MgO對鐵基激光熔覆層耐磨性能的影響
2015-11-28 10:38:50寧爽
合成材料老化與應用 2015年5期
寧 爽
(威海職業學院,山東威海264200)
激光熔覆是改善金屬表面性能的有效手段之一,近年來得到了快速發展[1-2]。鐵基金屬材料在船舶、汽車等工業生產有著廣泛的應用。鐵基金屬材料采用鐵基熔覆合金不僅因涂層與基體成分相近,界面結合牢固,而且可降低成本,減少昂貴的鎳基和鈷基合金的使用,使利用激光熔覆技術獲得鐵基耐磨熔覆層成為了激光熔覆的重要研究課題[3-5]。由于MgO 光熱轉換效率高、比重輕、化學性能穩定,在激光熔覆層中主要用作熱障涂層中的熱穩定劑,但用于改善激光熔覆層組織和性能的研究則很少。MgO 作為常用的陶瓷化合物熔點高,硬度高,相對延性好,熱膨脹系數小,有金屬熔體良好的潤濕性以及顯著的金屬特性,在改善涂層耐磨性方面顯示出巨大的優勢[6-7]。我們預期,在鐵基激光熔覆層中引入MgO 將可能顯著改善合金表面的抗磨性能和硬度,從而擴大其在工業中的應用。
研究MgO 顆粒的溶解機制及其對基體組織的影響,對優化熔覆工藝、改善涂層質量具有重要意義。長期以來,人們對于激光熔覆Ni 基/Co 基進行了大量的研究工作[8-11],但MgO 對鐵基激光熔覆層性能影響的研究報道不多,對其凝固過程及其組織特征的研究較少。該文介紹在鐵基合金中加入不同含量的MgO,采用激光熔覆方法獲得鐵基合金激光熔覆層,研究了MgO 對熔覆層顯微組織、硬度及耐磨性能的影響,并探討了其強化機理。
1 試驗方法
實驗采用GLS-6 型激光器與ISO -Ⅲ型送粉器進行同步送粉式激光單道多層熔覆。其工藝參數為:功率1.2kW ~1.4kW,光斑直徑5mm,掃描速度1.5mm/s ~2mm/s;保護氣為氮氣。試驗基材為45 鋼,基板尺寸為120mm ×30mm ×15mm,表面磨平與清洗后,經100℃預熱20min。實驗所用鐵基粉末(F313)和MgO 粉末的化學成分和顆粒尺寸見表1。MgO 粉末的加入量(質量分數,%)分別為:0、0.2、0.4、0.8、1.2。MgO 和鐵基粉末經混料機混合均勻,再經干燥處理待用。

表1 熔覆材料的化學成分和顆粒尺寸Table 1 Chemical composition(mass fraction,%)and particle size of the cladding
熔覆層沿橫截面切開制成金相試樣,精磨拋光,用含有少量FeCl3的鹽酸水溶液(FeCl3:5g;HCl:50mL;H2O:100mL)進行腐蝕。在JXA -8800R 型掃描電鏡下觀察熔覆層金相形貌。熔覆層的顯微硬度用HVS-1000 型顯微硬度計進行測定,載荷為200g,加載時間15s,測量三次取平均值。使用MM200 磨損試驗機對熔覆層進行磨損試驗。實驗摩擦工況為干磨滑動摩擦,標準磨輪尺寸為Φ40 ×10mm,材料為W18Cr4V(高速鋼),磨輪硬度為HRC62,載荷為29.4N,磨輪轉速為200r/min。對不同熔覆層進行對比性磨損試驗,每隔5min 測一次磨痕寬度,實驗時間為20min。
