行研究,依據(jù)已有焊鉗的三維定位數(shù)據(jù)庫(kù),對(duì)焊點(diǎn)進(jìn)行模擬仿真,從而實(shí)現(xiàn)焊點(diǎn)可焊性識(shí)別,為點(diǎn)焊的焊點(diǎn)定位設(shè)計(jì)和審查提供可靠依據(jù),從而優(yōu)化焊點(diǎn)布置,提高車身結(jié)構(gòu)的綜合性能和降低焊接裝配成本。
2 焊點(diǎn)位置尺寸計(jì)算
在車身結(jié)構(gòu)中,出現(xiàn)半點(diǎn)時(shí),如果僅僅采用擴(kuò)大翻邊尺寸將會(huì)影響車門尺寸,所以不能大幅增加,因此翻邊尺寸必須在有限的尺寸上保證焊點(diǎn)質(zhì)量。由于焊點(diǎn)數(shù)量很多,出現(xiàn)分流時(shí)如果僅僅采用手工修復(fù)難免會(huì)發(fā)生遺漏現(xiàn)象而造成焊接質(zhì)量缺陷和勞動(dòng)成本增加,所以必須對(duì)這種問題進(jìn)行改進(jìn)。首先對(duì)翻邊弧度進(jìn)行增大,如仍不滿足焊鉗姿態(tài)的最低要求而產(chǎn)生分流,就要根據(jù)焊點(diǎn)臨界位置值再適當(dāng)增加翻邊的高度。
翻邊長(zhǎng)度a是邊緣端到折彎鋼板的距離,它由自由尺寸FM(焊接操作時(shí)電極不磕碰零件所需的距離)與邊緣距離V(焊接操作時(shí)電極帽能焊出滿點(diǎn)所需的距離)組成。焊點(diǎn)的自由尺寸FM和邊緣尺寸V的關(guān)系如圖 2 所示[2、3]。
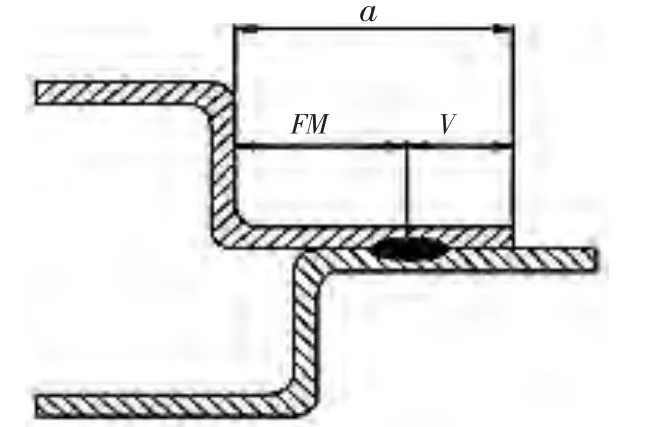
圖2 修邊尺寸

其中A是誤差。
2.1 焊接產(chǎn)生分流時(shí)自由尺寸FM的計(jì)算
自由距離FM是焊接操作時(shí)電極不磕碰零件所需的距離,為了不與導(dǎo)電體相干涉,需要預(yù)留足夠的空間,即自由尺寸FM等于電極帽半徑ds/2和導(dǎo)電體的最小距離A之和,如公式(2)所示。

而導(dǎo)電體的最小距離A分兩種情況:
(1)機(jī)器人焊接時(shí),導(dǎo)電體的最小距離A的影響因素有:A1夾具定位精度(約±0.2 mm),A2機(jī)器人精度(±0.05 mm),A3零件制造精度 (±2.0 mm),導(dǎo)電體最小距離A等于夾具定位精度A1、機(jī)器人精度A2與零件制造精度A3之和,如公式(3)所示。

計(jì)算得到機(jī)器人焊接時(shí)0.00mm≦A機(jī)器≦2.25mm
電極帽直徑ds值有16mm和13mm兩種,所以記其對(duì)應(yīng)的自由尺寸分別為FM1和FM2;機(jī)器人焊接條件下不產(chǎn)生分流時(shí),焊點(diǎn)位置自由尺寸臨界值FM=ds/2+A,即
FM1≧10.25 mm
FM2≧8.75mm
(2)人工焊接時(shí),導(dǎo)電體的最小距離A人工的影響因素為:A1夾具定位精度(±0.2 mm),A2人工操作誤差(實(shí)驗(yàn)測(cè)量),A3零件制造精度(±2.0 mm),導(dǎo)電體最小距離A等于夾具定位精度A1、人工操作誤差(實(shí)驗(yàn)測(cè)量)A2與零件制造精度A3之和,如公式(4)所示。

