某型柴油機汽缸蓋排氣閥閥座異常磨損原因分析
2015-11-25 01:20:13熊小龍陳士閣
中國修船 2015年3期
熊小龍,陳士閣
(1.海軍駐興平地區軍事代表室,陜西 興平 713105;2.陜西柴油機重工有限公司,陜西 興平 713105)
技術交流
某型柴油機汽缸蓋排氣閥閥座異常磨損原因分析
熊小龍1,陳士閣2
(1.海軍駐興平地區軍事代表室,陜西 興平 713105;2.陜西柴油機重工有限公司,陜西 興平 713105)
針對某型柴油機汽缸蓋排氣閥閥座的異常磨損現象,根據初步原因分析,制定方案進行排查,檢查結果及驗證表明:缸蓋材料組織不均勻,局部鐵素體含量過高是其閥座異常磨損的直接原因。最終,通過采取繼續嚴格按照固化后的“某型機缸蓋作業指導書”的要求進行操作,密切監控落砂時間和落砂后缸蓋的放置狀態,確保澆注后間隔固定時間落砂,落砂后燃燒面朝上,缸蓋之間避免互相擠壓等措施,保證了缸蓋的可靠性。
柴油機;缸蓋;排氣閥;鐵素體
汽缸蓋的主要作用是密封汽缸,其上通常安裝有噴油器,進、排氣閥,安全閥等,其內部有進、排氣道,冷卻水腔等,這些因素使缸蓋成為結構最復雜的柴油機零部件之一[1]。
缸蓋受到高溫高壓燃氣的作用和螺栓預緊力的作用,使之產生壓縮應力、彎曲應力和熱應力。所以要求缸蓋有足夠的強度和剛度,以保證其可靠的工作。而缸蓋的進、排氣閥閥座又是其本體上最易磨損的部位。文中就某型機排氣閥閥座異常磨損現象做了詳細分析,并提出改進措施。
1 故障現象
某型柴油機交貨試驗后,B1、B4、B6、B94個缸排氣閥間隙異常,B1缸1個排氣閥間隙為0,B6缸2個排氣閥間隙為0,B4缸1個排氣閥間隙為0.20 mm,B9缸1個排氣閥間隙為0.05 mm,遠低于要求的間隙0.50 mm。檢查發現,B1、B4、B6、B94個缸蓋排氣閥閥座異常磨損,磨損情況見表1。
2 初步原因分析
引發排氣閥座磨損的可能原因如下。
1)閥座冷卻不良,高溫下閥座耐磨性降低:與此有關的主要零件有缸蓋,機身至缸蓋的冷卻水道。
2)氣閥落座潤滑緩沖不良:與此有關的主要零件有排氣搖臂,氣閥間隙調節螺釘,轉閥機構,缸蓋至氣閥的潤滑油道。
3)落閥沖擊力過大:與此有關的主要零件有氣閥彈簧,排氣閥彈簧座,氣閥挺桿,氣閥卡塊,排氣閥,缸蓋閥座,排氣閥導管,排氣凸輪。
4)排氣閥硬度過高。
5)缸蓋閥座材料耐磨性差。
3 排查方案
根據上述分析,確定B1、B4、B6、B94個缸的拆檢項目如下。
1)機身與缸蓋連接處冷卻水道是否通暢。
2)缸蓋冷卻水流量,要求冷卻水壓力為0.15~0.20 MPa,流量在30 s內小于20.50 kg。
3)解剖B1、B6缸蓋,檢查在閥座處的冷卻水腔尺寸。
4)檢查搖臂軸的油孔尺寸、位置。
6)貼合檢查搖臂座與缸蓋的滑油道對接位置。

8)氣閥卡塊安裝配對情況,目測外觀。
9)氣閥內外彈簧剛度及自由長度。
10)檢查挺桿長度及球頭外觀。
11)閥座與排氣閥貼合。
12)H55-074(D(17±0.009)mm)塞規測量排氣閥導管孔與閥座同軸度和閥面貼合。
13)B排凸輪軸所有排氣凸輪型線。
14)轉閥機構的靈活性和排氣閥彈簧座的全部尺寸。
15)檢測閥座磨損缸蓋的金相組織、化學成分和硬度,并在B1、B6缸蓋上取樣檢查抗拉強度。
4 檢查結果及驗證
根據上述方案進行檢查,結果如下。
4.1零部件拆檢情況
1)缸蓋冷卻水水道通暢,流量滿足圖紙要求。
2)測量排氣閥導管孔及其與貼合面的同軸度滿足圖紙要求,貼合面與排氣閥貼合不斷線。
3)搖臂軸的油孔尺寸、位置符合圖紙要求。