2 結果與分析
2.1 MgO 對鐵基激光熔覆層顯微組織的影響
圖1 表示隨著MgO 含量的增加,熔覆層顯微組織形態的演變。由圖1e(箭頭方向為凝固方向)可以看出,熔覆層組織呈現出垂直結合界面逆著熱擴散方向生長的特點,具有典型的定向快速凝固特征。從圖中可以看出F313 合金激光熔覆層包含具有明顯方向性的枝晶。熔覆層底部的枝晶呈現出明顯的外延生長特征,因受結晶參數變化及非均勻形核的影響,在熔覆層表面區還出現了大量的沿自由表面生長的樹枝晶。
由圖1b ~圖1d 看出,未加入MgO 的熔覆層顯微組織主要為較粗大的枝狀物和晶間共晶,其間離散分布一些大塊的塊狀物。這些大量的枝狀物和塊狀物是鐵基粉末熔化后,在快速冷卻過程中析出的硼化物或碳化物[12-13]。而對于加入MgO 的熔覆層,顯微組織得到細化,且細化程度和MgO 含量有關。隨著MgO 含量的增加,熔覆層的顯微組織中,枝狀物和塊狀物基本消失,分布有較多較長的絲狀物,組織明顯細化。并未有裂紋出現。這說明:加入適量的MgO 對鐵基激光熔覆層有較好的晶粒細化效果,能夠大大減少熔覆層的裂紋,降低熔覆層的裂紋敏感性。在激光熔覆過程中,合金粉末中少量的MgO 基本上熔解,分解出的Mg2+聚集在晶界上,對晶界起到釘扎作用,阻止了晶粒的生長并抑制晶界的遷移;同時,Mg2+及Mg2+同其它元素生成的化合物會增加局部過冷,從而使晶臂產生頸縮、斷裂;而且,Mg2+與B、Cr 等元素形成的化合物成為新的晶核,增大了形核率[14]。上述因素的共同作用,使得熔覆層組織中的胞狀樹枝晶、粗大的枝狀物、放射狀物和塊狀物基本消失,呈現為非常細小的硬質相均勻地分布在合金層中,γ 和γ′韌性相增加,金相組織明顯細化,所以熔覆層韌性變好,裂紋大大減少。
另外,在熔覆過程中發現,加入MgO 后,熔覆層表面光亮整潔,渣滓較少,這說明MgO 對熔覆層的表面質量有一定的影響。
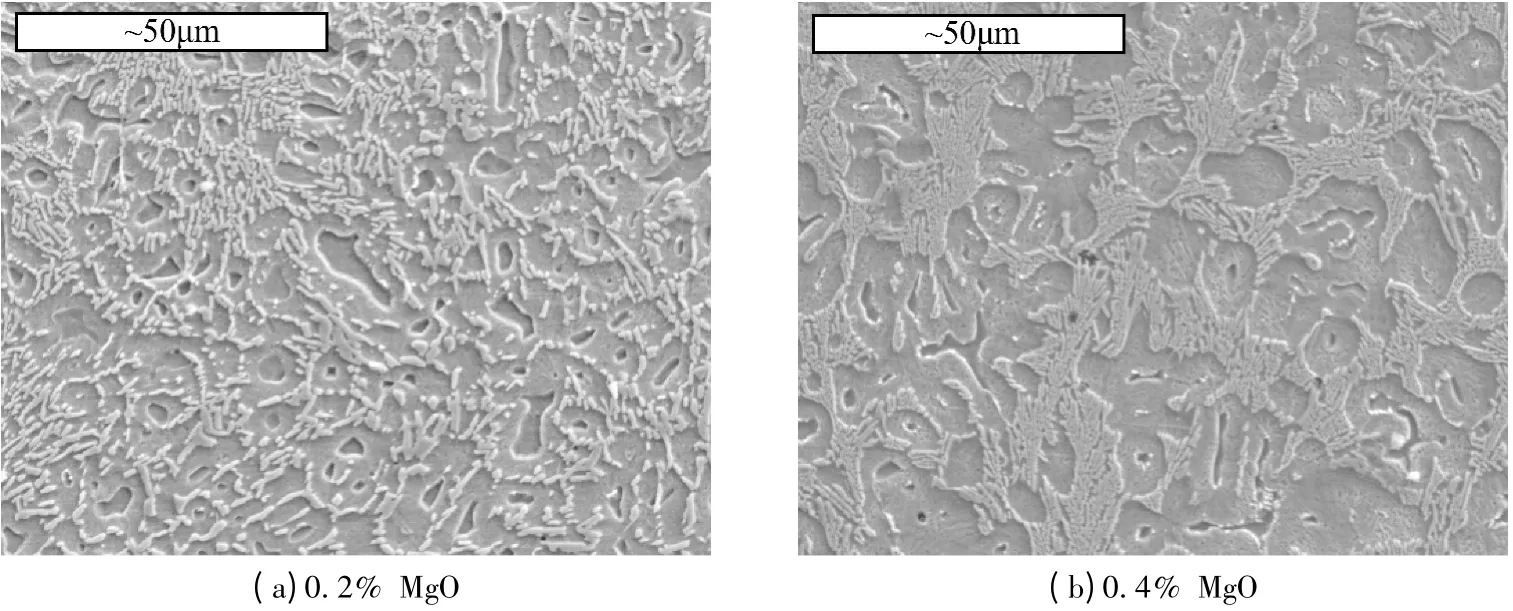
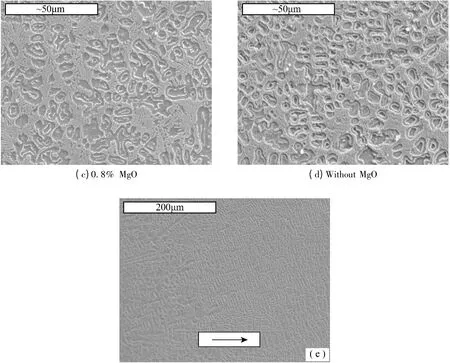
圖1 激光熔覆層的微觀形貌Fig.1 SEM micrographs of cladding coatings with different contents of MgO[(e)is the low-magnified images of (a)]
2.2 熔覆層硬度分析