計(jì)算人工焊接時(shí),A2≦A人工≦ A2+2.2mm
而人工焊接的操作誤差跟焊鉗的結(jié)構(gòu)密切相關(guān)。不同焊鉗的人工誤差如表1所示。
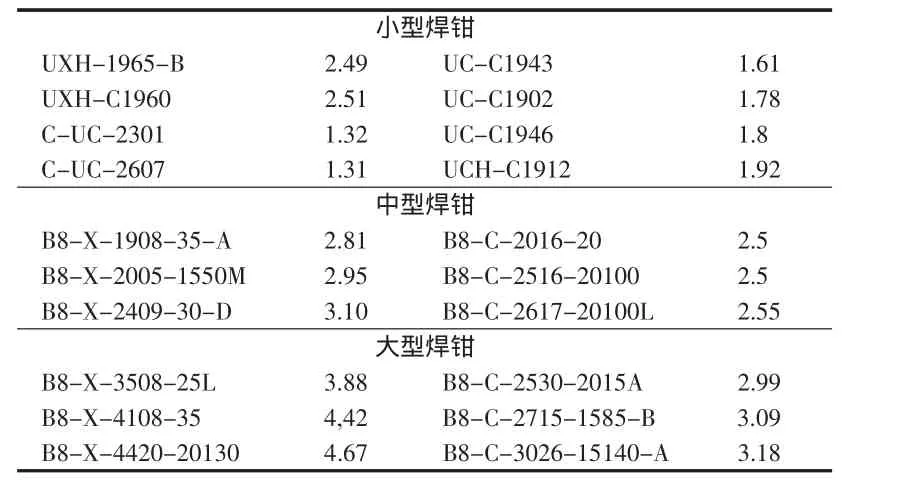
表1 焊鉗誤差平均值(單位:mm)
由此可以得出不同焊鉗人工焊接時(shí)不產(chǎn)生分流時(shí)的FM值,如表2所示。
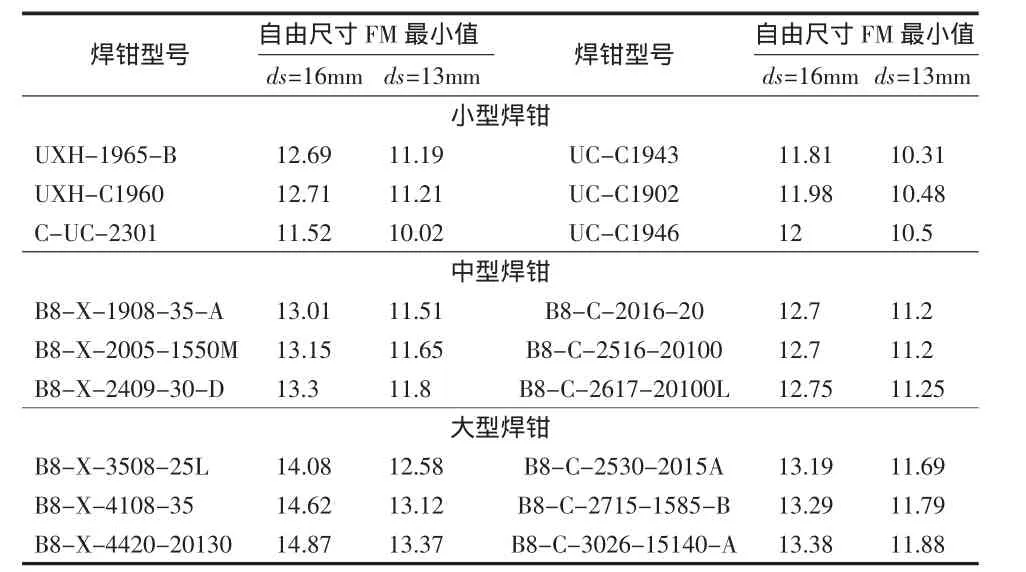
表2 自由尺寸FM值,單位:mm
2.2 焊接產(chǎn)生半點(diǎn)時(shí)邊緣距離V值的計(jì)算
邊緣距離V為焊接操作時(shí)電極帽能焊出滿點(diǎn)所需的距離,為了不產(chǎn)生半點(diǎn)焊接缺陷,需要預(yù)留合適的預(yù)留量,邊緣距離V等于電極端頭直徑d(4.5 mm~6mm)、熔池灼燒范圍E(0.5 mm~2.5 mm)和導(dǎo)電體的最小距離A之和,如公式(5)所示。

