WD615缸體氣孔缺陷的研究與降低*
2015-11-24 12:03:40劉光清劉文川劉明來張自立
機械制造 2015年10期
關鍵詞:工藝
□ 劉光清 □ 劉文川 □ 劉明來 □ 張自立
1.南充職業技術學院 四川南充 637130
2.西南內燃機配件總廠 四川南充 637100
3.東風南充汽車有限公司 四川南充 637900
WD615缸體氣孔缺陷的研究與降低*
□ 劉光清1□ 劉文川2□ 劉明來1□ 張自立3
1.南充職業技術學院 四川南充 637130
2.西南內燃機配件總廠 四川南充 637100
3.東風南充汽車有限公司 四川南充 637900
簡述了WD615氣缸體原傳統鑄造工藝存在的幾個不足的方面,及其在沖天爐熔煉鐵液的生產條件下易產生氣孔等類鑄造缺陷的原鑄造工藝生產狀態;較詳細地介紹了應用有效澆注時間、加大芯頭技術等新技術理念指導其新鑄造工藝方案的設計,對該氣缸體的芯頭結構、澆注系統、冒口系統、澆注工藝等方面進行了研究、改進和優化,較好地解決了該氣缸體原鑄造工藝易出現的氣孔、冷隔、澆不足、砂眼等鑄造缺陷。
氣缸體 芯頭結構 澆注系統 冒口系統 有效澆注時間
氣孔是氣缸體鑄件最易出現的缺陷之一[1,2],對于結構復雜的氣缸體薄壁鑄鐵件來說,其氣孔缺陷產生的原因錯綜復雜[3],是極難控制的鑄造難題。故而解決和克服氣缸體鑄件氣孔缺陷是相關鑄造工作者長期研究的高技術含量之課題,亦是鑄造工作者恒久研究的前沿課題之一。許多工廠對氣缸體鑄件產生氣孔的原因皆有過各種具體分析,筆者根據近兩年來在WD615氣缸體鑄造生產實踐中所獲得的有效降低鑄件氣孔缺陷的工藝方法和措施及其相關的一些認識與體會進行總結,從主要的工藝措施和克服氣孔缺陷的機理方面作一專題研究分析,供同行參考。
1 WD615氣缸體結構特點及氣孔缺陷特點
WD615氣缸體是一種較為典型的適用于重型車的干室缸套氣缸體,其鑄件輪廓尺寸為978 mm×377 mm×367 mm,鑄件質量為260 kg,材質為HT250,鑄件基本壁厚為7 mm,鑄件結構簡圖如圖1所示。
該氣缸體在國內、外有較多鑄造廠家在生產。目前,國內一些工廠鑄造該類干室缸套氣缸體時出現了較多的鑄造缺陷。筆者根據考查和研究所知,該氣缸體在主機廠鑄造生產雖然有較為成熟的工藝方案[4],但在一些配套廠或配件廠套用其鑄造工藝方案時,由于生產方式的不同,在鑄造過程中易產生較多的氣孔、砂眼等鑄造缺陷,氣孔缺陷主要分布于圖1所示的氣缸體油底殼法蘭上和φ68 mm的6個出砂孔周圍。后經對某汽車配件廠(以下簡稱A廠)的鑄造工藝進行了優化和改進,較好地解決了氣孔、砂眼等鑄造缺陷。
2 原傳統鑄造工藝方案易產生氣孔缺陷的因素
WD615氣缸體在A廠用圖1所示原鑄造工藝試生產了三個多月時間,共鑄造該氣缸體數百件,因大量產生氣孔、冷隔、澆不足、砂眼等鑄造缺陷,而未曾收到一件完全符合技術要求的合格鑄件。圖1所示為國內該氣缸體在某主機廠的工頻爐熔煉鐵液生產方式下采用的鑄造工藝方案,即氣缸體鑄鐵件大量砂型鑄造生產的一種傳統的鑄造工藝方案;在A廠則是采用沖天爐熔煉鐵液的生產方式,因其鐵液熔煉生產方式的不同,造成了鑄件質量(合格率)的本質差異。具體分析原傳統鑄造工藝方案在沖天爐熔煉鐵液的生產方式下的鑄件,易產生氣孔等缺陷,另外還發現氣缸體在結構上存在以下不利因素。
