利用工裝在車床上拋光大型鏜軸
2015-11-23 07:15:10漢川數控機床股份公司陜西漢中723003
金屬加工(冷加工) 2015年16期
■ 漢川數控機床股份公司 (陜西漢中 723003)
楊 藝 王 侃 馬文祥 張 恒
落地式鏜床是我公司新開發的精密機床。鏜軸是落地式鏜床的關鍵零件,它的外圓加工精度直接影響著鏜軸主軸組件的精度,對機床的整機性能有很大的影響。通常鏜軸精磨外圓和磨錐孔后,外圓上留有磨削產生的螺旋線和磨錐孔時與中心架接觸部分留下的架子口痕跡。為了消除加工時產生的螺旋線及架子口痕跡,保證鏜軸達到設計要求,必須對鏜軸外圓進行拋光。
下面以落地式數控鏜銑中心床(H F B C1636)的鏜軸為例,材料為38CrMoAlA,調質285HBW,D0.5—HV900。鏜軸具體要求如圖1所示。
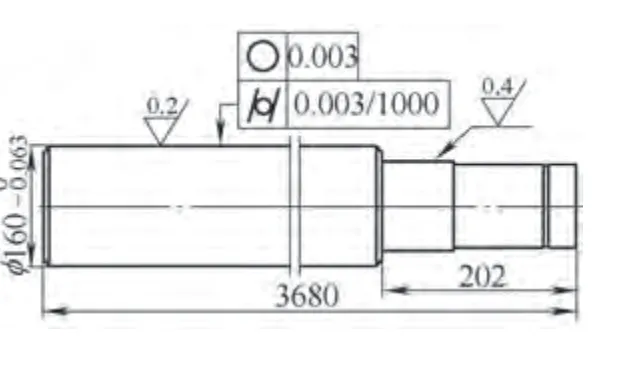
圖1 鏜軸示意圖
根據我公司現有的拋光設備,最大拋光長度為2 500mm,無法對長度3 680mm的大型鏜軸外圓進行拋光,且此新產品試制,生產批量小,不適合投入大規格拋光機。為此,設計了拋光用工裝,在CK6263數控車床(5m)上拋光鏜軸外圓,工裝設計如圖2所示。
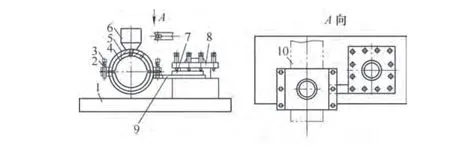
圖2 拋光工裝簡圖
拋光過程如下:
(1)在鏜軸兩端內孔裝上錐堵,依靠錐堵中心孔定位,將鏜軸裝夾在車床上。
(2)按照圖2所示依次將R80mm拋光瓦片、夾套和彈簧用螺釘組裝在一起。但是,螺釘對彈簧的預緊力不能太大,否則當拋光工裝將鏜軸外圓抱死時,彈簧無法起到彈性調節的作用,會造成鏜軸表面研傷。
(3)拋光鏜軸時,鏜軸正向旋轉,拋光工裝不旋轉(撥桿按照圖2所示方法安裝,可防止拋光工裝隨著鏜軸旋轉)。在車床中拖板沿車床Z軸往復移動下,由撥桿帶動拋光工裝沿車床Z軸往復移動。與此同時,操作者向鏜軸表面刷涂研磨膏,向油杯注入潤滑油,防止研傷鏜軸表面。
(4)上述過程結束后,鏜軸外圓上留有磨削產生的螺旋線和磨錐孔時與中心架接觸接觸部分留下的痕跡就會消失,但此時鏜軸表面發烏,顏色暗淡,沒有金屬光澤。此時,操作者只需要再用毛氈和拋光膏將鏜軸表面拋光一次,即可消除上述缺陷,使鏜軸外圓達到鏡面,滿足圖樣要求。
實踐證明,利用工裝在車床上按照上述方法拋光大型鏜軸,在小批量生產時,既為公司新產品試制提供了保障,又為公司節約了資金,十分經濟實用。