如上所述,導(dǎo)電體的最小距離A值分為機(jī)器人焊接時(shí)和人工焊接時(shí),即
(1)機(jī)器人焊接時(shí):V≧2.25 mm+6/2 mm+2.5 mm=7.75mm
(2)人工焊接時(shí)不產(chǎn)生半點(diǎn)焊接缺陷焊點(diǎn)位置邊緣距離同樣要結(jié)合焊鉗的人工誤差平均值進(jìn)行設(shè)計(jì),部分焊鉗邊緣距離V最小值,如表3所示。
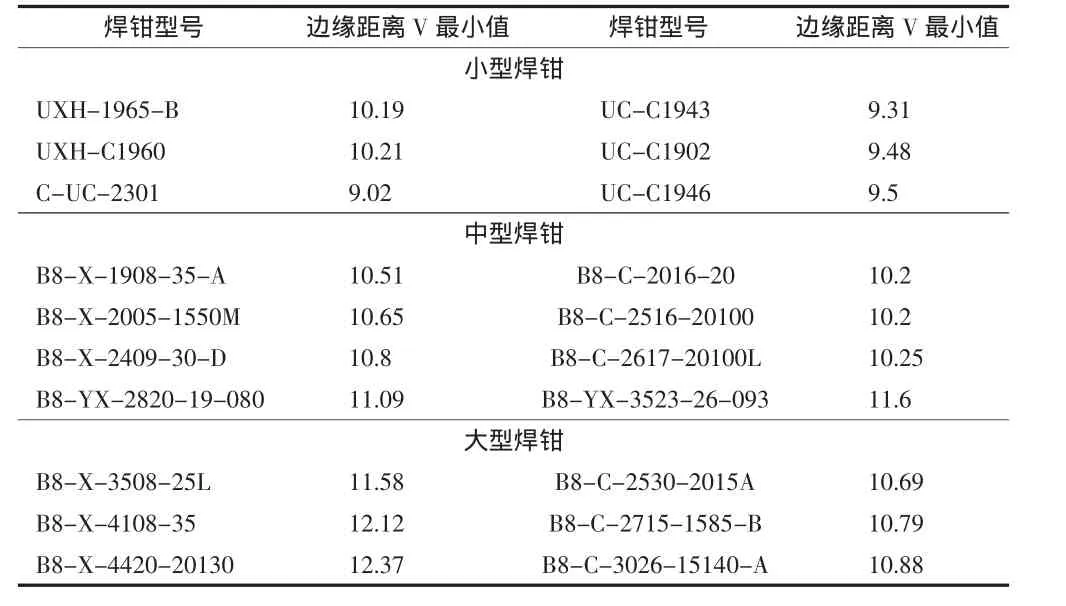
表3 邊緣距離V值(單位:mm)
3 結(jié)束語(yǔ)
(1)機(jī)器人焊接條件下不產(chǎn)生分流時(shí),焊點(diǎn)位置自由尺寸臨界值分別為:
FM1≧10.25mm
FM2≧8.75mm
(2)機(jī)器人焊接條件下不產(chǎn)生半點(diǎn)時(shí),焊點(diǎn)位置邊緣距離V臨界值為:
V≧7.75 mm
(3)人工焊接時(shí)不產(chǎn)生焊接缺陷焊點(diǎn)位置尺寸與不同焊鉗的人工操作誤差有關(guān)。
[1]彭振國(guó),劉昌雄.汽車制造中焊接技術(shù)現(xiàn)狀及發(fā)展趨勢(shì)[J].汽車工藝與材料,2007,(2):13-17.
[2]李力強(qiáng),呂蘇華,李友力.白車身點(diǎn)焊焊點(diǎn)的三維定位數(shù)據(jù)庫(kù)[J].電焊機(jī),2012,(6):53-57.
[3]李力強(qiáng),呂蘇華,李友力.虛擬仿真技術(shù)在轎車焊裝領(lǐng)域的應(yīng)用研究[J].裝備制造技術(shù),2013,(7):131-133.