2.1 原方案主體砂芯結構存在的不足
圖1所示的WD615氣缸體主體砂芯(1#~6#曲軸箱芯和前后端面砂芯7#、8#)結構 (主要是指芯頭結構,下同)的特點是油底殼端高度方向上的小芯頭結構。
曲軸箱芯油底殼端的小芯頭結構是按照鑄件內腔結構的輪廓“外延”而形成的芯頭結構型式——通常稱之為小芯頭結構,這也是目前國內眾多氣缸體鑄造廠通常采用的芯頭結構型式,亦是一些權威手冊或教科書所推薦的芯頭結構型式。該小芯頭結構型式,因其砂芯(芯頭)與型腔(芯頭座)的結合面未處于鑄件的最高輪廓(外輪廓)界面,從而未能有效發揮好這一“自然”界
面排氣的最佳狀態或作用;另一方面,也使氣缸體鑄件的油底殼面只能設置圖1所示的排氣、溢流效果均較差的飛邊冒口——立式飛邊冒口或平式飛邊冒口,從而使鑄件易產生氣孔類鑄造缺陷,并主要出現在其油底殼法蘭面上。
2.2 原方案澆注系統存在的不足
原傳統鑄造工藝澆注系統的結構特點是:以底注式為主的階梯式進液方式,采用一些傳統理論(如水力學公式)確定的澆注系統最小截面積偏小[5],內澆道總截面積遠大于澆注系統的最小截面積 (通常在過濾截面處)。
該鑄件質量為260 kg,氣缸體的直澆道最小截面積僅為15.90 cm2(最小截面處直徑為45 mm),整個澆注系統最小截面積(其過濾斷面處)僅為13.25 cm2左右,其21個內澆道總截面積大致為26 cm2左右,遠大于澆注系統的最小截面積13.25 cm2,由此使鐵液混亂進入鑄件型腔,鐵液很難按照工藝設計者的意圖均衡進液,通常是底部及其中部內澆道進液量較多,而鑄件兩端進液量少,使鑄件型腔中鐵液在水平方向的溫度(場)很不均衡,鑄件的澆注時間過長,鑄件的兩端易產生氣孔、澆不足、冷隔類鑄造缺陷。
圖1所示鑄造工藝方案的進液方式,其結構名義上是階梯式,實則是底注式,因其7個軸座上的中部內澆道,其中5個軸座都是通過底部橫澆道返上來的鐵液再進入鑄件型腔的,只有第3、第5軸座上的中部內澆道可實現中部進液。這種以底注式為主的進液方式對于氣缸體類復雜鑄鐵件來說,使其型腔內溫度梯度呈上低下高的不良分布狀態,其鐵液中的氣體等很難順利排出,這也是很多相關鑄造廠鑄造該鑄鐵件時易產生較多氣孔缺陷的主要原因之一,而對于鐵液熔煉為沖天爐生產條件的狀態則尤其敏感和嚴重。
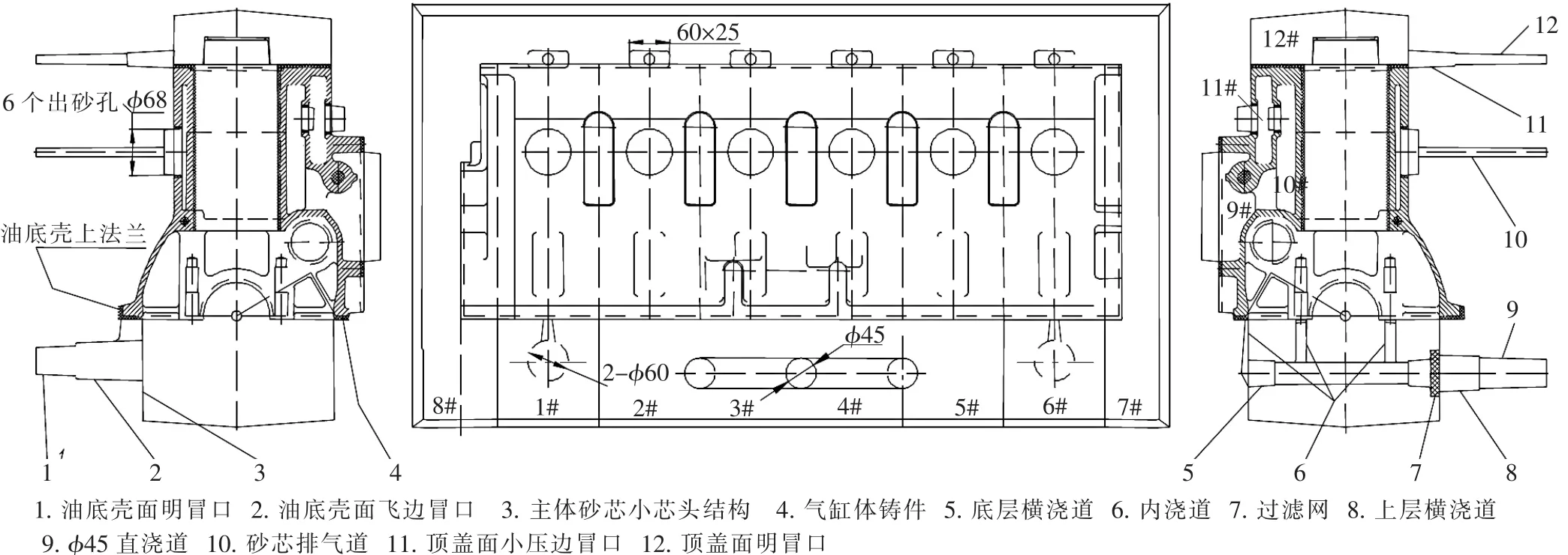
▲圖1 WD615氣缸體原傳統鑄造工藝方案簡圖
2.3 原方案冒口系統存在的不足
圖1所示冒口系統的結構特點是:氣缸體鑄件的油底殼面是采用傳統的飛邊(立式)冒口,其型式不夠合理:因鐵液溢至“飛邊縫隙”,會使其縫隙逐漸減小,即“飛邊縫隙”冒口型式的排氣、溢渣及其補縮效果均較差,不利于鑄件克服氣孔、渣孔、砂眼類鑄造缺陷。氣缸體鑄件的頂蓋面是采用小壓邊冒口,冒口的總容積量過小,其對型腔中的首流鐵液——“冷鐵液”的溢流量不夠,這樣更易產生氣孔、砂眼、夾渣類鑄造缺陷,尤其對于進液方式以底注式為主的澆注系統,氣缸體鑄件的缺陷則更為明顯(敏感)和嚴重。
