齒輪單鍵槽表面加工質量控制探討
2015-11-23 07:15:02寶雞法士特齒輪有限公司陜西722409
金屬加工(冷加工) 2015年13期
■寶雞法士特齒輪有限公司 (陜西 722409)
寇超航
在汽車變速箱中(見圖1),帶單鍵結構的齒輪很多,單鍵槽可以采用插削、線切割及拉削等工藝方式加工,但是采用拉削加工工藝能實現高精度、高效率且低成本的加工,適用于大批量生產。鍵槽表面的加工質量是很重要的一項,本文根據實際加工情況,對拉削過程中的表面質量控制進行探討。

圖 1
1. 拉削過程中表面質量缺陷產生的原因分析
拉削加工的特點是加工效率高,并且能獲得較穩定的尺寸精度,但是也存在較多的缺陷,生產現場常見的表面質量缺陷是鍵槽側面表面粗糙度值較高,局部產生劃痕,嚴重時出現啃傷現象,影響產品的最終質量(見圖2)。
根據多年對現場問題的處理,歸納總結并對其原因進行詳細分析,主要有以下幾點:

圖 2
(1)拉削工藝自身存在缺陷。由于鍵側不是由主切削刃切出,而是由副切削刃(即刀齒側刃)切出,它的每一刀齒的副切削刃都參與槽側的成形,因而會使槽側出現各刀齒切痕間相互銜接的條紋(見圖3)。此外,由于其刀齒副切削刃沒有后角,拉削實際上是在擠壓和撕下金屬,這些切屑與槽壁發生嚴重的摩擦,導致工件獲得的表面粗糙度值較高。

圖 3
(2)工件材料的硬度及熱處理組織狀況。一般拉單鍵前,應對材料作正火或調質處理,獲得合理的硬度及均勻的金相組織。經查閱相關資料,表明工件過軟(小于170HBW)而韌性較好時,難以獲得好的表面質量。我國目前所采用的汽車齒輪零件的材料多為20CrMnTi,要求毛坯硬度為156~207HBW,而實際毛坯硬度一般集中在160~185HBW之間。 材料硬度在180~240HBW時,則可以獲得比較滿意的表面粗糙度值。經現場長期跟蹤驗證,當工件材料的硬度小于160HBW時,或金相組織較差的情況下,鍵側會產生魚鱗紋,甚至產生嚴重的撕裂情況。
(3)切削液。切削液的選用及使用不合理,無固定配比,對刀具的潤滑起不到明顯的效果。切削液澆注的位置不合理,強度不夠也是一部分原因。
(4)刀具刃磨不規范。拉刀刃磨技術及操作不規范,主要體現在齒升量不均勻,容屑槽形狀不正確,磨削速度過快或磨削量大等方面,特別是容屑槽根部形狀,造成排屑不暢,切屑卡在根部,導致鍵槽表面劃傷,如沒有及時清理,后續切屑與殘留切屑同時占據容屑槽,造成拉刀卡滯,工件報廢,嚴重的話導致拉刀報廢(見圖4)。
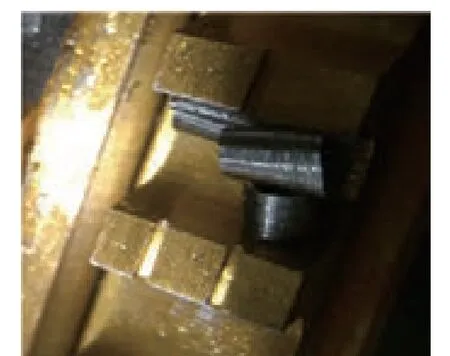
圖 4
(5)操作工的操作不規范。拉削過程中操作工不能及時徹底清除容屑槽內的切屑,導致槽堵塞,鍵槽表面產生劃痕,甚至造成拉刀的損傷。在使用中拉刀磕碰,隨意放置等行為都會影響加工質量。
2. 拉削表面質量控制措施
為了保證在加工中能夠有效地控制鍵槽表面質量,經過多次到現場了解實際加工情況及查閱相關資料后,制定了相應的控制措施:
(1)嚴格控制毛坯的加工質量。毛坯采用鍛造余熱等溫正火工藝,嚴格控制毛坯加工質量,要求其金相顯微組織應為較粗晶粒(3~5級)的奧氏體形成的先共析鐵素體加細片狀珠光體(滲碳體片薄易破裂),而且先共析鐵素體大小和珠光體層間距離應基本相同。并要求毛坯的硬度控制在165HBW以上,但最好不超過180HBW,因為過高的硬度會導致零件組織不合格,影響零件的整體性能。
(2)制定嚴格的刀具刃磨規范。①建立完整的刃磨規范,要求拉刀拉削一定數量的工件后必須刃磨。②嚴控刀具刃磨量,每次不得大于0.1mm,且要求每齒的刃磨量均勻,以保證刀齒的齒升量不變。③在刃磨過程中,改進砂輪切削圓角,刃磨后刀具的容屑槽體積增加,提高刀具表面質量,保證容屑槽直段與圓弧段光滑相接,使刀具能更好的卷屑、斷屑,并及時去掉后刀面小毛刺。④認真如實填寫刃磨卡片,以便問題追蹤。⑤刃磨完畢,應清洗干凈后垂直掛吊在架子上,以免因自重而彎曲變形。
(3)規范操作工工作要求。①拉削前,仔細檢查刀具是否鋒利、碰傷或崩刃等。②每拉完一個工件,應及時徹底清除容屑槽內的切屑。③拉削若干工件后,刀具的前刀面會產生微小積屑瘤,應用細油石沿刀齒后刀面順向輕輕抹去,不得損傷切削刃。④在使用和保管中嚴禁把拉刀放在拉床床面或其他硬物上,并應避免和任何硬物相碰撞,以免損傷刀齒。⑤當發現拉刀拉削的工件出現表面粗糙度值高時或拉削滿足規定數量工件時,必須及時送去刃磨刀具。⑥要求操作工在加工過程中做好首檢及自檢工作,及時發現問題并反饋。
(4)切削液的使用。切削液,建議采用乳化液(20%~25%乳化液油膏,其余是水),增加潤滑,并且定期更換切削液。拉削時要合理地選擇切削液、澆注位置及冷卻方式,減少刀具與工件間的摩擦力。切削液不僅僅噴注向刀齒,最好在外表面也有足夠的冷卻。
(5)拉削速度控制。刀具每次刃磨完重新使用時,以最大不得超過2m/min的拉削速度先加工20件,根據拉削的情況,再以3m/min的正常速度進行加工,不得隨意更改拉削速度。
3. 結語
在嚴格執行以上措施后,取得了不錯的效果,單鍵槽表面嚴重拉傷及缺肉的情況未再出現,鍵側的表面質量也較以前有很大改觀,單鍵表面拉削質量得到很好的控制,達到了工藝要求。