鉗工的馬牙和淺槽技術
2015-11-23 04:10:38萬勇剛
新教育時代電子雜志(教師版) 2015年22期
萬勇剛
(甘肅鋼鐵職業技術學院 甘肅嘉峪關 735100)
鉗工的馬牙和淺槽技術
萬勇剛
(甘肅鋼鐵職業技術學院 甘肅嘉峪關 735100)
馬牙技術誕生于復合作業的銼配中,它的核心內容是以鋸代銼、把大塊殘料分割為眾多微小碎塊,從而以最快的速度、最小的體力付出,應對最難下銼、最難攻克的殘料。淺槽技術是一個沿相鄰兩邊夾角的角平分線方向鋸出淺槽,以槽代替清根的技術。
能鋸不用銼 大塊化整為零減小阻力 清根不用銼 用鋸淺槽的方法來解決
怎樣詮釋鉗工技術呢?鉗工技術確實比較機械一些,直觀、明了、易學、易掌握是它的特點。它不同于電子技術,講究一些邏輯什么的。鉗工講究一些靈巧和竅門,圖的是實在、實用。鉗工技術是由許許多多小技術組成,其中馬牙和淺槽技術就是鉗工小技術之一。這兩個小技術在鉗工復合作業時應用十分廣泛,而且非常實用有效。干過復合作業的學生都有體會,最難處理的要數如何去除殘料和清根,在這兩項上耗費的時間最長,如果有什么好辦法來解決,所有的銼配難題都迎刃而解了。那么鉗工的馬牙和淺槽技術,就是真對學生的這一困惑而產生的良好的解決方法。它誕生于復合作業的銼配之中,也是一些經驗積累,它源于物理學的接觸面積小則阻力小及一切物體都要占位的原理。
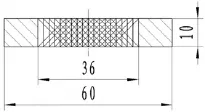
首先談談馬牙技術。看下面一幅圖:

這是一個典型的銼配母件,中間要加工出一個36×36的方孔。工藝安排是這樣:在劃完線之后,進行鉆孔,在圖示對角內側位置鉆2個Φ12孔,然后在其中一個孔中穿入12mm寬鋸條,安裝好鋸弓,向兩個對角進行兩次鋸割,兩次鋸割完成之后,卸下鋸條,再把鋸條穿入另外一個孔中,也向兩個對角進行鋸割,同樣也鋸割兩次,由于沒有用方銼修整Φ12的圓孔,鋸條不能沿著方孔邊沿進行鋸割,因此產生如圖所示陰影部分的四處殘料。
殘料面積過大的情況,直接用銼刀進行銼削,就會非常吃力,問題是耗費時間也長,同時也消耗過多的體力。學過鉗工的學生都應該知道,鉗工去除材料的方法有鉆孔、鋸割、銼削、刮削、研磨、鏨削、磨削。從節省體力的角度來說,鉆孔最省力,其次是鋸割,最費力的是銼削和鏨削。在砂輪機上磨削雖然省力,但只適用加工工件外部形狀。在小工件加工內部孔的活,磨削施展不開。因此,去除大塊殘料要想又快又省力,就必須采用馬牙技術。馬牙技術的核心思想是:能上鋸的盡量不用銼,再有就是將大塊殘料分割為多個微小的碎牙,以減輕銼削阻力。
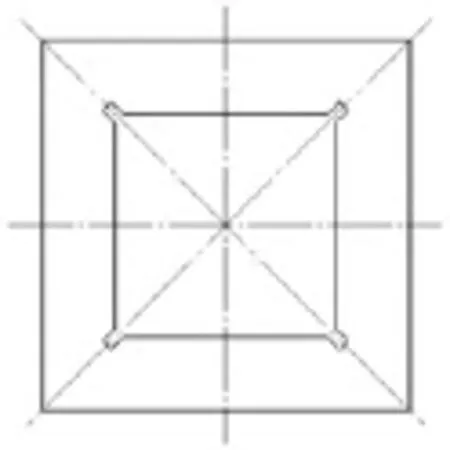
基于這一思想和理念,當我們在第二次穿插鋸條完成兩次對角鋸割之后,不要急著取下鋸條,緊接著進行四處殘料的鋸割。馬牙技術的具體操作要領是:垂直于方孔的四條邊線,一鋸挨一鋸的平行鋸,但不能鋸過邊線,也可以傾斜角度鋸,也可以打交叉鋸,鋸完之后感覺像一排排小牙似的,俗稱馬牙。如下面全剖視圖中間部分所示:
方孔四邊都有殘料,因此,鋸完一個方向,再把工件調轉90°繼續先平行、后交叉鋸,之后再把工件調轉90°、再調轉90°,直至四處殘料全部鋸完為止,卸掉鋸條,然后插入銼刀,進行銼削,此時就非常省力了,直至加工到線為止。
強調指出,銼配工件的形狀各式各樣,但無論銼配工件形狀如何,都要想方設法,盡量使用馬牙技術。馬牙技術不僅適用于工件內部,同樣也適應于工件外部。凡是能夠鋸到的地方就盡量上鋸,給銼削留下盡量小的余量。
淺槽技術可以說是馬牙技術的孿生兄弟,二者既有區別也有聯系,二者的共同之處都是為了配合。淺槽技術也誕生于銼配過程中,起因是這樣地:有棱有角的公件(凸件),要與母件(凹件)配合的嚴絲合縫,必要條件是母件兩相鄰邊的結合部(根部)必須不能有圓弧存在,也要見棱見角,否則公件是鑲嵌不進母件去的。但在實際銼削中,相鄰邊的結合部極難銼到位,這樣就不可避免的會在根部產生圓弧,給配合帶來麻煩和困難。使用常規手段,就得自制工具,把板銼在砂輪機上進行磨削,斷面呈扁三角形,用它細心銼削,可以消除圓弧。但是,有的時候,往往容易把已經銼好的小平面剮傷,即便能去掉圓弧,配合效果也略顯一般,表現在間隙過大,不夠理想。早先,我們還在配合的轉折處,采取諸如鉆Φ2小工藝孔的方法,效果的確不錯,但是鉆頭易斷,有時如果沒有鉆床就無法完成鉆小工藝孔,特別是在現場,上哪里去尋找鉆床。
鑒于上述問題,我們采用以鋸代鉆的辦法,在根部沿著對角線方向用手鋸鋸出適當深度的淺槽,如下圖所示:
淺槽技術的要領是:槽的深度不宜過深,夠用就行。一般地說,淺槽超過轉角有1-2mm深即可。淺槽的寬度,視具體情況而定。可以用穿帶鋸條的根數決定,穿帶一根鋸條,可以產生1.2mm的槽寬,穿帶兩根鋸條,就可以產生2.4mm的槽寬,一般的鋸弓最多可以同時穿帶3根鋸條。
淺槽技術雖好,但也存在一個應力集中問題,工件容易從淺槽處斷裂。為了解決這一問題,可以在鋸出淺槽后,用圓形什錦銼修整,使豁口的應力減小,就不會斷裂了。
強調指出,有的時候,我們碰到的工件,既是公件(凸件)也是母件(凹件)。也就是說一個工件,它上面的形狀既有凹下的部分,也有凸起的部分。對于這樣的非典型工件配合,使用淺槽技術的原則是:無論哪個件,只要有凹下部分,就要在其凹下處開淺槽。如果是90°的夾角,就需要沿45°方向鋸。如果是60°夾角,就需要沿30°方向鋸。以此類推。
鉗工的馬牙技術和淺槽技術,給我們的銼配的確帶來許多方便,我們要傳承和發揚,在鉗工這個領域發明和創造出更多更好的實用技術。學無止境,藝無終結,要達到爐火純青,仍需努力。
萬勇剛(1958~):男,遼寧省海城市;職稱:一級實習指導教師;學歷:本科;主要研究方向:高等職業教育;技術等級:高級技師。
