數控機床銑頭扭矩隨滑枕伸出自動限制技術
2015-11-23 07:15:04濟南二機床集團有限公司山東250022
金屬加工(冷加工) 2015年13期
■濟南二機床集團有限公司 (山東 250022)
宿建友 周 輝 崔曉艷
數控機床在實際加工過程中,銑頭會根據工件的加工需要隨滑枕沿Z軸方向上下移動實現對工件的加工。有的用戶為了使機床能夠穩定工作,延長銑頭及附件銑頭使用壽命,保證加工精度,要求銑頭扭矩應隨滑枕伸出的長度不同而自動限制其大小,以避免人為操作不當,造成銑頭超過其本身額定扭矩而縮短壽命。我公司利用西門子公司840DSL數控系統開發出了銑頭扭矩隨滑枕伸出自動限制技術,滿足了用戶這一要求。
通過參數設置、PLC程序運算處理,實現控制主軸電機扭矩的輸出大小,銑頭就具有根據滑枕伸出位置自動識別和限制扭矩的功能。現通過主軸為第四軸的數控定梁龍門銑床實例,介紹銑頭扭矩隨滑枕伸出自動限制技術。
1. 參數設置限制值
首先在做驅動配置時,進入到配置主軸電動機驅動通訊報文格式界面時,將“針對該MDS的DDS數量”的選項改為8,即配置了主軸電動機8套驅動參數。
通過驅動參數P1520可設置8個扭矩限制值。首先需要通過主軸驅動PLC接口信號DB34.DBX 21.0、DB34.DBX 21.1、DB34.DB X21.2三個接口信號的編碼形成其相應的8個狀態,激活參數組P1520[0]~ P1520[7]的8個值。三個接口信號可分無附件銑頭和有附件銑頭兩種情況形成編碼。例如:數控龍門鏜銑床的滑枕伸出行程為0~-1000mm,當無附件銑頭時,滑枕伸出0~-500mm時扭矩限制值為其額定扭矩的100%;當滑枕伸出-500~-900mm時扭矩限制值為其額定扭矩的80%;當滑枕伸出-900~-1000mm時扭矩限制值為其額定扭矩的60%。當有附件銑頭時,滑枕伸出0~-500mm時扭矩限制值為其額定扭矩的60%;當滑枕伸出-500~-900mm時扭矩限制值為其額定扭矩的50%;當滑枕伸出-900~-1000mm時扭矩限制值為其額定扭矩的40%。然后根據電機的額定扭矩換算出不同位置的上限扭矩值,填入P1520參數組中。
假設:
DB34.DBX 21.0=A
DB34.DBX 21.1=B
DB34.DBX 21.2=C
我們便可以編制A、B、C三個接口信號的編碼、滑枕行程和對應參數值三者之間的關系表了。無附件銑頭時上述三者關系如表1所示:
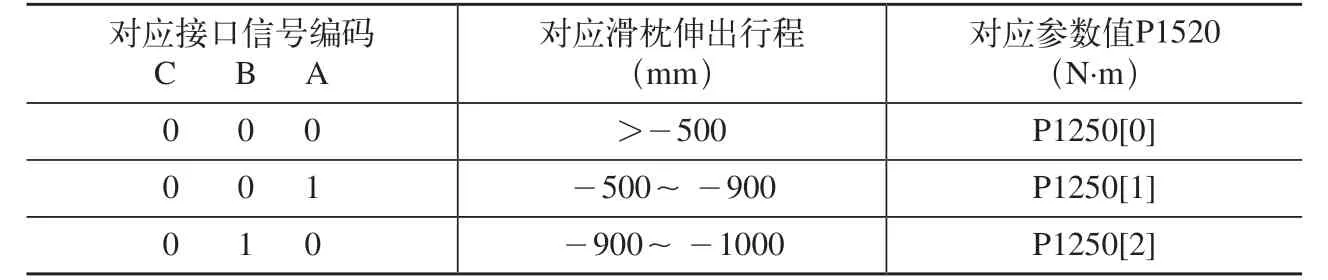
表 1
有附件銑頭時上述三者關系如表2所示:
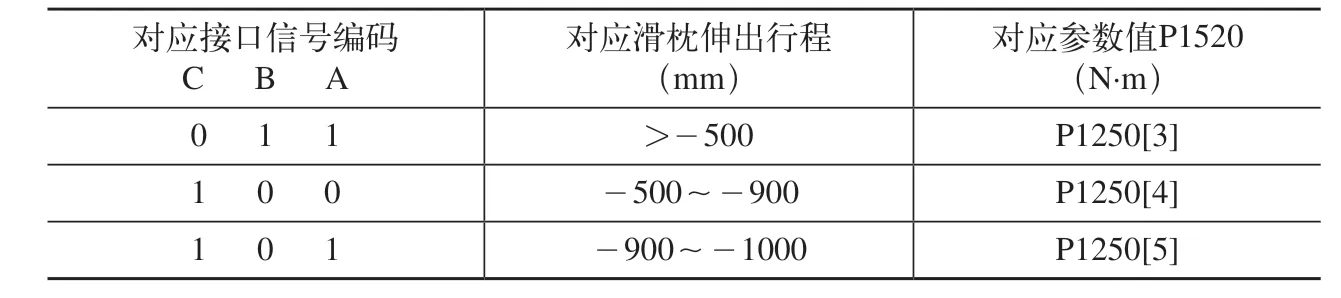
表 2
2. PLC程序處理
扭矩限制值參數設置完畢后,需要編制PLC程序讀出滑枕(Z軸)伸出行程,根據位置激活對應接口信號,形成編碼,這樣840DSL數控系統就可以根據編碼激活對應的電機扭矩限制值參數了。下一步是通過西門子NC-Var-Selector軟件生成NC-Variable表實現數控系統讀寫滑枕(即Z軸)位置變量,來激活參數組。
(1)變量選擇器生成。在隨系統一起到貨的工具盒(Toolbox)中,我們可以找到“NC-Var-Selector”并選中,“Nar-Selector”自動拷入程序內(即電腦“開始”菜單中的“程序”里面有“NC-Var-Selector 32bit”)。點擊“NCVar-Selector”,選擇菜單“Nc-Variable”,依次點擊“Select”、“Data”,選中“SW45SL”并打開,選中“ncv-NcData”打開,出現一個變量表(Ncvariable list)。
(2)新建一個變量表。點擊“P r o j e c t”、“N ew”菜單,出現一個空白變量表,然后輸入要求的變量表(例Z軸位置):點擊“Edit”,選中“Search”,出現一個對話框,選“selection”,在對話框“Component”內找到“SEMA”,按“OK”,移動滑塊找到變量名為“measPos1[.]”、“measPos2[.]”,由于我們使用第二測量系統,故雙擊“measPos2[.]”,出現一個對話框,修改“LINE”為3,然后“OK”,Z軸位置變量自動填入“NEW”變量表第1項中,形成如表3所示。

表 3