2.4 原方案澆注工藝存在的不足
圖1所示的傳統鑄造工藝方案,因其通常是以傳統澆注時間理念、澆注系統最小截面積的傳統設計理論作為設計的指導思想,其澆注工藝的特點是:澆注時間偏長,鐵液的澆注溫度偏高。對于氣缸體薄壁鑄鐵件(潮模黏土砂)砂型鑄造過程來說,偏長的澆注時間和偏高的澆注溫度都是不良的工藝因素。
在A廠用圖1所示的原傳統鑄造工藝方案,鑄造生產WD615氣缸體的澆注時間通常在37~43 s,澆注溫度為1 390~1 430℃,過長的澆注時間和過高的澆注溫度都是使鑄件易產生氣孔缺陷的主要原因之一[3]。
3 新鑄造工藝方案的特點
針對A廠用圖1所示原傳統鑄造工藝方案鑄造生產WD615氣缸體存在的不足及其難以得到合格鑄件的情況,筆者對該氣缸體的鑄造工藝——主要針對砂芯結構及其冒口系統進行了優化和改進,應用加大芯頭技術[6]、鑄件優先設置壓邊冒口[7]和提高砂箱面積利用率的新理念[8],同時應用鑄件有效澆注時間[9]和鑄件澆注系統最小截面積計算公式的新理論[10],設計了圖2所示的WD615氣缸體新鑄造工藝方案。經生產實踐證明,較好地解決了圖1所示原傳統鑄造工藝
方案鑄造生產所產生的氣孔類鑄造缺陷。圖2所示的新鑄造工藝方案的主要特點如下。
3.1 新工藝方案主體砂芯結構的特點
新鑄造工藝方案主體砂芯的結構特點,主要表現在其油底殼端高度方向上的大芯頭結構上。
新鑄造工藝主體砂芯結構方案:6個曲軸箱芯(1#~6#)和前后端面砂芯(7#、8#)的油底殼端高度方向上的大芯頭結構,主要是將上箱的芯頭抬高至油底殼法蘭的外輪廓最高界面,其砂芯(芯頭)與型腔(芯頭座)的結合面處于鑄件的最高外輪廓界面,從而既有利于有效發揮這一自然界面排氣的最佳狀態和作用;也使得氣缸體鑄件的油底殼面能設置圖2所示的排氣、溢流工藝效果均最好的壓邊冒口,從而有利于鐵液中氣體、熔渣、散砂等的溢出,相應地為鑄件克服氣孔、夾渣、砂眼等鑄造缺陷提供了重要的基礎條件。
3.2 新工藝方案澆注系統的特點
新鑄造工藝澆注系統的結構特點,主要表現在以下幾個方面:其一,7個軸座上的中注式進液內澆道結構及橫澆道位置大幅度提高;其二,澆注系統最小截面積適當放大(較原方案增大了70%);其三,內澆道總截面積等于澆注系統的最小截面積。
3.2.1 中注式進液方式
新鑄造工藝方案澆注系統的7個軸座上的中注式進液方式,大幅度提高了鑄件的進液位置,其進液位置平均處于鑄件的上部,進入型腔的鐵液基本上實現了上高下低溫度梯度的良性分布狀態,極有利于鐵液中氣體、熔渣、散砂等的溢出,相應地為鑄件克服氣孔、夾渣、砂眼等鑄造缺陷提供了重要的基礎條件。
3.2.2 大孔進液的澆注系統最小截面積
應用鑄件有效澆注時間新理念[9]和鑄件澆注系統最小截面積計算公式新理論[10],來指導新澆注系統的相應參數及其結構尺寸設計,其主要表現在以下兩個公式的應用。
鑄件有效澆注時間指的是金屬液開始進入型腔至充滿鑄件最高輪廓為止的時間,而金屬液完成有效澆注時間后至充滿整個型腔的過程所用的時間則稱為吊補澆注時間。該氣缸體的有效澆注時間t按資料[9]介紹的計算公式如下:

式中:G件為鑄件質量,G件=260 kg;δ為鑄件壁厚,δ=7 mm。
代入式(1),得該鑄件的有效澆注時間t=23 s。
在WD615氣缸體的鑄造工藝設計中,采用了大孔進液技術,計算鑄件的澆注系統最小截面積∑F阻。

式中:g為重力加速度,g=980cm/s2;w為灰鑄鐵材質指數,w=0.24;t為有效澆注時間,t=23 s;ρ為灰鑄鐵密度,ρ=0.007 1kg/cm3。
代入式(2),得該鑄件一箱一件(潮模黏土砂型)鑄造生產條件下的澆注系統最小截面積∑F阻值為22.86 cm2。
3.2.3 內澆道總截面積等于澆注系統的最小截面積
新澆注系統方案內澆道總截面積∑F內等于澆注系統最小截面積∑F阻,且每個軸座上的進液狀態是基本相同的,故其能使鐵液規范地均勻地進入鑄件型腔,鐵液能按照工藝設計的意圖從每個軸座上的內澆道均衡進液,能很好地使鑄件型腔中鐵液在水平方向的溫度場分布均衡(呈良性狀態),從而有利于鑄件克服收縮類、氣孔類等鑄造缺陷。
3.3 新工藝方案冒口系統的特點
圖2所示新鑄造工藝方案,其冒口系統的結構特點是:氣缸體鑄件的油底殼面采用的是兩個適當大的壓邊冒口,氣缸體鑄件的頂蓋面亦采用的是6個適當
大的壓邊冒口,冒口的總容積量及其明冒口的最小排氣面積也適當放大,即∑F排≥1.3~1.8∑F阻。

▲圖2 WD615氣缸體新鑄造工藝方案簡圖
冒口系統方案的結構型式為:氣缸體鑄件的油底殼面和頂蓋面均采用適宜大的壓邊冒口型式,其壓邊冒口及其壓邊縫隙因其結構特點,即通常是壓在鑄件的最高處或鑄件局部輪廓的最高處,鐵液在充滿其鑄件的最高或鑄件局部輪廓的最高處過程中,壓邊縫隙始終處于最大縫隙狀態,這樣極有利于型腔鐵液中氣體、熔渣等夾雜物的溢出,有利于鑄件克服氣孔、渣孔、砂眼類鑄造缺陷;同時,壓邊冒口的壓邊縫隙因其直接壓在鑄件輪廓上,又具有良好的補縮能力,還有利于鑄件克服收縮類鑄造缺陷。
新鑄造工藝冒口系統方案中冒口的總容積量適宜大,其對型腔中的“冷鐵液”、氣體、熔渣、散砂的溢流(出)順利;新鑄造工藝冒口系統的明冒口的最小排氣面積∑F排的實際面積已達到∑F阻的2倍以上,這對于結構復雜的氣缸體類薄壁鑄鐵件潮模黏土砂型鑄造在實施“大孔進液”快速澆注,避免型腔中的氣阻現象(亦稱打炮現象)極為有效,同時對克服鑄件的氣孔、砂眼、夾渣類鑄造缺陷又提供了一個極為重要的溢出條件。
3.4 新鑄造工藝方案的澆注工藝特點
新鑄造工藝方案采用了有效澆注時間等新理念、確定了大孔進液澆注系統最小截面積。其澆注工藝的特點是:鑄件的有效澆注時間與吊補澆注時間明確,鐵液的澆注溫度較低。
在A廠采用圖2所示WD615氣缸體新鑄造工藝方案,鑄造生產該氣缸體的有效澆注時間在20~25 s、吊補澆注時間為15~20 s,其澆注溫度為1 370~1 400℃。經生產實踐表明,該澆注工藝對WD615氣缸體的潮模黏土砂機器(靜壓)鑄造型、臥澆生產方式是適宜的和成功的。
4 結束語