圖2 為從熔覆層表面到基體頂部的硬度曲線。由圖中可以看出,無論是添加MgO,還是未添加MgO,其硬度最大值并不出現在表面,而是在距表面1mm ~2mm 處。這主要是因為熔覆層外表面與空氣接觸,冷卻速度較快,率先發生凝固,阻礙了由熔池底部向熔池表面方向凝固過程中產生的夾雜和氣泡的順利排除,使其聚集在該部位,使得這部分的夾雜和空隙率較高,出現了硬度的低谷[15]。另外,在熔覆層與基體過度的區域,硬度值則出現較大程度的下降。分析原因主要是過渡區域距離熔池較遠,升溫有限,再加上冷卻速度較慢,易形成回火組織,因此硬度出現較大程度的下降。MgO 添加量為0.4%時,熔覆層硬度較未添加MgO 時有所提高,并且硬度分布最為均勻。這主要是因為加入MgO 使涂層組織中韌性相增加,粗大的針狀脆性相消失,組織整體得到均勻細化。當MgO 加入量0.8%時,激光熔覆層的硬度明顯下降,這是由于MgO 含量的增加,鎂與硼、鉻形成化合物,導致CrB硬質相的減少。

圖2 熔覆層橫截面硬度分布Fig.2 Microhardness of the cladding layer
2.3 熔覆層磨損性能的研究
由圖3 可以看出,MgO 的加入可以改善熔覆層的摩擦性能,提高耐磨性。在相同的時間下,加入MgO 的熔覆層的磨痕寬度明顯比未加MgO 的熔覆層的窄,其中MgO 加入量為0.4%時,在相同時間內,磨痕寬度最窄。圖4 磨損表面形貌,也可以說明這一點。未加MgO 熔覆層的表面出現較大的剝落坑,而加MgO 熔覆層的表面無剝落坑出現,顯得平坦。圖4 -b 所示圖像的磨損表面形貌最為平坦。這是由于未加MgO 的熔覆層中有大塊狀硬質相存在(圖1),在較高應力的長時間作用下,塊狀硬質相碎裂剝落,因而磨損抗力降低;加MgO 后,使熔覆層組織細化,細小的硬質相彌散分布在γ 和γ′韌性相中,不易脫落,很好地起著均勻載荷和減摩抗磨作用,故摩擦系數變化很小,耐磨性得到提高。另外,硬度也是耐磨性的影響因素之一。硬度大,耐磨性也隨之提高。由于硬度和潤濕性的綜合作用,使之加入MgO 含量為0.4% 的激光熔覆層的耐磨性最好。

圖3 磨損寬度與時間的曲線圖Fig.3 The curve of frictional width to time

圖4 不同MgO 含量的磨損表面形貌Fig.4 Wear pattern of the cladding layers with different MgO content
加入適量的MgO 可以改善鐵基熔覆層的宏觀質量,使熔覆層不出現裂紋,明顯細化熔覆層的顯微組織,使熔覆層的硬度分布均勻,同時改善熔覆層的耐磨性能。歸因于MgO 對晶界遷移的阻礙和對晶粒的均勻細化作用。在該文所述實驗條件下,MgO 加入量0.4%時,效果最好。
3 結論
(1)加入適量的MgO 可以改善鐵基熔覆層的宏觀質量,使熔覆層不出現裂紋,明顯細化熔覆層的顯微組織,使熔覆層硬度分布均勻,同時改善熔覆層的耐磨性能。
(2)在該實驗條件下,MgO 加入量為0.4%時,熔覆層硬度分布最均勻,耐磨性能最好。
[1]XiuYing Yang,Xiao Peng,Jiang Chen. Effect of a small increase in the Ni content on the properties of a laser surface clad Fe-based alloy [J]. Applied Surface Science,2007,253 (9):4420 -4426.