建立一個以var為后綴的文件,將此變量表保存。在菜單“code”中點擊“generate”,將文件變為以awl為后綴的文件保存。點擊菜單“code”可修改DB塊(默認值為DB120)并保存、關閉。
在菜單“c o d e”中,點擊“to step7 project”,將生成的以awl為后綴的文件導入你所建立的project內的“sources”中。
(3)P L C 運算處理。打開S T E P7軟件,選中你的項目(project),點擊“insert”,在菜單中找到“Extornal Source”并選中,然后找到你的以awl為后綴的文件,選中該文件,在菜單“Edit”中編譯(Compile)后生成指定編號的數據塊。通過功能塊FB2對該數據塊的調用,將Z軸坐標數據傳送給數據塊DB70,就可得到滑枕(Z軸)的當前坐標。FB2調用的程序如下:
CALL FB 2 , DB100
Req :=DB70.DBX44.0
NumVar :=1
Addr1 :="SysVar.get".N_SEMA_measPos23_6 (實時讀取Z軸坐標)
Unit1 :=
Column1:=
Line1 :=
Addr2 :=
Unit2 :=
Column2:=
Line2 :=
Addr3 :=
Unit3 :=
Column3:=
Line3 :=
Addr4 :=
Unit4 :=
Column4:=
Line4 :=
Addr5 :=
Unit5 :=
Column5:=
Line5 :=
Addr6 :=
Unit6 :=
Column6:=
Line6 :=
Addr7 :=
Unit7 :=
Column7:=
Line7 :=
Addr8 :=
Unit8 :=
Column8:=
Line8 :=
Error :=DB70.DBX44.2
NDR :=DB70.DBX44.1
State :=
RD1 :=DB70.DBD4 (讀出的Z軸坐標傳送到此數據塊中)
RD2 :=
RD3 :=
RD4 :=
RD5 :=
RD6 :=
RD7 :=
RD8 :=
然后將DB70.DBD4的坐標值與要求的滑枕伸出的扭矩限制位置進行比較,執行相應的PLC程序,得到對應的編碼,最后數控系統根據編碼狀態激活相應的參數進行扭矩限制。下面是無附件銑頭情況下的部分PLC程序:
L DB70.DBD4 (讀滑枕移動位置)
L -5.000000e+002 (與-500mm比較)
>R
JC M001 (當Z軸坐標0~-500mm時跳轉)
L DB70.DBD4
L -9.000000e+002 (與-900mm比較)
>R
JCN M002 (當Z軸坐標在-900mm~-1 000mm范圍內時跳轉)
SET
= DB34.DBX21.0 (當Z軸坐標在-500mm~-900mm范圍內時激活驅動參數P1250[1]中的扭矩設定值。)
CLR
= DB34.DBX21.1
= DB34.DBX21.2
JU END
M002:NOP 1
SET
= DB34.DBX21.1 (當Z軸坐標在-900mm~-1 000mm范圍內時激活驅動參數P1250[2]中的扭矩上限設定值。)
CLR
= DB34.DBX21.0
= DB34.DBX21.2
JU END
M001:CLR (當Z軸坐標0~-500mm時,主銑頭電動機采用驅動參數P1250[0]中設定的額定扭矩值。)
= DB34.DBX21.0 (A)
= DB34.DBX21.1 (B)
= DB34.DBX21.2 (C)
END:NOP 1
當上面相應接口信號為1時,數控系統自動把對應的P1520內的值作為主銑頭電機扭矩限制值,這樣就可以實現銑頭扭矩隨滑枕伸出自動限制了。有附件銑頭的情況也以類似方法實現。
3. 確定加工工藝方案
根據銑頭扭矩限制的滑枕伸出位置范圍和銑頭扭矩限制值,確定出合理的數控加工工藝方案,編寫加工程序,合理控制加工時的切削速度和和主軸轉速。經過與不使用銑頭扭矩限制技術的數控機床對比,使用銑頭扭矩限制技術的數控機床進行加工時,提高了工件的加工精度,減少了機床加工時的震動和工件加工面的振紋,同時延長了主銑頭和附件銑頭的使用壽命。
4. 結語
銑頭隨滑枕伸出扭矩自動限制技術經過使用,工作可靠,使用起來方便,不需要增加任何硬件,降低了制造成本,主銑頭和附件銑頭的機械傳動鏈部分故障率明顯減小,減少了數控機床的故障維修停機時間,提高了數控機床的穩定性和銑頭使用壽命,提高了數控機床的加工效率。