在A廠用圖2所示新鑄造工藝方案,鑄造生產WD615氣缸體近兩年時間,有效地克服了圖1所示原傳統鑄造工藝方案存在的相關問題和相應的氣孔類等主要鑄造缺陷,使該氣缸體鑄件達到了批量生產的合格率要求。目前因主體砂芯采用的發氣量較大的樹脂砂砂芯或其砂芯排氣方式還不夠合理,尚有少量的氣孔缺陷存在,尚需進一步對其相應工藝進行二次優化或改進。
對于WD615發動機干室缸套復雜結構氣缸體的潮模黏土砂鑄造,其鐵液的熔煉方式為沖天爐的狀態下,且產品質量指標高于主機廠的條件下,該類氣缸體的鑄件生產合格率仍處于同類產品生產廠較好水平,其新工藝、新技術的合理應用起到了極為關鍵的作用。
[1]史恩來.柴油機機體氣孔缺陷的消除[J].鑄造,1994(10): 36-37.
[2]宋長運,黃德東,薛祥軍,等.385氣缸體鑄件氣孔的產生與消除[J].中國鑄造裝備與技術,2006(3):62-63.
[3]宋萬平.缸體缸蓋類鑄件氣孔缺陷的討論[J].鑄造,1998(10):28-30.
[4]張玉娟,臧加倫 張傳海.WD615氣缸體挺桿芯熱改冷工藝改進[J].中國鑄造裝備與技術,2006(1):28-30.
[5]魏兵.鑄件澆注系統阻流截面面積的確定[J].鑄造技術,1981(1):27-33.
[6]劉文川,李偉鵬.鑄件砂芯芯頭的優化設計 [J].鑄造技術, 1999(3):26-28.
[7]劉光清,劉文川.壓邊冒口在鑄件弧形結構面上的應用[J].中國鑄造裝備與技術,2009(5):56-57.
[8]劉文川.提高鑄件砂箱面積利用率的工藝方法分析[J].鑄造,1998(6):34-36.
[9]劉文川,賴小平,祝舉章,等.適用范圍寬的鑄件有效澆注時間計算公式[J].鑄造技術,2000(5):3-7.
[10]劉文川,王興平,向敬成,等.適用范圍寬的鑄件澆注系統最小截面積計算公式[J].鑄造,2000(10):764-768.
(編輯 平 平)
北方股份電動輪礦用車參與世界級礦山開發
日前,由北方股份自主研發的NTE360AC電動輪礦用車(以下簡稱“NTE360”)成功下線,首批3臺電動輪礦用車即將按照合同約定時間發往非洲西南部國家納米比亞,為世界著名鈾礦湖山鈾礦開發服務。
“NTE360”是北方股份自主研發的第7款NTE系列自主品牌電動輪礦用車,是北方股份為充分滿足湖山鈾礦特殊工況需求而定制化研制的一款高端產品,能夠在4 500 m的高海拔地區保持額定輸出功率不變,在氣溫-50~50℃的極端環境里依然能夠穩定運行,具備高可靠性的特點。此外,該車應用了符合綠色環保要求的世界一流雙能源動力架線技術,在330 t級電動輪礦用車領域為國內首創、世界第二例,有效降低了運行成本,滿足了環保要求。
北方股份“NTE360”得以成功參與納米比亞湖山鈾礦開發,填補了我國高端重型礦車參與世界級礦業項目建設的空白,對于推動、引導國內大型礦山應用雙能源動力技術、建設綠色礦山具有積極的促進和示范效應。
(崔玉平)
TG242
B
1000-4998(2015)10-0071-04
*四川省教育廳2014年度科研計劃立項—自然科學理工科重點項目(編號:14ZA0336)
2015年6月
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