[2]斯松華,袁曉敏,何宜柱,等. 激光熔覆鎳基金屬陶瓷涂層的組織和性能研究[J]. 中國激光,2002,A29(8):759 -762.
[3]I. Manna,J. Dutta Majumdar,B. Ramesh Chandra,et al. Laser surface cladding of Fe-B-C,Fe-B-Si and Fe-BC-Si-Al-C on plain carbon steel[J]. Surface and Coatings Technology,2006,201(1 -2):434 -440.
[4]李勝,胡乾午,曾曉雁. 激光熔覆專用鐵基合金粉末的研究進展[J]. 激光技術,2004,28(6):591 -594.
[5]陳浩,潘春旭,潘鄰,等. 激光熔覆耐磨涂層的研究進展[J]. 金屬熱處理,2002,27(9):5 -10.
[6]譚業發,王耀華. 硬質WC 粒子增強鎳基合金噴熔層耐磨粒磨損性能的研究[J]. 摩擦學學報,1996,16(3):202 -207.
[7]劉家俊. 材料磨損原理及其耐磨性[M]. 北京:清華大學出版社,1993:265 -268.
[8]田乃良,杜榮建,周昌熾. 激光熔覆添加碳化鎢的鎳基合金應力狀況研究[J]. 中國激光,2004,31(4):505 -508.
[9]Przybylowica j,Kusinski. Structure of laser cladded tungsten carbide composite coatings[J]. J.Materials Processing Technology,2001,109(1 -2):154 -160.
[10]J. Mateos,J. M. Cuetos,E. Fernandez,et al.Tribological behaviour of plasma-sprayed WC coatings with and without laser remelting [J].Wear,2000,239(2):274 -281.
[11]周昌熾. 激光涂敷Ni-基和Co 包WC 合金層的顯微結構和硬度性能[C]∥激光加工技術論文集. 北京:1989:141 -146.
[12]梁二軍,杜利平,陳長青,等. 應用激光,2001,21(6):385.
[13]王安安,袁波. 中國激光,1997,A24(2):169.
[14]袁斌,趙棟,梁二軍,等. MgO 對鎳基碳化鎢激光熔覆層組織和耐磨性的影響[J]. 應用激光,2002,22(2):127 -131.
[15]馬運哲,董世運,徐濱士,等. CeO2對激光熔覆Ni 基合金涂層組織與性能的影響[J]. 中國表面工程,2006,19(1):7 -11.