6)除B4缸1個排氣閥內彈簧檢驗力矩超差1.6 N·m和1個進氣閥內彈簧的檢驗力矩超差0.6 N·m外,其余氣閥彈簧剛度及自由長度均滿足圖紙要求。
7)所有挺桿長度合格,球頭外觀無異常。
8)轉閥機構轉動靈活,氣閥卡塊安裝配對正確,外觀無異常。
9)排氣閥彈簧座尺寸符合技術要求。
10)磨損閥座對應排氣閥的錐角、卡塊安裝處尺寸及總長合格。
11)復查凸輪軸所有排氣閥對應的凸輪型線記錄,型線全部合格。
可以看出,除B4缸1個排氣閥和1個進氣閥的內彈簧檢驗力矩略高(最高超出1.6 N·m)外,其余零部件均合格。氣閥彈簧剛度超差可能由于測量誤差導致,另一方面,氣閥彈簧剛度增加,氣閥與氣閥傳動機構緊緊貼合,氣閥落閥速度僅與凸輪型線有關,不會異常增加而增加落閥沖擊力,因此不會導致閥座異常磨損。
4.2缸蓋解剖情況
對磨損的4個缸蓋進行解剖,檢測結果如下。
經查這4件缸蓋分別對應在3爐澆注,具體見表2。
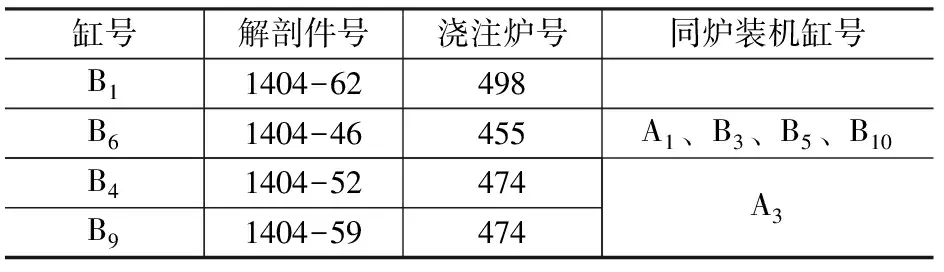
表2 缸號對應爐號
檢測磨損缸蓋的表面硬度,并對B1、B6、B4、B9缸缸蓋進行本體解剖(見圖1),進行硬度、抗拉強度、金相及化學成分分析,結果如下。
4.2.1 入庫時該批缸蓋質量排查

圖1 檢測位置示意圖
1)化學成分如表3所示。

表3 入庫時化學成分 %
2)機械性能及金相如表4所示。

表4 入庫時機械性能及金相
4.2.2 解剖前硬度測量
解剖之前,對缸蓋燃燒面進行硬度檢測,具體檢測位置見圖1,測量值如表5所示。

表5 解剖前機械性能
4.2.3 解剖排查
對磨損缸蓋B1、B6號進行了本體解剖(見圖2)。
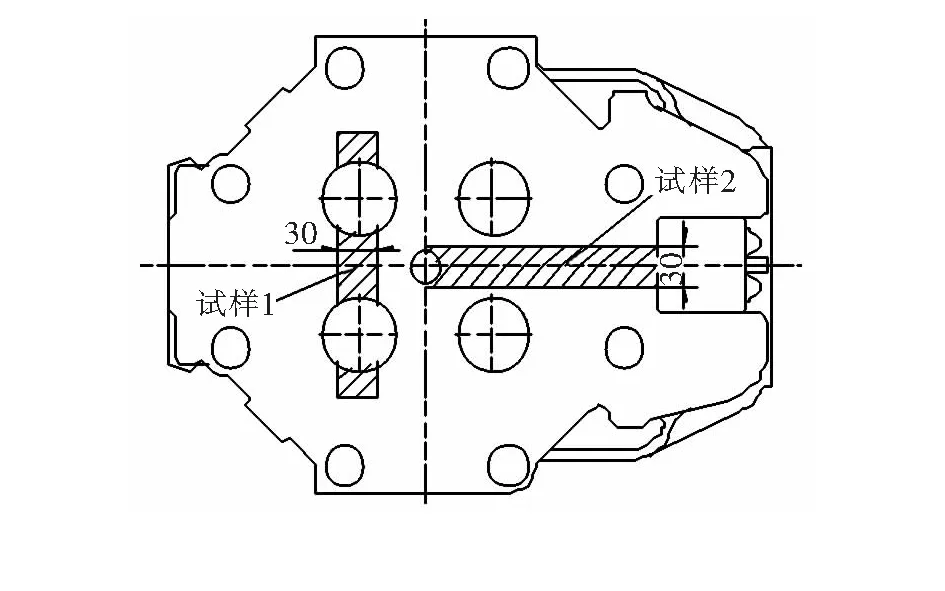
圖2 解剖位置示意圖
對2個排氣閥部位分別做了硬度、金相及組織分析,具體結果如下。
其中,試樣1做金相組織及布氏硬度檢測;試樣2做化學成分、抗拉強度性能檢測。
1)硬度分析。缸蓋解剖后對試樣1即排氣閥鼻梁端面處進行了硬度檢測。具體測量位置如圖3所示,測量值如表6所示。

