自動銑削十字槽的工裝設計
2015-11-24 12:03:42施學斌
機械制造 2015年10期
□ 施學斌
蘇州大學 機電工程學院 江蘇蘇州 215021
自動銑削十字槽的工裝設計
□ 施學斌
蘇州大學 機電工程學院 江蘇蘇州 215021
某零件生產批量大,其頂部端面需要銑削十字槽。該槽在以往加工時,使用傳統加工方法,由生產者手動裝夾工件進行加工,生產效率低。為提高生產效率,設計了一種自動化銑削的工裝,能自動裝夾工件進行加工,生產效率高,且產品質量穩定。
自動 銑削 十字槽 工裝
圖1所示的傳動套,生產批量大,其制造工藝路線為:鑄造→退火→夾小端外圓→按毛坯找正→車端面→粗車小端外圓以外的各檔外圓→粗車內孔各部位→掉頭裝夾→車端面→車小端外圓→再次掉頭裝夾→精車小端外圓以外的各外圓至尺寸要求→精車內孔至尺寸要求→銑頂部端面十字槽。該零件頂部端面的十字槽在以往加工時,由生產者手動裝夾工件,在立式銑床上完成銑削。生產效率不高,且勞動強度高。

▲圖1 傳動套
1 總體設計思路
工件采用機械手自動上料、自動夾緊加工、機械手自動下料的方式,如圖2所示,自動上料機械手、夾具、自動下料機械手組成了自動銑削十字槽的工裝。
整個銑削生產線如圖3所示,由上料輸送線、工裝和下料輸送線組成。

▲圖2 工裝
2 上料方案
工件由上料輸送線運送過來,到位后,光電開關發出信號,輸送線停止運動[1]。上料機械手的手臂旋轉到位,控制手臂伸出液壓缸來驅動手臂前伸到位,手臂在升降液壓缸的驅動下手臂下降,同時手指液壓缸使手爪張開到位,手爪夾緊工件,機械手手臂開始上升,到位后,手臂回轉至夾具上方,手臂下降到位后,手爪松開,放下工件。機械手手臂上升,回轉,返回到原點初始狀態。
3 工件定位方案
零件的定位方案如圖4所示,機械手放下工件時,夾具上的定位銷插入工件底部孔中。工件以底面定位,限制3個自由度,分別是沿Z軸方向的移動自由度和沿X軸方向以及Y軸方向的翻轉自由度。定位銷是短銷,共限制2個自由度,分別是沿X軸方向和沿Y軸方向的移動自由度,這樣共限制了5個自由度。加工時,先銑出十字槽的第一個方向的槽,然后回轉臺帶動零件一起旋轉90°,再銑削十字槽第二個方向的槽,因此這種定位方式完全能夠滿足加工要求。
4 夾具
如圖5所示,夾具由回轉臺、夾具體、旋轉推進液壓缸、鉤形壓板、定位銷、壓板等組成。夾具體按中心安
裝在回轉臺上,保證夾具定位銷的回轉中心與回轉臺的回轉中心重合,這樣,工件的回轉中心就與回轉臺的回轉中心重合。用壓板將夾具體固定在回轉臺上。
工件定位后,旋轉推進液壓缸拉動鉤形壓板下移,該壓板下移的同時,在水平面內旋轉90°后將工件夾緊[2]。加工完畢后,旋轉推進液壓缸帶動鉤形壓板上移,同時在水平面內旋轉90°,松開工件,這樣壓板就不會妨礙裝卸工件,圖5所示為工件夾緊狀態。

▲圖3 銑削生產線

▲圖4 定位方案
5 銑削過程
加工設備采用立式升降臺銑床,為滿足加工要求,對銑床電氣控制部分進行了適當改進,使其上下進給和水平進給能通過行程開關接受電氣控制。銑削過程為:工件夾緊后,傳感器向PLC發出信號,PLC開始控制工作臺正向進給,實現銑削,當十字槽的第一個方向銑完后,行程開關被觸發,給PLC發出信號,PLC控制工作臺下移到規定位置后停止。此時工作臺進給機構反向旋轉,工作臺快速返回,到位后,工作臺上移到初始位置。同時,回轉臺帶動工件旋轉90°。工作臺再進行正向進給,銑刀對十字槽的第二個方向進行銑削。銑削完畢,行程開關再次給PLC發出信號,PLC控制銑床工作臺重復上述返回的流程,回到初始位置。同時,回轉臺反向旋轉90°,也回到初始狀態,整個銑削過程完成。
6 下料方案
銑削完畢后,旋轉推進液壓缸推動鉤形壓板上移并旋轉90°,松開工件。下料機械手的手臂旋轉到位,下移,卡爪將工件夾緊、上移到位后,手臂旋轉到下料輸送線的上方,手臂下移到位后,卡爪松開工件,機械手手臂上升,并返回到初始位置,工件則由下料輸送線送走。
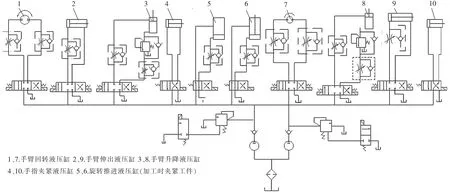
▲圖6 液壓工作原理
7 控制方案
通常情況下,機械手有氣動和液壓等不同種類。液壓傳動相對于氣動來說,運行平穩,位置精度高,更適
合于被加工零件的定位,因此在本設計中選用液壓型機械手。同時,液壓夾緊力大,夾緊可靠,故工件加工時的夾緊方式也采用液壓夾緊[3]。整個系統液壓傳動原理如圖6所示,采用雙泵供油的方式,一個是小流量泵,一個是大流量泵。在相應回路中,設置單向節流閥給予調速,在手臂升降回路中,為保證運行平穩,還設置了單向順序閥。圖中各換向閥采用電磁換向閥,由可編程控制器控制。當機械手運行到位時,會觸發相應的行程開關(圖中未畫出),行程開關給PLC發出信號,PLC控制相應的電磁閥,從而控制液體流向,使上料、夾緊(便于銑削)、下料等動作有序進行。
8 結束語
該工裝采用了工件自動上料、自動定位、自動夾緊、自動下料的方式,實現了工件的自動銑削,生產效率高,且加工質量穩定,較好地滿足了生產的要求。
[1]黃健求.機械制造技術基礎[M].北京:機械工業出版社,2011.
[2]陳旭東.機床夾具設計[M].北京:清華大學出版社,2010.
[3]謝旭華,張洪濤.機械制造工藝及工裝[M].北京:科學出版社,2007.
(編輯 平 平)
TH122
B
1000-4998(2015)10-0082-03
2015年5月