圖3 硬度測量點示意圖
2)金相組織分析。對試樣1進行了金相組織分析,具體測量位置如圖4所示,結果如表7所示。

圖4 測量位置示意圖

解剖件號位置石墨形態基體1404-46M1A5珠光體+少量碳化物+鐵素體lt;1%M2A4-5珠光體+鐵素體lt;1%M3A4-5珠光體+25%鐵素體1404-62M1A5珠光體+少量碳化物+鐵素體lt;1%M2A4-5珠光體+鐵素體lt;1%M3A4-5珠光體+15%鐵素體1404-59M1A5珠光體+少量碳化物+鐵素體lt;1%M2A5珠光體+少量碳化物+鐵素體lt;1%M3A4-5珠光體+8%鐵素體

續表7 試樣1金相組織測量結果
3)化學成分分析。對試樣2進行了化學成分分析,具體結果如表8所示。

表8 試樣2化學成分 %
4)抗拉強度。對試樣2進行了抗拉性能檢測,具體結果如表9所示。

表9 試樣2抗拉強度檢測結果
結果表明,材料成分、抗拉強度、硬度滿足技術文件要求。存在問題是側面硬度偏低,接近200 HB的下限;排氣閥座冷卻水腔附近金相組織的鐵素體含量異常。
4.3綜合分析
綜上所述,氣閥、搖臂、彈簧等相關零部件符合要求,可以排除其是異常磨損的原因。從缸蓋的解剖結果來看,排氣閥座附近鐵素體含量異常,組織分布不均勻,致使局部強度和硬度偏低,耐磨性降低,柴油機運行過程中,氣閥拍擊閥座,導致閥座異常磨損。
4.4試驗驗證
更換閥座磨損的B1、B4、B6、B9缸蓋總成,包括氣閥、氣閥彈簧、彈簧座、搖臂總成和挺桿,按要求重新調整所有進排氣閥間隙,柴油機進行試驗驗證,試驗工況如下。
1)轉速為1 455 r/min,負荷為100%,運行2.5 h。
2)轉速為1 500 r/min工況,負荷為110%,運行30 min。
3)正常停車,冷車狀態下測量所有進排氣閥間隙。
試驗后氣閥間隙檢查顯示,所有氣閥間隙符合要求,缸蓋正常。
5 結論
缸蓋材料組織不均勻,局部鐵素體含量過高是缸蓋閥座異常磨損的直接原因。
經過對生產控制過程進行排查發現:化學成分控制、澆注溫度控制等關鍵環節均嚴格按照工藝要求執行。但“在澆注后2.5~3 h落砂”的要求未能達到;實際情況是個別件號由于澆注后溫度較高,落砂操作困難,缸蓋落砂后埋進砂堆,或者相互擠壓造成冷卻速度緩慢,造成強度和硬度偏低。
6 改進措施
1)繼續嚴格按照固化后的“某型機缸蓋作業指導書”的要求進行操作,控制鐵素體含量在要求范圍內,確保硬度適宜,組織均勻。
2)密切監控缸蓋落砂時間和落砂后缸蓋的放置狀態,確保缸蓋澆注后2.5~3 h再落砂,落砂后燃燒面朝上,缸蓋之間避免互相擠壓。
[1]賈錫印.船用內燃機結構[M].哈爾濱:哈爾濱船舶工程學院出版社,1990.
Aiming at the abnormal wear phenomenon of exhaust valve seat of some diesel engine cylinder head,the program has been set down according to primary reason analysis.The inspecting result and validation indicate that the direct reasons of abnormal wear on exhaust valve seat are uneven organization of cylinder head material and oversized partial ferrite content.In the end,the depend ability of cylinder head is guaranteed through strict operation in the light of assuredTheoperationinstructorofcertaincylinderhead,watching carefully dropping time and laying state,ensuring the fixed dropping time limit,burning surface upturned after dropping and avoiding extrusion among cylinder heads.
diesel engine;cylinder head;exhaust valve;ferrite
熊小龍(1979-),男,陜西西安人,工程師,博士,主要從事柴油機質量監督與檢驗。
U672
10.13352/j.issn.1001-8328.2015.03.002
2014-12-05